Что такое сварочный рукав для полуавтомата?
Для аргонодуговой и газовой технологии нужны не только специальные аппараты, но и особые шланги для сварки. В первом случае по ним транспортируют газообразный флюс, а во втором – горючий газ и окислитель. Причем те же «сварочные» шланги можно использовать и в процессе газовой резки металла.
Словом, если вы упорный сторонник «газовой» сварки или резки, то без качественного шланга вам не обойтись. И в этой статье мы расскажем вам, как выбрать надежный сварочный шланг, а равно и о том, как обращаться с такими «трубопроводами», добиваясь максимальной продолжительности эксплуатационного периода шланга.
Советы по выбору рукава для газовой сварки
Данный вид сварки позволяет в максимально короткие сроки выполнить качественное соединение самых разных типов конструкций, кроме этого, используется, в том числе, и для сварки труб.
Его основным преимуществом является то, что для работы нет необходимости приобретать дорогостоящее оборудование, цена на него является достаточно демократичной.
При помощи газовой сварки можно производить необходимые работы без дополнительного источника питания, что особенно актуально для отдаленных районов, где есть проблемы с электричеством.
Сварка газом позволяет работать с такими сложными металлами, как чугун, свинец, латунь и даже медь.
Также стоит отметить и прочность швов, при определенных условиях может быть несколько выше, чем при работе с электродуговой сваркой.
Стоит отметить и то, что газовая сварка позволяет не только соединять между собой металлические конструкции, но и при необходимости осуществлять резку металла.
В этом случае приобретают актуальность используемые рукава для газовой сварки и резки металлов, которые преимущественно изготовляют резиновые с добавлением тканевой основы.
- Читайте также:
В специализированных магазинах представлен большой выбор рукавов для данного типа сварки, цена на которые зависит от нескольких факторов.
Сварочная горелка для полуавтоматов: бренды, использование



Внутри рукава его направляющие истираются проволокой, которая подается к зоне сварки. Естественно, все эти воздействия неблагоприятно влияют на аппарат и выводят его из строя. Зачастую, рукав для сварочного полуавтомата ломается самым первым.
Современные производители сегодня предлагают два вида сварочных рукавов. Это может быть непосредственно рукав или же горелка. При этом внешний вид этих изделий ничем не отличается друг от друга. Оба эти наименования обозначают один и тот же аксессуар.
Так, сварочная горелка-рукав полуавтоматов состоит из трех основных элементов. Это непосредственно горелка, рукав, а также разъемы для их соединения. К сожалению, сейчас трудно найти в продаже рукава отдельно. Но можно приобрести почти все составные элементы конструкции или найти аналоги.
Что такое аргонодуговая сварка, какова ее технология? Виды сварки в среде аргона
Одной из разновидностей сварки является процесс, который проводится в защитном газе. Аргонодуговая сварка – дуговая сварка, в рамках которой в качестве защитного газа выступает аргон.
Все что нужно знать о газах применяемые для сварки от А до Я
Хотите узнать какой газ используется для сварки полуавтоматом mig или mag, а может вам необходимо разобраться с газовой сваркой и с тем какие газы применяются. В статье мы подробно расскажем о том, где и какие газы используют и как их выбрать.
Выбираем рукав для полуавтомата

Сварка полуавтоматом требует использования специальных комплектующих. В том числе необходим рукав, предназначенный для подачи газовой смеси и проволоки. Эти приспособления отличаются по классам, количеству слоев и другим характеристикам, поэтому важно правильно выбрать шланг.
- Читайте также:


Сварочный рукав для полуавтомата. Устройство и цена


Появление компактных сварочных полуавтоматов способствовало дальнейшему расширению использования сварки в различных сферах нашей жизни. Среди них: кузовной ремонт автомобилей, промышленное и частное строительство, изготовление металлоконструкций (решёток, ограждений и других изделий), самодеятельное техническое творчество. В процессе эксплуатации оборудования некоторые комплектующие изнашиваются и требуют замены. К таковым следует отнести и сварочный рукав.
Его элементы во время работы подвергаются внешним воздействиям: высокая сварочная температура, брызги металла, механические царапины, перегибание. Внутри происходит истирание направляющих элементов сварочной проволокой. Закономерно, что все эти неблагоприятные факторы, возникающие в процессе сварки, приводят к выходу рукава из строя в первую очередь.
Технические особенности
Для правильной сварки полуавтоматом устройству потребуется три комплектующих:
- Сварочный пистолет, называемый горелкой.
- Шланг, который называют «сварочный рукав».
- Разъем, позволяющий подключить шланг к горелке.
При использовании горелки шланг чаще остальных деталей выходит из строя, так как он истирается проволокой изнутри, подвержен влиянию внешней среды и механическим деформациям. Все дело в его конструкции, так как это своеобразный многослойный шланг, у которого есть внутренний слой, непосредственно контактирующий с газом, а также внешний — защитный, резиновый. Слоев может быть сколько угодно, в зависимости от технологии производства, разделяются они специальным нитяным каркасом, который придает прочности всему шлангу для сварки. Каркас может быть сделан проволочной нитью или стекловолокном.
TIG сварка — примерка — бортжурнал УАЗ 3909 Брунгильда 1998 года на DRIVE2
Нормальный гараж без инструментов не бывает, иначе это не гараж, а парковка для машины под крышей.
- Читайте также:
Для УАЗика иметь сварку в гараже обязательно, но какую выбрать? Про ММА не говорю — не подходит для кузовного ремонта, плазма — ею паял медь для сантехники по квартире — аппарат Мультиплаз то еще г. (посыпались стеклянные трубки в горелке). Остается MIG/MAG и TIG.Полуавтомат — для кузовного ремонта самое то, CO2 дешев и проволока 600р за 5 кг, но я сторонник перфекционизма. Если учится варить, то не все ли равно чему?
А TIG сварка (аргоновая) это еще и алюминий, нержавейка, качество швов. Но за удовольствие надо платить. Во общем выбрал я аргон.
При зачистке салона обнаружилась сквозная коррозия пола в небольших количествах и до вторника мне нужно обязательно установить заднее сиденье в салон (крепление которого оторвали на покатушках) — повезу людей на экскурсию по Хибинам от Кировска до Гольцова озера через перевал Кукисвумчорр — покатушка и никакого дриблинга
Сварочник купил Сварог 
к нему редуктор с двумя ротаметрами еще вольфрам (зеленый и красный с торием) и по мелочи — маску автомат, краги. Купил аргон в 40 л баллоне и сел за аппарат. В общем в первый день я проклял себя- надо было брать полуавтомат. Но посмотрел видео, почитал инструкцию (всегда читаю, когда ничего не помогает) и на второй день начало получаться (неказисто но крепко):
Прошу не кидать какашками — я учусь.

Такие будут крепления к полу
Расходы:Сварочник — 29500рРедуктор, вольфрам и мелочи — 6051рПустой баллон (бу) 3750рАргон — 1800р
- Читайте также:
Шланг кислородный 4м — 120р
Настройки сварочника для листовой двойки — режимы TIG, постоянный ток, 2 такта на управление, сварочный ток 40-55А, газ до 7 сек, газ после 7 сек, время спада тока 3 сек все остальное в нули. Горелка — торированный вольфрам (красный) 2мм, сопло 5мм, вылет электрода 2 мм. Газ аргон — 5л/мин. Присадочный электрод — сварочная проволока 1 мм обмедненная
Полезные ссылки:Таблица режимов сваркиСтатьи про сваркуОчень полезное видео 1,5 часа
Что такое аргонодуговая сварка
Нередко возникает необходимость сварить пластичные материалы, которые не соединяются при обычных видах сварки. Например, медь, алюминий, титан и пр. Для создания прочной и неразъемной конструкции из указанных металлов может применяться сварка аргоном.
Аргонодуговая сварка проходит в среде инертного газа – аргона. Именно поэтому так и называется данный сварочный процесс.
Использование такого газа, как аргон, в процессе соединения деталей обусловлено необходимостью защиты от окисления за счет соприкосновения с кислородом. Аргон тяжелее и плотнее воздуха на 38%, он покрывает сварочную зону и не допускает кислород в зону с сопрягаемыми поверхностями.
Под воздействием кислорода серьезно страдает качество сварных швов, а алюминий может воспламениться. Именно поэтому и используется аргон.
Помимо аргона, при дуговой сварке применяются иные газы, создающие изоляционную среду. Это гелий, активный азот, водород, двуокись углерода.
Особенности
Комплектующие этого типа используются не только в различных областях промышленности, но и в частных целях, они могут быть полезны при выполнении сварки по металлу. Устройство включает три основные части:
- сварочный пистолет (горелка);
- непосредственно рукав (шланг);
- разъем для подключения к полуавтомату.
Часто в процессе эксплуатации быстрее всего из строя выходит шланг, поскольку он подвергается сильным нагрузкам: высокая температура, истирание проволокой изнутри, механические деформации. Логично было бы заменить именно его, но обычно эти изделия представлены в комплектной сборке, хотя при желании можно попытаться поискать отдельные аналоги.
Сварочный рукав для полуавтомата имеет резиновую оболочку. Внутри скрывается довольно сложное устройство. Поскольку сварка проводится посредством проволоки, для своевременного поступления предусмотрена система подачи. Также имеется газовый канал. У существующих моделей внутреннее устройство может отличаться.


Немного терминологии
Если набрать в поисковике «купить сварочный рукав для полуавтомата», то увидите два вида предложений: сварочный рукав или сварочная горелка. Причём выглядят они совершенно одинаково, эти названия относятся к одному и тому же аксессуару. Если присмотреться он состоит из следующих узлов:
- собственно горелка;
- питающий рукав;
- соединительный разъём.
Это наводит на некоторые грустные размышления. И действительно, одного только рукава в продаже найти вряд ли получится. Хотя, вооружившись знаниями, можно купить почти все составные элементы, или хотя бы подобрать аналоги.

Общая информация
Рукав сварочный — это приспособление, используемое для подачи технического (не путать с защитным) газа к сварочной горелке или резаку. В качестве технического газа возможно применение ацетилена, кислорода, пропана и бутана. С помощью рукава газ может подаваться под высоким давлением или в жидком виде.
Также сварочный рукав понадобится вам, если вы используете сварочный полуавтомат в связке с защитным газом. Например, углекислотой, аргоном или различными смесями. В таком случае рукав служит для подачи газа в зону сварки для ее защиты от окисления.
Рукава для газовой резки и сварки, выпускаемые производителями, состоят из нескольких слоев. Их может быть от двух до бесконечности, в зависимости от технологии производителя. По умолчанию есть внутренний слой, который контактирует с газом, и наружный. Цвет наружного слоя может отличаться в зависимости от назначения шланга. Да, существуют различные типы шлангов для выполнения разных работ. Подробнее об этом далее.
Расходные материалы для сварки неплавящимся электродом (TIG)
| Все товары Выбрать магазин | Показывать: |
| Сортировать по: Популярности Рейтингу Возрастанию цены Убыванию цены | Отображать по: 20 40 80 товаров |
Полезная информация
Необходимой оснасткой для выполнения сварочных работ является горелка tig. Она выполняет важнейшую функцию – фиксацию электрода и подачу защитного газа к месту работы.
Устройство сварочной горелки tig
Непосредственно фиксация электрода в горелке происходит с помощью специального элемента – цангодержателя. При этом конец электрода, который выступает за пределы, защищается хвостовиком. Длина хвостовика может быть различной, в зависимости от условий работы. К примеру, большая длина горелки позволяет рационально использовать электроды. Маленькой горелкой будет очень удобно работать в стесненном пространстве.
Сопло горелки тиг формирует газовый поток, который служит защитой сварочной ванны и исключает влияние внешней среды. Инертный газ и напряжение подаются через рабочую зону. Для того чтобы включить горелку, достаточно нажать на специальную кнопку, встроенную в корпус.
Особо выделяются горелки с контактным зажиганием. В их конструкции есть специальный клапан, который регулирует подачу газа и при необходимости прекращает ее. Это позволяет применять горелки tig с другими сварочными аппаратами (ММА).
Главное различие горелок tig – в длине. На нашем сайте вы можете приобрести горелки небольшой длины, например, 4 м, как у Сварог IOW6960, и модели длиннее. Примером может служить модель GDV 8M EWM 094-511621-00108 с длиной горелки 8 м.
Мы предлагаем расходные материалы для сварки неплавящимся электродом (tig) по всей России: Москва, Санкт-Петербург, Екатеринбург, Челябинск, Нижний Новгород и многие другие города с доставкой и гарантией, звоните! Узнать подробную информацию об условиях и стоимости доставки Вы можете у наших менеджеров.
Отзывы о расходных материалах для сварки неплавящимся электродом (TIG)
Разновидности
Рукава для газовой сварки и резки металлов могут быть трех типов. Их принято делить на классы: 1, 2 и 3.
Первый класс предназначен для работы с ацетиленом, пропаном и бутаном. Максимальное давление 0,63 Мпа. Внешняя оболочка шланга окрашена в красный цвет, чтобы вы могли легко отличить его среди остальных.
Рукава второго класса используются для подачи жидкого топлива. Это может быть бензин, уайт спирит или керосин. Шланг окрашен в желтый цвет.

Третий класс предназначен для подачи кислорода. Окрашиваются в синий цвет.
Также обратите внимание, что рукава для сварки могут быть окрашены в черный цвет. Это означает, что они подходят для любых типов работ.
Обратите внимание и на температурные условия, при которых может эксплуатироваться данный шланг. Есть два типа: для работы в обычных условиях (шланг способен выдержать температуру не ниже -35 градусов и не выше +70) и для работы в холодном климате (не ниже 55 градусов).
Всю эту информацию можно прочесть на самом шланге, поскольку там всегда есть маркировка. В ней указывается, что за изделие перед вами, каков его класс, диаметр, расчетное давление и температурные условия.
Пример маркировки: III-9-2-ХЛ ГОСТ 9356-75.
Она означает, что перед вами сварочный рукав третьего класса, диаметр 9 мм, давление 2 Мпа, для сварки в холодных условиях. Далее указан ГОСТ, который регулирует эту маркировку.
Устройство
Итак, рукав для сварочного полуавтомата состоит из резиновой оболочки. Под ней находится достаточно сложная начинка. Так как для полуавтоматической сварки необходима специальная проволока, то в сварочном рукаве находится сложная система. Она представляет собой направляющий канал, подающую спираль. Также внутри может быть трубка из тефлона. У фирм, что производят комплектующие для сварки, может быть разное устройство рукава сварочного полуавтомата.

Также для процесса работ необходимо наличие защитного газа. Для подачи его используется отдельный шланг. В зависимости от того, какой марки и модели аппарат, процесс транспортировки и подачи в зону работы проволоки и газа может различаться. Вместе с коаксиальным существует и параллельный тип.
Внутри рукава также проходит положительный силовой кабель от сварочного к трансформатору. Этот шнур идет к токовому наконечнику, расположенному на горелке. Также имеется два тонких провода. Они подключены к пусковой кнопке.



Назначение и устройство
В чём заключается функция сварочного рукава? За его резиновой оболочкой скрывается сложная внутренняя начинка. Поскольку полуавтоматическая сварка выполняется с помощью специальной сварочной проволоки, в рукаве проложена транспортная система для неё в виде подающей спирали (направляющего канала) или тефлоновой трубки.
Для подачи защитного газа в зону сварки имеется соответствующий шланг. Причём, в зависимости от модели аппарата, транспортировка проволоки и газа осуществляется по-разному. Обычно направляющий трубопровод для проволоки расположен внутри газового шланга. Наряду с коаксиальным расположением бывает и параллельное (рядом друг с другом).

Также внутри проходят: силовой положительный провод от трансформатора, идущий к токовому наконечнику горелки, и два тонких провода для пусковой кнопки. Таким образом, основные задачи, выполняемые рукавом:
- направление сварочной проволоки, подаваемой транспортным механизмом сварочника;
- снабжение горелки инертным (аргон, гелий) или активным (углекислый) газом для защиты сварного шва от окисления;
- питание постоянным током сварочной дуги;
- коммутация пусковой кнопки.

Классификация
Сделать выбор рукава для газовой сварки будет проще, если заранее узнать, какие их типы существуют. Есть всего три вида, каждому соответствует свой класс:
- Первый класс пригодится для работы с пропаном, бутаном и ацетиленом, такой шланг выдержит давление не более 0,63 Мпа.
- Рукав для сварки второго класса пригодится для жидкого топлива, например, керосина или бензина, и даже растворителя white spirit.
- Третий класс позволяет полуавтомату работать только с одним газом — кислородом.
Чтобы шланги было легко отличить друг от друга, они окрашены в разные цвета. Первый класс всегда красный, второй — желтый, а третий — синий. Есть также четвертый, универсальный вид, его обозначают черным или любым другим, отличным от трех базовых, цветом.

Разновидности рукавов для газовой сварки по ГОСТ 9356-75
Ограничения есть и в условиях эксплуатации. Некоторые рукава для газовой сварки могут применяться при экстремальной температуре окружающей среды в +70 градусов, но при этом она не может оказаться ниже -35. Если предполагается работа в очень холодных климатических условиях, можно приобрести шланг для сварки, который сможет работать и при -55.
Температурные возможности шлангов для сварки могут отличаться из-за их производителя.
Советы и рекомендации
В первую очередь, при покупке изделий данного класса необходимо ознакомиться с техническим паспортом, в котором проверить его полное соответствие ГОСТ и установленной стандартизации.
Внутренняя поверхность шланга, который изготавливается из резины, не должна содержать какие-либо складки, трещины или пузыри.
В свою очередь, лицевая сторона шланга при проведении по ней рукой должна быть гладкой или наоборот рифленой в зависимости от материала.
На ней не должно быть порывов материала и других ярко выраженных дефектов.
Во многом цена на данный вид изделия зависит от материала, из которого оно изготовлено, а также от его геометрических размеров и наличия дополнительных защитных покрытий.
Следует сверить номер на шлангах с тем, который указан в технической документации, а также проверить полное соответствие маркировки.
В любом случае, перед покупкой рукавов под газовую сварку и резку металлов лучше посоветоваться со специалистами в данной области и выполнить все их рекомендации.
Следует отметить то, что требуемая маркировка должна быть нанесена по всей длине резиновых шлагов и содержать все необходимые показатели.
Так, по символам можно определить производителя рукавов, их внутренний диаметр, а также рабочее давление. Рукава данного типа имеют определенный срок годности, при котором допускается их эксплуатация по назначению.
На маркировке можно ознакомиться с датой изготовления шлангов.
Конечно, цена на рукава устанавливается самим производителем, однако большой ассортимент данных изделий делает их доступными по своей стоимости и всегда можно найти рукав, цена на который вас устроит.
При использовании шлангов данного класса необходимо особое внимание уделять выполнению правил по технике безопасности.
Перед началом работ необходимо, в первую очередь, проверить герметичность всех соединений и при необходимости устранить все выявленные недочеты.
Также рекомендуется провести пробное открытие баллонов и посмотреть, как поведут себя подключенные к ним шланги и другое используемое оборудование.
Устройство газовой горелки в сборе с рукавом
Чтобы разобраться в выборе комплектующих, рассмотрим устройство горелки для полуавтомата, которое поможет понять, на какие элементы приходится больше всего нагрузка при эксплуатации.

1. Сопло коническое. 2. Токовый наконечник. 3. Держатель наконечника. 4. Распределитель газа. 5. Мундштук.
6. Кнопка. 7. Рукоятка. 8. Соединительная пружина. 9. Коаксиальный кабель. 10. Соединительная пружина.
11. Коробка для охлаждения воздуха. 12. Винт. 13. Центральный коллектор. 14. Гайка.

Устройство горелки с водяным охлаждением.
Область применения
Защитный газ используется как мы уже говорили в механизированной сварки для защиты сварочной дуги и расплава от попадания газов из воздуха. Он используется 80% случаев использования полуавтоматической сварки, 20% это сварка самозащитой порошковой проволокой.
Область применения весьма широка так как данный процесс несложен и очень производителен. Полуавтоматом варят как тонкий металл в автосервисах, потому что ручной сваркой тонкий металл варить очень проблематично. Его легко прожечь. Так и используют на производстве металлоконструкций и крупных изделий.
Там ситуация обратная, швы протяженные, а толщина металла большая. Она применяется там, потому что этот процесс очень производительный и варить длинные швы и толстый металл ручной сваркой получается дорого и долго.
По большей части отличие здесь будут лишь в использовании самих аппаратов. В автосервисе как правило используются дешевые модели, а на производстве применяются дорогостоящая профессиональное оборудование с синергетической системы управления обеспечивающие высокую производительность.
Расходные материалы
Подающая спираль (проволокопровод) для транспортирования присадочной проволоки. Другие названия: канал для подачи проволоки, направляющий канал, спираль сварочного рукава и тому подобные. Материалом для её изготовления служит стальная проволока или лента (последняя может быть и пластмассовой), навитые в виде спирали. Последняя может иметь наружное изоляционное покрытие.
В результате трения проволоки о внутреннюю поверхность направляющих элементов последние активно изнашиваются, чему способствует и проникновение наружной пыли и грязи. Особенно сильно изнашивается и загрязняет канал продуктами износа алюминиевая проволока. Поэтому для неё применяются направляющие трубки из тефлона.
Как видно, направляющие каналы являются сменным расходником и нуждаются в периодической замене. Причиной выхода из строя сварочного рукава может быть дефект газового шланга, вызывающий разрыв последнего.
Конструкция шлангов для сварочных аппаратов
Шланг для аргонной сварки, газовой горелки или резака представляют собой многослойный трубопровод, тело которого армировано нитяным каркасом. То есть такой шланг состоит из внутренней «трубы», которую оплетают нитями силового каркаса и покрывают еще одним, внешним слоем.
В качестве конструкционного материала для «внутренней» трубы и внешнего слоя используют эластичный материал с высокой стойкостью к прокачиваемым средам (горючим газам, аргону, гелию и кислороду). Обычно в качество такого материала избирается техническая (черная) резина.
Причем внешний слой изготавливается либо из той же черной резины, либо из вулканизированного каучука с морозостойкими добавками, в который добавляют колер, облегчающий идентификацию шлангов.
В качестве армирующего покрытия используют нить или стекловолокно. Причем покрытие наматывают на «внутреннюю» трубу из черной резины перед нанесением внешнего слоя.
Классы сварочного шланга
Классификация шлангов связана с особенностями их эксплуатации. То есть на класс шланга влияет тип сварочного аппарата, к которому подсоединяется такой «трубопровод» и тип транспортируемого по нему вещества.
Исходя из этих признаков, существуют:
- Кислородные шланги, которые способны выдержать высокое давление (до 20 атмосфер!). В общем классификаторе кислородные шланги относятся к третьему классу. Маркировка – синий цвет внешнего покрытия.
- Газовые шланги, которые выдерживают давление до шести атмосфер. В общем каталоге такие шланги относятся к первому классу. Причем к этой категории следует отнести и шланги для газовой сварки или резки, по которым транспортируют «горючее» (ацетилен, пропан или бутан), и шланги для аргонодуговых аппаратов, по которым транспортируют инертный газ. Маркировка – черный цвет внешнего покрытия с красной полосой.
- Шланги для жидких топливных смесей, работающие под давлением до шести атмосфер. Эта разновидность относится ко второму классу, используемому в топливопроводах, подающих бензин, керосин и прочие горючие углеводы. Маркировка – черный цвет внешнего покрытия с желтой полосой.
Причем сортамент шлангов основан на делении по диаметру и классу морозостойкости. По первому признаку шланги делятся на несколько разновидностей сортамента с диаметрами (внутренними) от 6 до 16 миллиметров.
По второму признаку шланги делятся на две группы: первая – рассчитана на эксплуатацию в пределах от – 30 до 70 градусов Цельсия, вторая – на эксплуатацию в пределах от – 55 до 70 градусов Цельсия.
В продажу все разновидности сортамента поступают в 100-метровых бухтах. Цена шлангов для сварки зависит от их класса, пропускного диаметра и привязана к метражу (по длине). Соответственно, самый дорогой шланг – кислородный (он прочнее), а «бензиновые» и газовые разновидности стоят немного дешевле.
Вместо заключения
Теперь вы знаете, что шланги для сварки имеют множество отличий и от их правильного выбора тоже зависит качество сварочных работ. Если вы планируете выполнять разнообразные сварочные работы с применением различных газов, то рекомендуем купить сразу несколько рукавов. Чтобы вы могли в любой момент приступить к работе.
Возможно, вы уже используете или раньше использовали сварочные рукава? Расскажите о своем опыте в комментариях ниже. Ваше мнение важно для новичков. Желаем удачи в работе!
Виды оборудования
Для аргонодуговой сварки может применяться 4 типа оборудования:
- Ручная сварка предполагает, что сварщик своими руками должен держать горелку и присадочную проволоку.
- Механизированный вариант, при котором сварщик держит горелку, а подача проволоки осуществляется механизированным способом.
- Автоматическая аргонодуговая сварка – при данном способе реализации процесса сварщик не нужен, он заменяется оператором, который следит за процессом, потому что подача горелки и присадочной проволоки производится в автоматической режиме.
- Роботизированный сварочный процесс – в данном случае не нужен ни сварщик, не оператор, вся процедура производится в рамках программы, которая полностью отвечает за процесс производства.
Какой газ используют для сварки полуавтоматом — критерии выбора

Поговорим о критериях выбора газа для полуавтоматической сварки более подробно. На выбор того или иного газа влияет несколько параметров таких как:
- марка материала изделия;
- ответственность соединения;
- экономические показатели.
В большой части марка изделия и определяет использование тех или иных газов или их смесей.
Инертные газы подходит как правило для любых видов сталей, цветных металлов и их сплавов. Применение инертных газов для низкоуглеродистых и низколегированных сталей неоправданно, так эти газа стоят очень дорого.
Для углеродистых, низкоуглеродистой, конструкционных сталей используется углекислота (углекислый газ ), а также смеси СО2 с аргоном, СО2 + аргон +гелий.
При сварки нержавеющих сталей (сталей аустенитного класса), к примеру всем известная «медицинская» сталь – 12Х18Н10Т и близкие с ней свариваются в смеси углекислоты и аргона.
Для сварки цветных металлов таких как алюминий, титан, медь чаще всего используется аргон либо в чистом виде, либо смесь с Не. В чистом виде Не используется редко так как он очень дорогой.
Медь можно сваривать в среде азота. Для цветных металлов не используются смеси содержащей СО2 и кислород.
Ниже приведём таблицу, где наглядно покажем применение тех или иных газов и их смесей для различных видов металлов сплавов.
| Газ | Стали конструкционные (низкоуглеродистые) | Легированные стали (низко-, средне-, высоко-) | Титан, алюминий и их сплавы |
| Со2 (углекислый газ) | Да | Да, с ограничениями | Нет |
| Ar (Аргон) | Да (нецелесообразно) | Да | Да |
| Не (Гелий) | Да (нецелесообразно) | Да | Да |
| Аr + Со2 | Да | Да | Да |
| Аr+О2 | Да | Да, с ограничениями | Нет |
| Со2+О2 | Да | Да, с ограничениями | Нет |
| Аr+Со2+О2 | Да | Да, с ограничениями | Нет |
| Ar+Не | Да (нецелесообразно) | Да | Да |
Эксплуатация и хранение
Основные задачи, на которые рассчитано устройство, это:
- снабжение защитным газом, который по характеристикам может быть инертным или активным (он предохраняет шов от окисления);
- направление и подача проволоки;
- обеспечение постоянного питания для поддержания сварочной дуги;
- связь с кнопкой пуска.
Чтобы рукав нормально работал, следует использовать его по назначению, а также соблюдать общие правила и нормативы при сварке. Изделие нужно беречь от попадания капель расплавленного металла и агрессивных веществ – для этого существуют защитные чехлы. Важно следить, чтобы шланг не перекручивался, иначе он будет менее эффективно выполнять свои функции.

Во время хранения также стоит избегать перегибов и заломов. После работы нужно удалить из рукава остатки смесей и сложить в сухом, прохладном месте. Не стоит оставлять приспособление под прямыми солнечными лучами. Это позволит продлить срок службы.

В следующем видео рассказывается о том, как заменить рукав полуавтомата.
Маркировка
Чтобы точно не прогадать с выбором, помимо цвета нужно обратить внимание и на маркировку, что наносится на каждый шланг для газосварки. Обычно она выглядит так: III-9-2-ХЛ ГОСТ 9356-75. Здесь:
- III — это класс рукава для сварки, третий в данном случае. Это можно понять и по голубой расцветке, но указывать класс на маркировке обязательно.
- 9 — диаметр, в миллиметрах.
- 2 — расчетное давление, в МПа.
- ХЛ — обозначение, подтверждающее, что шланг может быть использован в экстремально холодных климатических условиях.
На что обращать внимание при покупке?
Покупая комплектный сварочный рукав для полуавтомата, следует учитывать следующие факторы:
- Модель аппарата, выполняемые им функции. К таковым относятся сварочные работы в защитной среде инертного или активного газа — MIG/MAG, аргонодуговая сварка, или сварка порошковой проволокой.
- Устройство присоединительных элементов. Наиболее распространённым является евроразъём типа KZ-2 (EURO).
- Эргономичность формы самой горелки. Рукоятка должна удобно лежать в руке, размер пусковой кнопки должен быть достаточным.
- Диаметр проволоки. Обычные аппараты работают с проволокой от 0,6 до 1,6 мм, однако у конкретного устройства диапазон значительно уже (0,2–0,6 мм).
- Рабочее напряжение — у разных моделей находится в переделах от 10 до 28 В.
- Максимальный ток сварки — 90–250 А.
- Длина рукава определяется удобством использования. Оптимальным размером считается 3 метра, хотя встречаются изделия до 4–5 метров.

В случае покупки отдельного газового шланга из резины следует обратить внимание на его маркировку и цветовое оформление. Для гелия, аргона, углекислого газа применяют газовые рукава, рассчитанные на давление до 0,6 МПа. На отечественном шланге обязательно должна быть маркировка с указанием стандарта — ГОСТ 9356-75.
Пример условного обозначения такого шланга с диаметром отверстия 6,3 мм: рукав I-6,3-0,63 ГОСТ 9356-75, где I — класс изделия (работа с инертными и активными газами, кроме кислорода), 0,63 — рабочее давление (МПа). На чёрную резину нанесены красные кольцевые полосы.
Кислородный шланг в обозначении должен иметь букву III — 3-й класс (рабочее давление до 2,0 МПа) и окрашен в синий цвет. Покупая импортное изделие, следует проконсультироваться у продавца-консультанта.
Вот, вкратце, и всё, что нужно знать перед тем, как покупать новый рукав. Не стоит выбрасывать лишние деньги, если можно заменить износившуюся деталь. После ремонта полуавтомат заработает как новый.
Эксплуатационные характеристики
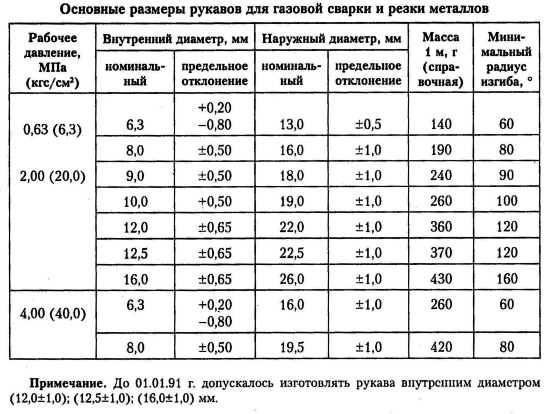
Для начального знакомства с вопросом давайте рассмотрим некоторые характеристики рукава, который классифицируется согласно ГОСТу– 9356-75 («Рукава резиновые для газовой сварки и резки металлов»). Документ этот устанавливает критерии и свойства, необходимые изделию.

Маркировка рукава, проставленная по всей длине шланга, устанавливает класс изделия, а также внутренний диаметр и расчетное рабочее давление. Рукава имеют также назначение по климатической зоне.
Классы имеют различное цветовое обозначение (цветная полоса). Так, красным маркируется шланг для подачи пропана, ацетилена и бутана – при рабочем давлении 0,63МПа. Синим цветом выделяются шланги для подачи кислорода (давление2-4 МПа).
Керосин, бензин, любое другое топливо может транспортироваться по шлангу с желтой маркировкой.
Еще одна особенность рукавов – пригодность для работы в различных температурных зонах. Так, одни рассчитаны на работу в пределах перепадов от минус 35 до плюс 70 градусов (по Цельсию). Другие способны выдерживать более сильные морозы – до минус 55. Эти
Если рукава, предназначенные для теплого климата, имеют маркировку по ГОСТу 14892-69, то для холодного соответственно промаркированы по ГОСТу 15162-69.
Причины выхода элемента из строя
Если рукав полуавтомата сварочного с механическим клапаном вышел из строя или же устройство получило механические повреждения, деталь требует ремонта, либо замены. Чтобы не тратить лишние средства, вначале необходимо продиагностировать узел.

Если сварочный шов получается некачественным, то это напрямую зависит от того, в каком состоянии находится рукав. Плохой шов может быть вызван заеданиями проволоки внутри элемента или же недостаточным количеством газа. Обе причины являются основанием для замены рукава отдельно, или вместе с горелкой. Последний вариант используют редко. Чаще покупают один новый элемент, либо делают сварочный рукав для полуавтомата своими руками.
Как выбрать при покупке?
С цветами и маркерами разобрались, осталось понять, каковы основные правила выбора сварочного рукава для полуавтомата. В первую очередь, нужно постараться купить шланг, подходящий под модель устройства. Но если это невозможно, подбирается наиболее близкий и качественный аналог.
Сначала обращают внимание на цвет рукава для сварки, который сигнализирует о его классе. Далее обращают внимание на длину. Здесь советуют не брать шланг больше 2-2,5 метров, так как с ним будет сложнее управляться и он склонен перекручиваться.
Также при выборе нужно знать диаметр проволоки в рукаве для сварки. Чаще всего размер стандартный — 0,6-1,6 мм, но иногда встречаются другие параметры, к примеру, 0,2-0,6 мм.
Условия сварки тоже важны. На маркировке всегда есть отметка, подходит ли шланг для использования при очень низких температурах.
И последнее, на что всегда обращается внимание — внешние дефекты. Никаких повреждений или трещин быть не должно, рукав для сварки должен легко гнуться и возвращаться в исходное состояние.
Выбор комплектного рукава для горелки или пистолета потребует учета таких критериев, как:
- Удобство формы.
- Изгиб шеек, чтобы получить доступ с разных положений.
- Параметры проводящих мундштуков.
- Наличие пружинных штырьков.
- Разъемы. Они должны быть подходящими, хотя по большей части все имеют универсальный стандарт KZ-2.
Горелка выбирается в первую очередь, специально под материалы, с которыми предстоит работать чаще всего. Рукав подбирается под устройство.
Что нужно знать при выборе

Для того, чтобы вы не ошиблись в подборе сварочного рукава, мы предоставим несколько простых советов, укажем те детали, на которые стоит обратить внимание при покупке шланга.
Первым делом, перед приобретением, нужно убедиться в гибкости и прочности товара. Проверьте отсутствие заводского брака. Дефектами можо назвать любые трещины, отверстия, неровности слоев, т.д.
Но такую проверку нужно делать аккуратно, чтобы своими руками не деформировать шланг.
Основываясь на практике можно сделать вывод, что самым ходовым является рукав для варения полуавтоматом в аргоновой среде. С этой задачей отлично справляются шланги первого класса.
Самая удобная по нашему мнению длина – 2-2.5 метра, хотя максимальная отметка может достигать почти пяти метров.
Очень важно контролировать, чтобы приспособления не скручивались и не придавливались. Это касается как эксплуатации, так и просто хранения шлангов.
Для того, чтобы рукав прослужил вам дольше, сохранив качество, желательно хранить их в сухих, защищенных от пыли и мусора помещениях. Так оболочка сохранит свою прочность дольше.
Мы постарались учесть все, что стоит знать при выборе и использовании газовых шлангов. Но главное – помнить, что рукав – это комплектующая, которая изнашивается со временем, и обязательно требует замены.
Ведь если пользоваться одним и тем же шлангом десятками лет, вряд ли будет достигнут необходимый, качественный результат.
Преимущества и недостатки газовой среды
Преимуществами при использовании газовой защиты является удешевление процесса так как не требуется использование дополнительных флюсов с газообразующими компонентами. Также это защищает соединение попадание шлаковых включений.
Основными недостатками является наличие громоздкого и не дешевого газового оборудования:
- газовый баллон;
- шланги;
- редукторы и ротаметры;
- смесители;
- газовый подогреватели и осушители
Применять его в условиях монтажа достаточно проблематично. Также условиях монтажа использование газовой защиты осложняется тем, что ее сдувает порывами ветра или сквозняком. А из-за этого образуются дефекты, и дуга горит нестабильно.
Расходный материал
Рукав для сварочного полуавтомата является расходным материалом, а точнее, спираль, отвечающая за подачу проволоки. Также эту деталь называют каналом для подачи, направляющим элементом.

В качестве материалов для ее производства используется проволока либо лента из стали. Однако, последняя может изготавливаться и из пластика. Проволока или же лента наматываются в виде спирали. Далее она покрывается снаружи изоляционными материалами. Из-за того, что проволока постоянно трется о внутреннюю поверхность рукава, то внутренние элементы активно изнашиваются. Этому также способствует пыль и грязь, попадающая внутрь вместе с проволокой. Особенно активному износу подвержен канал, если работа ведется алюминиевой проволокой. Для работ с алюминиевым материалом применяют тефлоновые трубки.
Эти направляющие каналы являются «расходниками», которые необходимо периодически менять. Также замене подлежит и газовый шланг. Он подвержен разрывам.
Предложения рынка и цены
Стоимость детали из комплекта вместе с горелкой начинается от полутора тысяч рублей. Наиболее дорогое устройство стоит около 12 тысяч. Каналы для транспортировки проволоки обойдутся максимум в 200-400 рублей.

Если нужна тефлоновая трубка, то она стоит максимум 500-1000 р. Рукава отечественного производства можно приобрести за 20-40 р. за каждый погонный метр. Диаметр такого шланга составляет 6,3 мм. Поэтому приобретать рукав комплектом не обязательно. Из купленных расходных материалов можно изготовить отличный самодельный рукав для сварочного полуавтомата.
Существует три вида:
- Тянущий. Наименее распространенный механизм подачи проволоки для полуавтомата, ввиду увеличения веса рабочего инструмента. Привод, который располагается в ручке горелки, притягивает и направляет электрод.
- Толкающий. Наиболее популярная схема, при которой привод монтируют в корпус устройства. Он проталкивает проволоку по рукаву, благодаря чему получил свое наименование.
- Комбинированный. Технологически сложная схема, с применением двух приводов – в корпусе и горелке. Позволяет применять рукава любой длины. Используется на крупных производственных предприятиях, специфика работы которых проведения работ с широким радиусом действия.
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.
Создание устройства своими руками: проектирование
Из инвертора можно спроектировать полноценный полуавтомат. В интернете имеет богатый выбор рабочих схем и чертежей для сборки своими руками помогающих с проектированием протяжки сварочного автомата.
В качестве привода можно использовать элементы стеклоочистителей отечественных грузовых автомобилей – они обладают достаточной мощностью. Качественная подача проволоки – ключевая задача самодельного аппарата. Следующие рекомендации помогут в изготовлении оборудования, не уступающего заводским устройствам.
ли со статьей или есть что добавить?