Ремонтное производство
В сферу деятельности многих производственных предприятий входит не только изготовление новой продукции, но и предоставление услуг по ее ремонту (гарантийному, капитальному, текущему).
В статье рассматриваются возможности системы 1C:ERP для автоматизации учета ремонтных работ.
В первой части разобран большой сквозной пример, основанный на реальных требований авиастроительного предприятия.
Во второй части статьи кратко обозначены другие возможности 1C:ERP для автоматизации ремонтного производства, описаны схемы работы и особенности учета.
В дополнение к статье рекомендуем вебинар:
Вебинар «Управление ремонтным производством в 1С:ERP»
Управление техническим обслуживанием и ремонтами производственных фондов
 29 августа 2014
29 августа 2014
Управление техническим обслуживанием и ремонтами производственных фондов

директор по развитию ООО «Простоев.НЕТ»
- Читайте также:
Процессы управления техническим обслуживанием и ремонтами (ТОиР) оборудования или процессы управления производственными активами считаются самыми сложными (с точки зрения их организации и неопределенностей) из всех процессов управления промышленным предприятием. Это обусловлено разнообразием, конструкторскими особенностями и количеством как самого оборудования, так и технических и технологических систем, в которые оно входит, меняющимися условиями эксплуатации, человеческим фактором и т.п. Поэтому на многих отечественных предприятиях система ТОиР зачастую представляет собой некий «черный ящик», потребляющий бесконечные ресурсы.
Специалисты, отвечающие за ТОиР, — обычно это техники и инженеры — прекрасно разбираются в технических вопросах ремонта, но практически не имеют системного представления о его организации в целом. Им бывает довольно сложно разделить области организационных, системных решений от области технических. Отсюда и риск неэффективного использования производственных фондов, простои оборудования, т.е. время, когда оборудование не может быть использовано по назначению.
Снизить простои призвана система технического обслуживания и ремонтов (ТОиР), которая, согласно ГОСТ-18322-78, определяется как совокупность взаимосвязанных средств, документации технического обслуживания и ремонта и исполнителей, необходимых для поддержания и восстановления качества изделий, входящих в эту систему. Технологическое оборудование требует плановых ремонтов и технического обслуживания, без этих работ оно может и внепланово отказывать. Система ТОиР восстанавливает техническое состояние путем воздействий на оборудование, потребляя при этом ресурсы (время, труд, материалы и запчасти, деньги).
Обеспечение работоспособности оборудования и производственных систем требует не только разработки различных комплексов технических и организационных решений, направленных на повышение эффективности эксплуатации, но и применения соответствующих методологий. Методологии позволяют структурировать процесс организационного управления в виде некой целевой модели, оценить текущее состояние оборудования и технических систем и разработать поэтапный план достижения идеального (или оптимального) состоянии.
Одна из концептуальных идей в управлении ТОиР — методология «Prostoev.NET Элементы». В её основу заложена идея разделения целостной области управления ТОиР на отдельные процессы и элементы, каждый из которых влияет на снижение простоев оборудования. Эта методология позволяет построить любую модель управления ТОиР, не ограничиваясь популярными западными концепциями (EAM, RCM, TPM и др.), которые, в свою очередь, могут быть представлены как набор соответствующих элементов методологии. Всё это существенно упрощает их восприятие, сравнение между собой и оценку применимости для решения разнообразных задач по управлению ТОиР.
Проблематика
На первый взгляд может показаться, что в ремонтном производстве нет ничего сложного: зная технологию изготовления, можно без труда разобрать изделие, заменить детали и снова собрать.
Фактически же процесс ремонта — это уникальная последовательность технологических операций для приведения ремонтируемого изделия в работоспособное состояние.
Осуществление этого процесса предполагает тщательную конструкторскую и технологическую подготовку: разработку рабочих чертежей, технических условий, технологических карт, проектирование и изготовление специальных инструментов и приспособлений, определение потребности в запчастях, материалах, оснастке и инструментах.
Так или иначе это все присуще и процессу изготовления продукции. Так в чем же сложность автоматизации именно ремонтного производства?
- Читайте также:
- До начала разборки состав изделия часто неизвестен. Это характерно для технологически сложных изделий (авиация, машиностроение, двигателестроение и т. п.), где у каждого экземпляра уникальный состав из-за частого изменения конструкторской документации и индивидуальных параметров, запрошенных клиентом при заказе.
- Неизвестно как будет выглядеть ремонт конкретного экземпляра, это зависит от результатов разборки и дефектации. Мы не знаем, какие детали придется отремонтировать или заменить, пока не разберем полученное в ремонт изделие.
- Необходимо заранее планировать закупку материалов и комплектующих с учетом вероятности разных исходов дефектации. Если закупать материалы только под фактические потребности, срок ремонта может затянуться. Планирование закупок по заранее собранной статистике дает возможность минимизировать эти риски и выполнить работу в срок/
Бизнес-процесс предприятия
Рассмотрим процесс ремонтного производства на примере одного из авиастроительных предприятий.
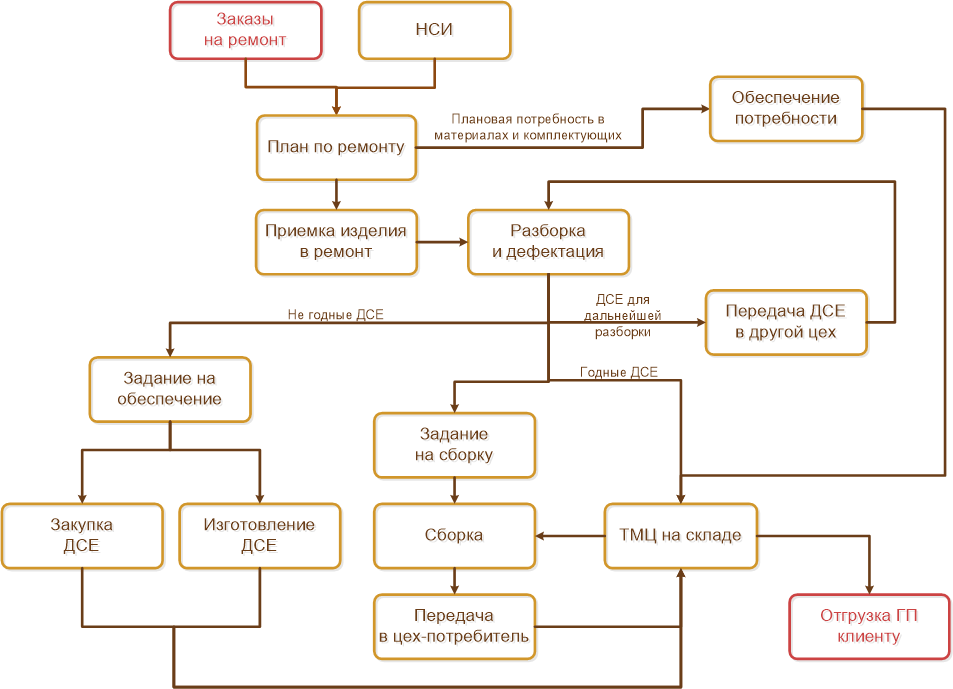
Отдел продаж. Отдел продаж получает от клиентов заявки на ремонт ранее закупленной техники. Заявки проходят процедуру согласования и добавляются в план по ремонту.
Отдел снабжения. Чтобы не задерживать ремонт изделия, поступившего на завод, служба снабжения заранее закупает часть материалов и покупных комплектующих. Список такой номенклатуры определяется по ведомостям обязательной замены. Ведомость обязательной замены — это те материалы и ДСЕ, которые потребуется заменять при ремонте в 100% случаев. Включение ДСЕ в ведомость регламентируется руководством по ремонту изделия.
Производство. Когда техника поступает в ремонт, ее передают в ответственный цех для выполнения ремонтных работ. Процесс ремонта можно условно разделить на две части: р азборка и дефектация, р емонт и сборка.
Первый этап — разборка и дефектация
Дефектация — это процесс проверки состояния деталей и узлов через сравнение фактических показателей с данными технической документации.
Основная задача дефектовочных работ — не пропустить на сборку детали, которые нужно заменить, и не отправить в брак годные.
По результатам дефектации составляется акт, в котором содержатся:
- перечень деталей и сборочных единиц (ДСЕ), признанных негодными;
- ДСЕ и узлы, требующие дальнейшей разборки и дефектации;
- годные ДСЕ (это может быть как полный перечень всех ДСЕ, полученных после разборки, так и список, ограниченный основными узлами, хранение которых необходимо проконтролировать).
По каждой негодной ДСЕ определяется способ обеспечения (закупка или изготовление) и создается соответствующее задание. Если необходимая ДСЕ есть на складе, оформляется заявка на передачу в цех для выполнения ремонта и сборки.
- Читайте также:
ДСЕ и узлы для дальнейшей разборки при необходимости передаются в другой цех, где выполняется аналогичная процедура.
Автоматизация
Объем и сложность информации, связанной с процессами управления ТОиР, постоянно возрастает, при этом численность инженерного персонала имеет тенденцию к снижению. Современные информационные технологии позволяют существенно упростить рутинные процессы управления ТОиР, давая возможность сконцентрироваться на решении аналитических и инженерных задач. В зависимости от сложности задач, которые стоят перед предприятием в области управления ТОиР, могут использоваться разные классы автоматизированных систем.
Так, сравнительно простые системы помогают строить традиционные планы предупредительных ремонтов, более сложные системы — учитывать техническое состояние оборудования по результатам диагностики и строить прогнозы по срокам необходимых ремонтов. «Продвинутые» аналитические системы в состоянии проанализировать комплексный риск, связанный с отказом оборудования и остановкой системы и оптимизировать необходимые работы для снижения этого риска.
Опыт различных проектов автоматизации (удачных и неудачных) еще раз подтверждает, внедрение и использование любых информационных систем требует предварительной разработки схем и алгоритмов работы, наборов структурированных данных. Это также означает, что в процесс автоматизации в обязательном порядке должны включаться непосредственно заказчики этой автоматизации — службы планирования и подготовки работ по ТОиР предприятия. Именно эти службы должны четко формулировать свои пожелания к будущей системе в виде структурированных алгоритмов. Для этого есть большое количество методологий, которые можно и полезно применять.
Дополнительные схемы для управления ремонтами в 1С:ERP
Ниже описаны другие возможности системы и приведен пример, в каком случае стоит их рассматривать. Применять их можно как готовую схему либо комбинировать в различных вариациях.
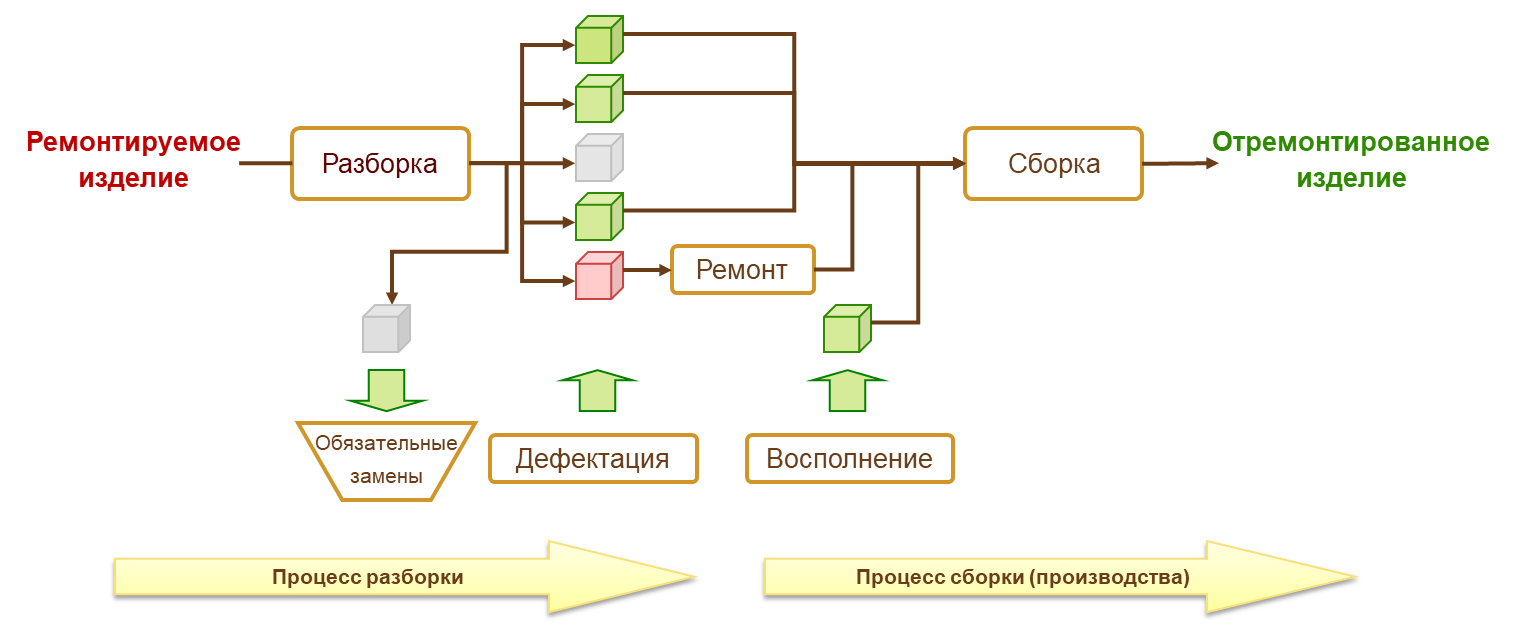
Схема «Сначала все разобрать — потом все собрать»
Схему стоит рассматривать в следующих случаях:
Необходимо разделять в системе изделие, переданное в ремонт, и отремонтированное.
Процессы разборки и сборки разведены, и любой из них может существовать отдельно.
Яркий пример такой схемы: взяли два сломанных двигателя, разобрали, из годных запчастей собрали один, непригодные запчасти утилизировали.
- Читайте также:
Для такой схемы в справочнике «Номенклатура» создаем два элемента справочника либо две характеристики одного элемента. Для каждой номенклатуры понадобится своя спецификация: первая — на разборку и утилизацию, вторая — на сборку, изготовление.
Потребность в ремонте фиксируем документом «Заказ давальца» с типом «Изготовление».
На основании заказа давальца создаем два заказа на производство: с типом «Разборка и утилизация» для полученного сырья и «Изготовление, сборка» — для производства продукции по заказу.
Производство работы по ремонту изделия
Схема применима, если нет необходимости вести материальный учет принятых в ремонт изделий и компонентов, полученных в процессе разборки.
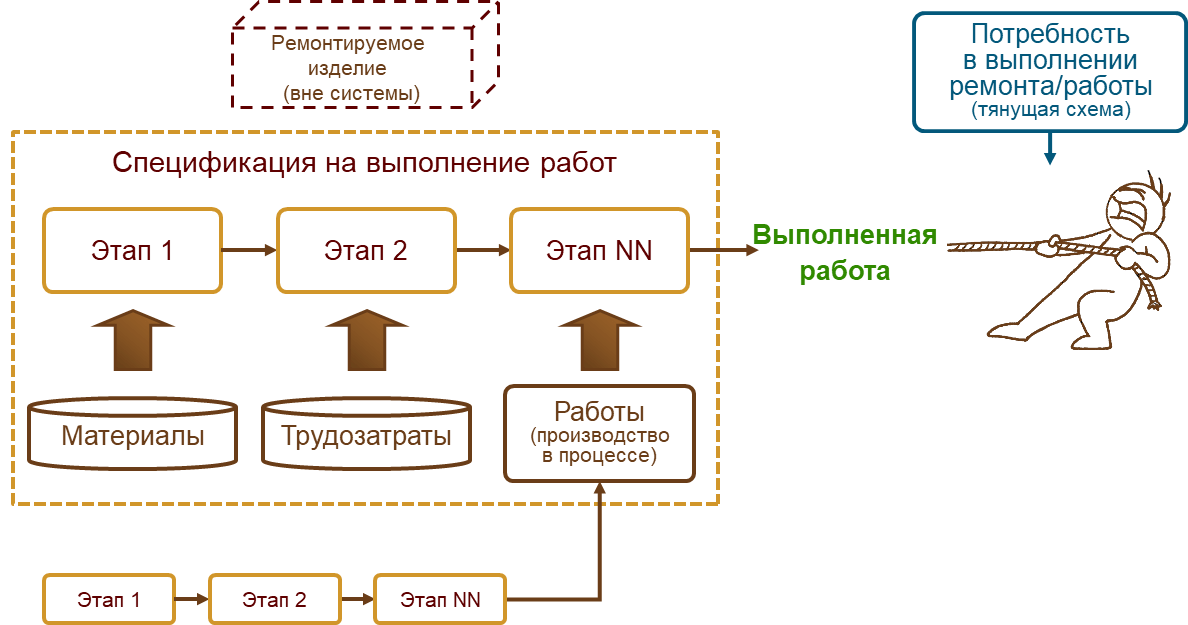
Для такой схемы создаем спецификацию на изготовление, в качестве выпускаемой продукции выбираем номенклатуру с видом «Работа».
Процесс ремонта в данном случае не отличается от процесса изготовления: для формирования потребности создаем «Заказ клиента», на основании его формируем «Заказ на производство» с типом «Изготовление, сборка».
Выпущенную работу реализуем клиенту.
Ремонт без учета компонентов
Гибрид схемы, описанной в основной части статьи, и схемы по производству работ. Применима, если нужен учет ремонтируемого изделия без материального учета его компонентов.
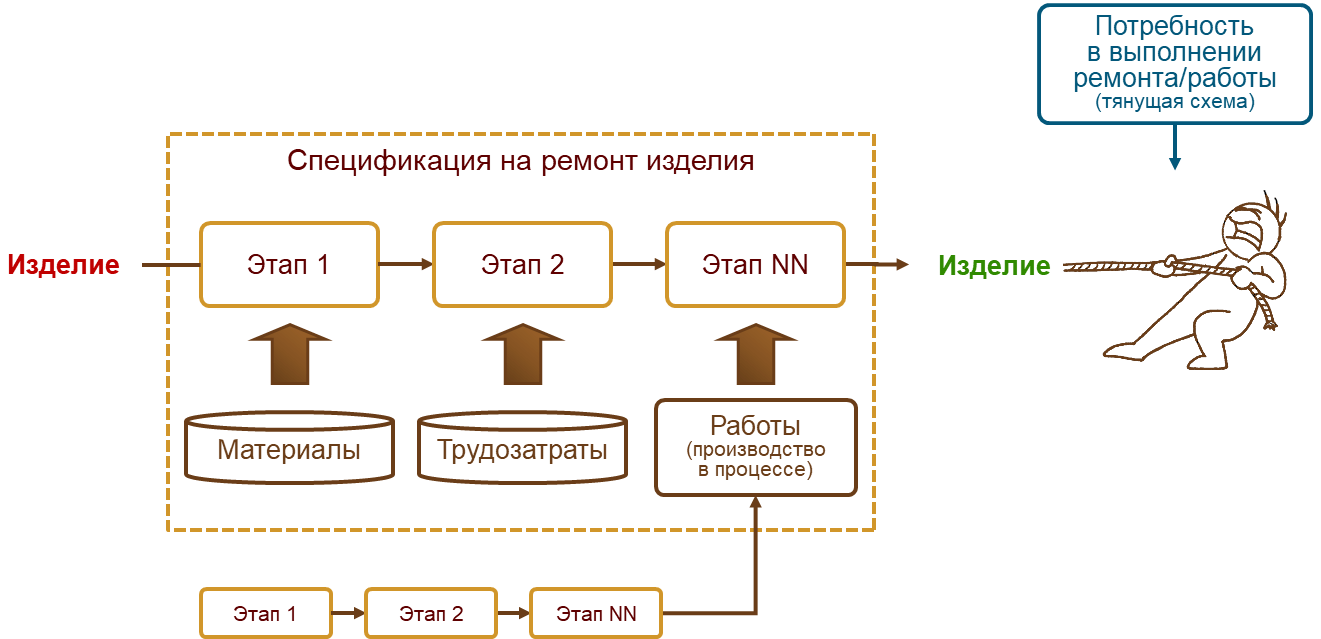
Создаем спецификацию с видом «Ремонт» для изделия. Побочный выход в процессе разборки не фиксируем, ремонт компонентов представляем в виде работ, произведенных в процессе (указываем работы на закладке «Материалы и работы»). Не забываем, что для каждой работы должна быть ресурсная спецификация на изготовление.
Ремонт без спецификации
Работа в ручном режиме. Такой вариант стоит рассматривать, когда НСИ на ремонт отсутствует либо нужно отразить выполнение ремонта по факту выполнения.
Создаем заказ на производство с типом «Ремонт», в строке ремонтируемого изделия спецификацию оставляем пустой. Этапы производства создаем в структуре заказа — по гиперссылке «Создать этапы» или по команде «Изменить цепочку этапов».
Заключение
Возможно, на практике предложенных средств окажется недостаточно. Это может быть компенсировано разработкой новых рабочих мест, отражающих необходимые операции в типовых объектах.
ли со статьей или есть что добавить?