Способы, плюсы и минусы самостоятельной добычи золота



Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.
Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
- Температура плавления — до 950 градусов.
- Плотность — около 8,7 тонн на м3.
- Электросопротивление — 0,08 микрон на метр.
- Теплоёмкость — 0,377 кДж/(кг·К)
Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
- изготовление комплектующих для часов;
- создание статуэток, украшений, элементов интерьера;
- изготовление деталей, используемых в машиностроении;
- создание комплектующих для электрооборудования.
Латунь обладает хорошим показателем свариваемости. Кроме того, она имеет высокий показатель защиты от коррозии. Благодаря этих характеристикам, сплав используется, как защитное покрытие для других металлов при изготовлении металлоконструкций.







Изготовление формы для отливки алюминиевых деталей: секреты мастера

Бывает, что именно сегодня требуется какая-либо деталь для механизма, а её нет под рукой. Если же приобретать её, то это чревато большими затратами, про которые «жаба», сидящая внутри, даже думать запрещает. Как же тогда быть? Выход, как всегда, найден нашими умельцами с золотыми руками. Автор YouTube-канала Veter NSK рассказал о способе отливки алюминиевых деталей при помощи самостоятельно изготовленной формы из строительного гипса.
Читайте в статье
Виды литейных форм и их назначение
Формы для литья (из сплавов металла) подразделяются на виды: одноразовые и используемые неоднократно (многоразовые).
- Читайте также:
Одноразовые формы предназначены для разового заливания расплавленного металла. Такие формы после использования и застывания отливки разламывают. Таким образом, такого рода форма позволяет получить одну отливку или же несколько, если одна форма используется для единовременного заливания нескольких элементов.
Данный тип форм может быть в нескольких видах:
- В сухом виде;
- В сыром виде;
- В подсушенном виде;
- В химически твердеющем состоянии.
Для качественного литья используют только качественные промышленные нагреватели. Электронагрев производит более 50 видов нагревателей для разного типа оборудования. Правильно подобрать нагреватель необходимо можно исходя из температурных параметров и мощности оборудования. Производственная компания Электронагрев изготавливает нагреватели стандартных размеров и параметров или под заказ, по чертежам предоставленных заказчиком.
Толщина стенок формы может быть от 5 миллиметров до 300 миллиметров (бывает и больше). От толщины стенок различают оболочечный (не более 15 миллиметров) и толстостенный тип.
Для производства одноразовых форм используют очень широкий спектр материалов для форм в виде смесей, как из органических элементов, так и из неорганических.
Все формовочные смеси делят на 3 вида в зависимости от размера конечной формы:
- Мелкие, а так же средние формы делают из единой смеси, абсолютно перерабатываемой после каждого использования;
- Крупные формы изготавливают из наполнительной и облицовочной смесей. Они напрямую примыкают к поверхности отливки.
Многоразовые формы производят из материалов с высоким показателем огнеупорности. Из таких материалов получают большие отливки из стали и чугуна. Для контроля температуры используют датчики термопар, которые по праву считаются самыми верными.
После охлаждение отлитый материал вынимают из формы, при этом необходимо проявлять максимальную осторожность, чтобы не испортить саму форму. После этого производят незначительные ремонтные работы и снова применяют в дальнейшую работу. Данный вид форм эксплуатируется до нескольких тысяч раз – длительность использования зависит от температуры расплавленного материала, который вливается. Если есть необходимость – впоследствии заливки могут быть сделаны поправки. Такие формы используют в широком и масштабном производстве.
- Читайте также:
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Особенности литья металлов
Литье металла – это востребованный технологический процесс, который позволяет изготавливать металлические изделия нужной формы. Проводится отливка из разных сплавов, обладающих той или иной степенью жидкотекучести в расплавленном состоянии.
Такой способ выполнения позволяет выпускать качественную продукцию без применения громоздкого оборудования и огромного количества работников. На современном рынке эта технология пользуется огромным спросом, а также входит в десятку самых эффективных и применяемых в мире.
Точное литье по выплавляемым моделям в домашних условиях: технология, преимущества и недостатки
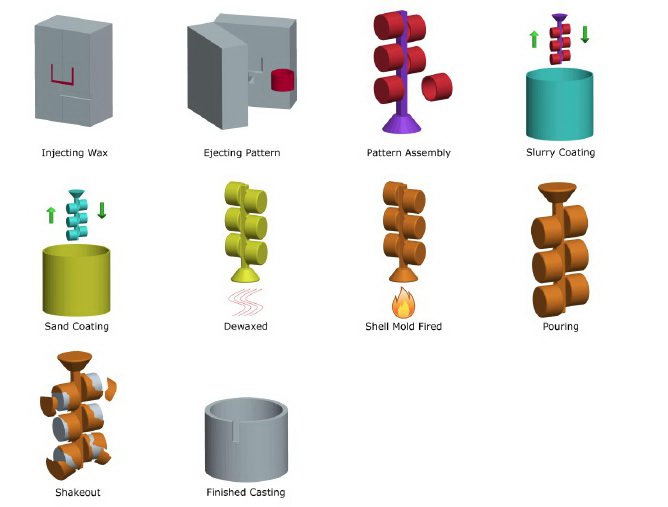
Литье по выплавляемым моделям (ЛВМ) – это промышленный процесс, который также называется литьем по восковым моделям или литьем в разрушаемую форму. Форма разрушается, когда изделие извлекается. Выплавляемые модели широко используются как в машиностроительном, так и в художественном литье.

Что можно сделать из алюминия
На самом деле никаких ограничений по сложности отливаемой детали нет. Это может быть как простейшая пластина с углублениями, так и деталь от двигателя. Сегодня речь пойдёт о такой детали, как лапка газа двигателя для моторной лодки «Yamaha 30». Подобный элемент при покупке в специализированном магазине обойдётся в сумму более двух тысяч рублей. Именно на примере этого элемента сегодня и будет рассмотрена технология изготовления матрицы и литья деталей.
Первое, что необходимо сделать, это сформировать деталь из обычного детского пластилина. Вряд ли этот процесс займёт много времени.

Почему выгодно заказать изготовление формы для отлива металла у нас?
Каждое производство рано или поздно сталкивается с проблемой специальных матриц для литья деталей из металла.
Есть два варианта решения этой проблемы:
- Читайте также:
1. Сделать пресс форму для литья метала самостоятельно.
В этом случае, нужно быть готовым к тому, что изделие будет изготовлено непрофессионально, иметь дефекты поверхности, непродолжительный период эксплуатации. К тому же, для работы понадобится купить оснастку для изготовления пресс форм.
2. Заказать или купить формы для литья металла в профессиональной компании, специализирующейся в данной сфере.
Второй вариант – оптимальное решение . На нашем сайте Вы сможете заказать профессиональное изготовление формы для отлива металла на высокоточном, современном оборудовании с полным соблюдением всех нюансов и сложностей технологического процесса.
Ваш заказ будут выполнять мастера высшей категории. Поможем составить ТЗ, сделать чертежи, макет матрицы для литья металла, изготовить нужное количество изделий, не выходя при этом за рамки имеющегося бюджета.
Современные станки помогают:
- точно выполнить самые сложные задачи,
- ускорить ход работ,
- снизить финансовые затраты.

Витковые (спиральные) нагреватели

Спиральные нагреватели – один из видов промышленных нагревателей. Они характеризуются большой плотностью мощности, поэтому подходят для тех случаев, когда необходимы большая температура и мощность, и при этом ограничено пространство для размещения нагревателя. Спиральные нагреватели зачастую используются в горячеканальных системах.
- Читайте также:
Что такое пресс-форма
Литьевые формы состоят из неподвижных матриц и подвижных пуансонов, имеющих внутри полость для формирования заготовок.
Материал внутрь формы подается с помощью литниковых систем, которые бывают холодноканальные, горячеканальные и комбинированные.
В некоторых конструкциях форм возможна установка закладных деталей.
Область применения
Особенности техпроцесса позволяют применять метод ЛВМ в широком диапазоне: от крупных предприятий до небольших мастерских. Также возможно литье по выплавляемым моделям в домашних условиях, в личных и коммерческих целях для изготовления детализированных фигурок, сувениров, игрушек, деталей конструкций, ювелирных изделий. В качестве наполнителя можно использовать практически все металлы:
- стали (легированные и углеродистые);
- цветные сплавы;
- чугун; ;
- сплавы, не поддающиеся мехобработке.
Впрочем, технология универсальна – вполне можно изготовить относительно крупные конструкции сложных форм. Для облегчения техпроцесса используют специализированное оборудование для литья по выплавляемым моделям и 3D-моделирование с помощью специализированных программ.
Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
- Прежде чем сделать отливку необходимо выбрать расходные металлы, расплавить их. Для этого используются разные виды печей. Благодаря низкой температуре плавления, изготовить конструкция для плавки можно самостоятельно. Она будет состоять из газовой горелки, термоустойчивой емкости.
- Важный этап во время изготовления изделий — заливание расплавленного сырья в подготовленную заранее форму. Продолжительность процедуры не более 2 минут. Если выполнять заливку неправильно, изделие может получить раковины из шлака, пригары, углубления, спаи. Готовая деталь будет испорчена или потребует дополнительной обработки.
- Охлаждаться сплав должен равномерно, без использования охлаждающих жидкостей.
- Деталь после извлечения из формы требует дополнительной обработки. После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Кольцевые нагреватели

Хомутовые нагреватели (их еще называют манжетными или кольцевыми нагревателями)– это промышленные нагреватели, которые выполнены в виде кольца и предназначены для нагрева цилиндрических поверхностей. Кольцевые нагреватели – это нагреватели контактного вида, поэтому они нуждаются в постоянном теплосъёме.
НАШИ ПРЕИМУЩЕСТВА

Литье в керамические формы
В зависимости от требований к изделиям используют различные, наиболее подходящие технологии. Точное литье по выплавляемым моделям (ТЛВМ) позволяет получать самые сложные по конфигурации отливки с высокой точностью, с минимальной толщиной стенок и шероховатостью поверхности. Для ТЛВМ восковая модель погружена в жидкую смесь на основе керамики. Керамическая смесь сохнет и формирует оболочку формы для литья. Этот процесс повторяется, пока желаемая толщина не будет достигнута. Затем воск удаляется в автоклаве. Однако этот метод характеризуется высокой стоимостью, продолжительностью технологического процесса, выделением вредных веществ в производственной зоне и загрязнением окружающей среды остатками керамических форм.
Одноразовые опоки

Узнав, что такое опока и как она используется, проще вникнуть в тонкости процесса. Он уже не кажется таким уж сложным, скорее, интересным и простым. Современные технологии позволяют попробовать самостоятельно изготовить ювелирное украшение практически в домашних условиях. Китайский рынок предлагает широкий ассортимент одноразовых опок с уже готовыми формами. Все что нужно для работы с такой формой, — это необходимое количество драгоценного металла и возможность его расплавить. Ими пользуются как ювелиры, не имеющие собственного литейного цеха, так и свободные мастера, изготавливающие украшения на заказ.
Автор: Анастасия Разулите
Заливка строительного гипса в формочку
Большое количество гипса замешивать не стоит. Его должно хватить на половину формочки. Но перед тем как его замешать, форму требуется смазать изнутри. Для этого подойдёт любая густая смазка вроде солидола или литола.
Сначала формочка заливается до половины.

ФОТО: YouTube.com Форма заполняется наполовину, после чего немного разравнивается
Теперь в гипс нужно уложить и немного притопить деталь, вылепленную из пластилина. Деталь должна быть притоплена до верхнего уровня гипса. Теперь остаётся ждать, пока алебастр подсохнет. После этого в нём делаются небольшие заглубления при помощи сверла. Впоследствии они не дадут частям опалубки сдвинуться по отношению друг к другу.
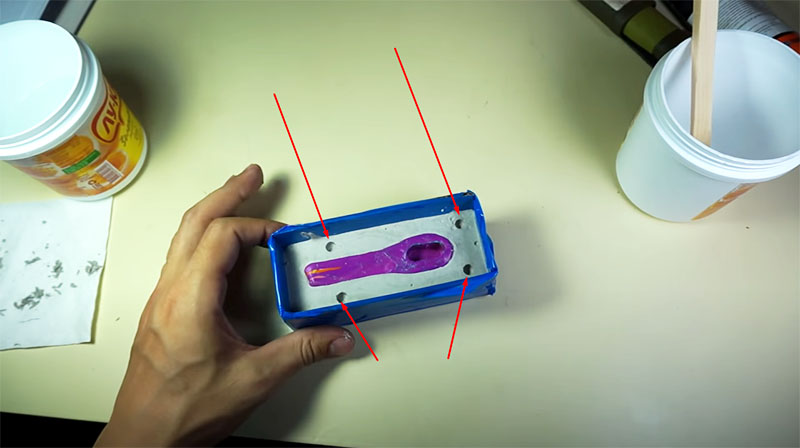
ФОТО: YouTube.com Отверстия необходимы, чтобы части формы не сдвинулись по отношению друг к другу
Снова в ход идёт смазка. Она наносится на всю горизонтальную поверхность. Теперь можно снова замешать гипс и долить до верха. Форма для отливки практически готова.
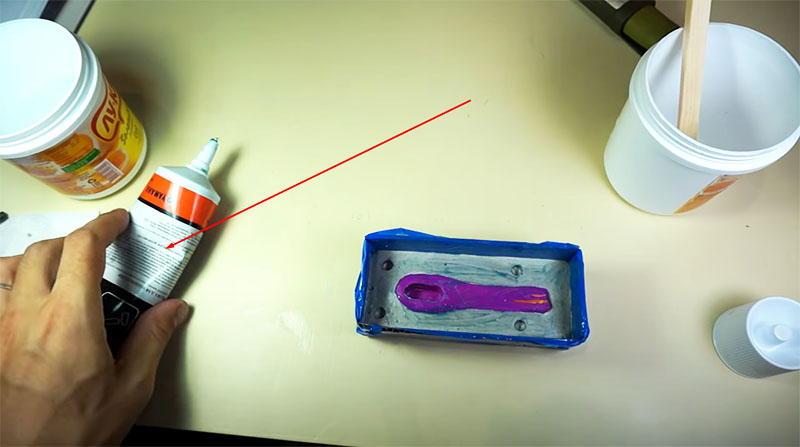
ФОТО: YouTube.com Смазка не даст половинкам формы слипнуться
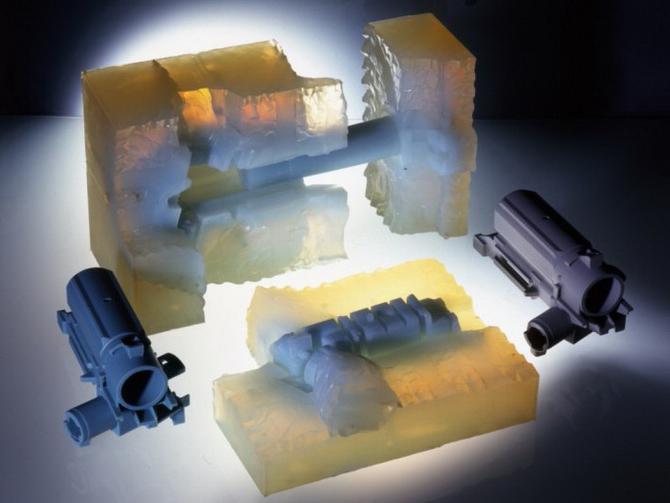
Примеры готовых форм для литья





Технология изготовления литьевых форм
Пресс формы для литья пластмасс изготавливаются на основании разработанного проекта.
1. Из стального литья вырезается заготовка по параметрам будущего изделия.
2. Форма обрабатывается на фрезерных станках, и шлифуется на шлифовальных машинах.
3. Изделия проходят термообработку в специальных печах, хромируются и полируются.
4. Готовые изделия тестируются и испытываются в лабораториях.
5. Составляются линейные карты и подписываются двусторонние акты выполненных работ.
6. Пресс-формы упаковываются и передаются заказику.
По желанию заказчика, специалисты компании «Имстек» выполнят установку и наладку оборудования, обучат технический персонал заказчика.
Тэны патронные

Тэны патронные (благодаря внешнему виду их часто называют пальчиковыми нагревателями) – это вид промышленных нагревателей, выполненных в виде цилиндра. Такие нагреватели предназначены для нагрева металлических деталей большой массы (пресс-форм). Патронные тэны размещаются в специально просверленных под размеры тэна отверстиях и осуществляют нагрев по всей своей площади.
КОНКУРЕНТНАЯ ЦЕНА
Основной профиль нашей компании – приводное нефтепромысловое оборудование.
Имея стабильные заказы в нефтяной отрасли, мы снижаем цены за счет оптимизации накладных расходов.

Что потребуется для литья?
Чтобы плавить латунь, нужно изначально подготовить оборудование, инструменты для проведения работ. К нему относятся:
- Формовочные композиции. Изготавливаются из огнеупорных материалов. Форма выбирается зависимо от требуемого готового изделия.
- Специальные щипцы, с помощью которых делали извлекаются из форм после застывания.
- Нагревательное оборудование. Можно использовать покупную модель или изготовить печь самостоятельно. Для сборки понадобится шамотный кирпич, огнеупорная мастика. Для нагревания можно использовать газовую горелку или проволоку из нихрома.
- Тигель — емкость, которая заполняется расходными материалами. Они плавятся во время нагревания. Затем мастер переливает расплавленные металлы в подготовленную заранее форму. Тигель изготавливают из глины или графита. Дополнительно используется жаропрочная обмазка, которая увеличивает долговечность емкости.
Для того чтобы достать тигель из печи, используются полукруглые щипцы.
Доводка формы для отливки до нужного состояния
Когда гипс подсох, картонную оболочку нужно разрезать по углам и удалить, она больше не нужна.

ФОТО: YouTube.com Картонная оболочка разрезается и удаляется
При разъединении половинок необходимо проявить аккуратность, чтобы не сломать направляющие. Пластилин изнутри также удаляется. Теперь гипсовому слепку необходимо основательно просохнуть. Если внутри останется влага, раскалённый алюминий закипит. Ничего хорошего от этого ждать не стоит.
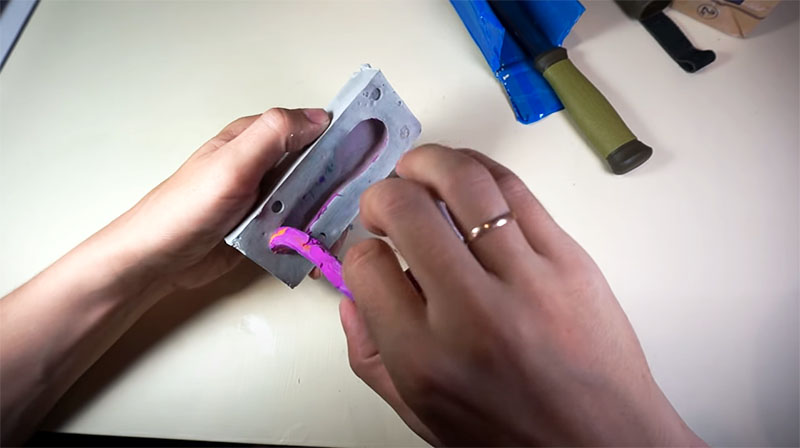
ФОТО: YouTube.com Пластилин удаляется, а форма основательно просушивается
Оперативный расчет стоимости
- в виде файлов AutoCad, КОМПАС и других,
- в виде чертежа,
- в виде рисунка,
- в виде образца,
- в виде письменного технического задания,
- в виде устного технического задания.
Приложите файлы и мы бесплатно просчитаем стоимость выполнения работы.
Определение стоимости изготовления литьевых форм
Стоимость пресс-форм определяется с учетом следующих показателей:
• исходного сырья;
• количество разъемных плоскостей;
• сложности и габаритов изделий;
• гарантированного производителем ресурса;
• количества гнезд в модуле.
Дешевле стоят машины с боковыми или прямыми литниками и холодноканальные системы.
ДОКУМЕНТАЦИЯ
Разрабатываем конструкторскую документацию по образцу
Использование жидкостекольных смесей
Нивелировать недостатки ХТС-технологии при изготовлении некоторых типов отливок позволяет литье по выплавляемым моделям в жидкостекольные смеси с жидким катализатором (ЖСС ЖК). Эти смеси с содержанием жидкого стекла в количестве 3-3,5 % и катализатора около 0,3 % от массы песчаной основы начали применяться за рубежом в начале 80-х и используются до сих пор. По данным исследований, эти смеси в отличие от ЖСС первого поколения отличаются экологической чистотой, хорошей выбиваемостью и незначительным пригаром на отливках.
Способы отливки изделий из металлических сплавов
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Высокотехнологичные виды литья позволили создавать металлические изделия с определенными качествами при высокой производительности труда и минимальном браке.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
При выполнении статической заливки используются неподвижные формы, в которые разливают жидкий металл. Готовые изделия достают после того, как они остынут в неподвижной модели.
Гибкие ТЭНы
Гибкие нагреватели – это современные нагреватели, которые применяются для нагрева горячеканальных систем. Только при использовании гибких ТЭНов Вы добьетесь равномерного нагрева по всей поверхности пресс формы. Изгибаемые нагреватели известны легким монтажом. Гибкий нагреватель можно легко согнуть в любую форму благодаря уникальным возможностям материала..
Отверстие в форме для заливки расплавленного алюминия
Отверстие в форме делается при помощи обычной дрели или шуруповёрта. Гипс легко поддаётся обработке, а значит, проблем с этой работой не возникнет.

ФОТО: YouTube.com При помощи сверла делается отверстие для заливки алюминия
БЕСПЛАТНЫЕ ОБРАЗЦЫ
Для наших стратегических партнёров мы изготавливаем бесплатные образцы для тестирования свойств сплавов и качества продукции

Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.

В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Производство титана
Для изготовления высокопрочных сплавов из титана и стали применяют вакуумную отливку, позволяющую снизить в металле содержание газов. Таким способом создают более плотную структуру металлического сплава с помощью плавления в вакууме. Затем горячий металл разливают в многократные емкости, в которых он остывает.
При введении технологии отливки под давлением применяется специальное оборудование, с помощью которого заполняют пресс-формы жидким металлом. Он подается под высоким давлением в диапазоне 7–700 МПа.
Такой способ производства выполняется машинами горячего или холодного прессования.

Выполняется эта технология для заливки алюминиевых, медных, цинковых и оловянно-свинцовых сплавов. Все эти металлы обладают низкой температурой плавления, что увеличивает технологические характеристики изделий из них.
Холодные и горячие способы литья под давлением позволяют получать изделие с идеально точными размерами и ровной поверхностью, которую не нужно после завершения процесса дополнительно обрабатывать.
Такая технология позволяет повысить производительность труда. А также она сокращает время всего технологического цикла, упрощает изготовление металлического изделия. У нее имеются также недостатки, к которым относится невозможность производить продукцию сложной конфигурации, так как они могут при вынимании из пресс-формы деформироваться. Таким способом производят только металлическую продукцию, имеющую небольшой диаметр.
При центробежном литье применяются специальные вращающиеся в горизонтальной или вертикальной плоскости формы.

Действие центробежных сил обеспечивает равномерное заполнение всех полостей в отливочной форме. Внедряется такая технология отлива при производстве труб, втулок или металлических дисков. А также ее применяют при отливке ажурных ювелирных изделий.
Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге. По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы. Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.

Поверхность отливки






Плавление и заливка алюминия в форму
Алюминий можно расплавить в любой консервной банке. В качестве источника тепла следует использовать газовую горелку. При этом портативная горелка значительно лучше. Дело в том, что температура горения пропана ниже, чем изобутана, которым заправляются баллончики для портативных плиток и горелок. Хотя и пропан в состоянии расплавить алюминиевую проволоку и листовой металл.

ФОТО: YouTube.com Алюминий плавится в консервной банке при помощи пропановой горелки
Когда металл расплавлен, его можно заливать в форму. При этом части гипсовой формы должны быть стянуты. Идеальным инструментом для этого будет струбцина. Скотч, используемый ранее, здесь не подойдёт – он попросту расплавится.

ФОТО: YouTube.com Расплавленный алюминий заливается в стянутую струбциной форму
Остаётся дождаться полного остывания.
Проектирование конструкции литьевой формы
Разработка проекта литьевых форм выполняется на основании технического задания заказчика.
Выполняются необходимые расчеты, создается 3D модель будующего изделия, выполняются рабочие чертежи.
От грамотного проекта и выбранной технологии изготовления зависит качество и долговечность пресс-форм.
СОБСТВЕННЫЕ СКЛАДЫ
Собственные склады для хранения запасов, обеспечивающих доставку на ваш склад через 5 дней
Издержки процессов
Для уменьшения убыточности процесса обычные способы литья в одноразовые модели были модернизированы с созданием высокопрочных полимерных составов. Для этого стали производить отливку в оболочковые емкости, изготовленные из термореактивного порошкообразного полимера. Он при воздействии температуры превращается в твердую оболочку, формирующую жидкий сплав.
Таким способом отливаются радиаторы водяного и парового отопления, узлы автомобилей, станков, самолетов и других видов высокотехнологичных механизмов. Эта технология позволяет получать детали большого размера и любой сложной модификации.
Традиционной считается отливка в кокиль, когда используется прочная форма.

Из нее вытаскивается деталь после отвердения металла. Таким способом производят простые стальные изделия небольшого размера. Чаще всего в кокиль отливаются медные и алюминиевые сплавы с невысокой температурой правления.
Модель для них делается из жаропрочной стали или чугуна, имеющих боле высокую температуру плавления чем медь или алюминий.
К преимуществам такой технологии следует отнести:
- невысокую себестоимость производственного процесса и возможность его недорогой автоматизации;
- простоту исполнения;
- сохранность отливочных форм, которые используются неоднократно;
- точность параметров изготовленных изделий;
- качественную структуру металла, в которой не будет неметаллических частиц;
- гладкую поверхность изделия, которая получается при таком способе отливки.
Традиционная технология отливки по выплавляемым моделям сегодня усовершенствовалась благодаря появлению новейших материалов.
Если раньше модель для заливки сплава делали из дерева или иной органики, которая могла быть разрушена высокими температурами при выжигании, то сегодня используются легкоплавкие материалы, такие как парафин и стеарин.

Отливка по выплавляемым моделям применяется при отливке художественной продукции со сложной конфигурацией. Это затратная технология отлива, которая используется при создании памятников или иных художественных изделий.
Стальную емкость для такой заливки делают на основе моделей из легкоплавких материалов, она имеет точные размеры, а ее поверхность тщательно полируют.
СРОКИ ОФОРМЛЕНИЯ
45-дневный срок оформления по международным поставкам
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Виды отливочных форм
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.

Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.

При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Настолько щепетильная работа требует от всего персонала высокой точности и квалификации. Каждый этап производства проводится в оптимальных условиях, способствующих выходу только качественной продукции.
Преимущества ЛВМ
Преимущества литья по выплавляемым моделям очевидны:
- Универсальность. Можно использовать любые металлы и сплавы для литья изделий.
- Получение конфигураций любой сложности.
- Высокая чистота поверхностей и точность изготовления. Это позволяет на 80-100 % сократить последующую дорогостоящую металлообработку.
Заключение
Несмотря на то, что на отливку алюминиевой детали было потрачено более трёх часов, не считая последующей обработки, можно сделать вывод, что работа была проделана не зря. Сэкономлены средства, получен бесценный опыт. Ведь если разобраться, из затрат на отливку был потрачен только строительный гипс (в незначительных количествах) и газ для горелки. Можно считать, что затраты оказались нулевыми, а значит, выполненная работа не оказалась пустой.
Очень надеемся, что сегодняшняя статья была не только интересна, но и полезна нашему уважаемому читателю. Редакция HouseChief с удовольствием ответит на все вопросы по теме, если таковые возникли в процессе ознакомления с информацией. Вам остаётся лишь изложить их в комментариях ниже. Там же можно выразить личное мнение о подобной работе. Как вы считаете, долго ли прослужит самостоятельно отлитая деталь? Давайте обсудим этот вопрос. Да, и не забудьте поставить оценку прочитанному. Тогда мы хотя бы поймём, как читатели относятся к работе наших авторов. Берегите себя, своих близких и будьте здоровы!
Сдвиг пуансонов
Смещения и перекосы пуансонов относительно матрицы могут произойти из-за увеличенного зазора между деталями, повреждения кромок или неравномерных нагрузок на направляющие колонны.
Сдвиг происходит из-за неправильного крепления пуансона или большого усилия при выталкивании детали из пресс форм.
Пример изготовления изделия на дому: подготовительный этап
Литье по выплавляемым моделям в домашних условиях не потребует глубоких знаний в металлургии. Для начала подготовим модель, которую хотим повторить в металле. В качестве макета сойдет готовое изделие. Также фигурку можно изготовить самостоятельно из глины, скульптурного пластилина, дерева, пластика и других плотных пластичных материалов.
Устанавливаем модель внутри скрепленной струбцинами либо кожухом разборной емкости. Удобно использовать прозрачную пластиковую коробку или специальную пресс-форму. Для заливки пресс-формы воспользуемся силиконом: он обеспечит отличную детализацию, проникая в мельчайшие трещинки, отверстия, впадины и формирует очень гладкую поверхность.
КОНТРОЛЬ КАЧЕСТВА
Контроль качества в собственной лаборатории на всех этапах инженерных и производственных процессов
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.

Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Извлечение отлитых изделий
Готовые изделия извлекаются из пресс-форм с помощью сжатого воздуха, выталкивающих стержней, вкладышей или плит.
При отсутствии устройств для автоматического извлечения отливок, готовые изделия удаляются вручную.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
КВАЛИФИЦИРОВАННЫЙ ПЕРСОНАЛ
200 высококвалифицированных сотрудников, разделяющих ценности и цели нашей Компании
Обслуживание литьевых форм
Для надежной и долговечной работы пресс-форм требуется регулярный осмотр и техническое обслуживание.
При смене оснастки проводите очистку направляющих штифтов и гнезд от смолы, смазки и прочих загрязнений.
Чтобы избежать коррозии, важно защищать устройство от влажности и смазывать форму антикоррозийными средствами.
Проверяйте на легкость движения подвижные элементы пресс-форм. При необходимости, выполняйте своевременно настройку.
Способы устранения дефектов, возникающих в процессе литья под давлением
В процессе литья под давлением могут проявляться различные дефекты, которые можно устранить, зная причины их образования:
1. Расслоения на поверхности изделий устраняются при повышении температуры расплава и понижении скорости впрыска.
2. Облой может появится при использовании большого объема впрыска или недостаточном смыкании пресс-формы.
3. Пустоты могут образовываться при недостаточном объеме впрыска или длительном и неравномерном охлаждении изделия.
4. Коробление изделий бывает из за низкой текучести материала, недостаточной скорости впрыска или неравномерного охлаждения изделий в форме.
5. Хрупкость и ломкость изделия возникает при малой толщине стенок изделий или низкой температуры форм при заливке.
Для профессионального обслуживания литьевых форм обратитесь в компанию «ИМСТЕК» выполняющую поставку, пусконаладку и техническое сопровождение литьевого оборудования.
Второй этап: заливка силиконом
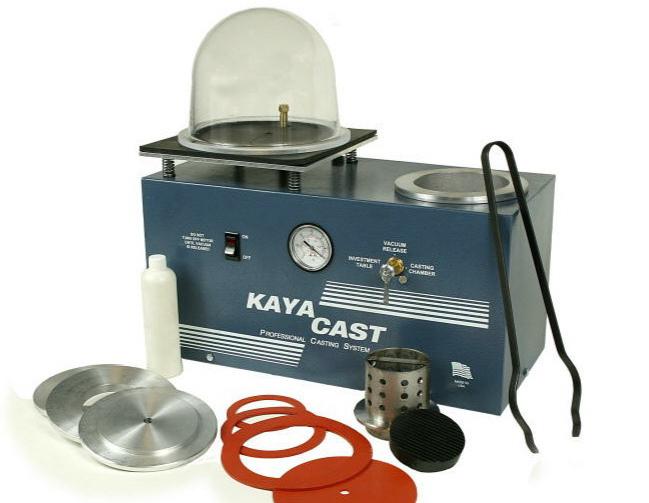
Если требуется точное литье по выплавляемым моделям, для изготовления формы без жидкой резины не обойтись. Силикон готовится по инструкции путем смешивания разных компонентов (как правило, двух) и последующего нагревания. Для удаления мельчайших пузырьков воздуха емкость с жидкой резиной целесообразно на 3-4 минуты поместить в специальный портативный вакуумный аппарат.
Заливаем готовую жидкую резину в емкость с моделью и повторно проводим вакуумирование. Для последующего затвердения силикона потребуется время (согласно инструкции). Используемые полупрозрачные материалы (емкостей и самого силикона) позволяют воочию наблюдать процесс формирования пресс-формы.
Извлекаем схватившуюся резину с моделью внутри из емкости. Для этого освобождаем струбцины (кожух) и отделяем две половинки коробки – силикон легко отходит от гладких стенок. Для полного застывания жидкой резины потребуется 40-60 минут.
АССОРТИМЕНТ
Литьё различных форм размером от 8 кг до 450 кг
Третий этап: изготовление восковой модели
Литье по выплавляемым моделям предполагает вытапливание плавкого материала и замещение образовавшегося пространства расплавленным металлом. Так как воск легко плавится, его и используем. То есть следующая задача – сделать восковую копию использованной первоначально модели. Для этого и потребовалось создание резиновой пресс-формы.
Аккуратно разрезаем силиконовую заготовку вдоль и достаем модель. Здесь есть небольшой секрет: чтобы впоследствии точно соединить форму, разрез рекомендуется делать не гладким, а зигзагообразный. Прикладываемые части формы не будут сдвигаться по плоскости.
Заполняем образовавшееся пространство в силиконовой пресс-форме жидким воском. Если изделие готовится для себя и не требует высокой точности сопряжения деталей, можно залить воск отдельно в каждую половину, а затем после застывания соединить две детали. Если необходимо точно повторить силуэт модели, резиновые половинки соединяются, закрепляются и в образовавшуюся пустоту с помощью инжектора закачивается горячий воск. Когда он заполнит все пространство и застынет, разбираем силиконовую пресс-форму, достаем восковую модель и подправляем изъяны. Она послужит прототипом для готового изделия из металла.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Четвертый этап: формование
Теперь необходимо сформировать с внешней поверхности восковой фигуры термостойкий прочный слой, который после вытапливания воска станет формой для металлического сплава. Выберем способ литья по выплавляемым моделям с использованием кристобалитовой смеси (модификация кварца).
Формируем модель в металлической цилиндрической опоке (приспособлении, удерживающем формовочную смесь при ее уплотнении). Устанавливаем в опоку припаянную модель с литниковой системой и заливаем смесь на основе кристобалита. Чтобы вытеснить воздушные карманы, помещаем в вибровакуумный аппарат.
для расчёта стоимости производства для конкретных деталей, пожалуйста, заполните форму или отправьте нам электронное письмо по адресу info@isplav.ru
МЕХАНИЧЕСКАЯ ОБРАБОТКА
Готовы поставлять как готовые детали так и полуфабрикаты. Наша группа компаний способна обеспечить механическую обработку, включая следующие услуги: фрезерные, токарные, шлифовальные, сверлильные, расточные, зубонарезные, сварочные и окрасочные. Заказывать литую заготовку или готовую деталь? Выбор всегда зависит от Вас, мы работаем, чтобы он у Вас был.
Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг – заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) – полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.
Финишная обработка
Собственно литье по выплавляемым моделям на этом заканчивается. После застывания металла заготовку помещают в специальную вибромашину. От щадящей вибрации керамическая основа растрескивается и осыпается, металлическое же изделие своей формы не меняет. В дальнейшем проходит окончательная обработка металлической заготовки. Вначале отпиливают систему заливки металла, а место ее контакта с основной деталью тщательно шлифуют.
В завершение контролеры проверяют, чтобы размеры изделия соответствовали заданным на чертеже. Алюминиевые детали измеряют холодными (при комнатной температуре), стальные предварительно нагревают в печи. Специалисты используют для контрольно-измерительных работ различные инструменты: от простых шаблонов до сложных электронных и оптических систем. Если выявляется несоответствие параметрам, деталь либо направляют на доработку (исправимый брак), либо на переплавку (неустранимый брак).
Литниковая система
Конструкция литниково-питающей системы играет в ЛВМ ведущую роль. Это связано с тем, что она выполняет три функции:
- При изготовлении оболочек литейных форм и блока моделей литниковые системы являются несущими конструкциями, удерживающими на себе оболочку и модели.
- Через систему каналов литника жидкий металл при заливке подводится к отливке.
- При затвердевании система выполняет функцию прибыли (питающего элемента, компенсирующего усадку металла).
Оболочка отливки
В процессе ЛВМ ключевым является создание слоев оболочки формы. Процесс изготовления оболочки состоит в следующем. На поверхность блока моделей, чаще всего окунанием, наносят сплошную тонкую пленку суспензии, которую далее обсыпают песком. Суспензия, налипая на поверхность модели, точно воспроизводит ее форму, а песок обсыпки внедряется в суспензию, смачивается ею и фиксирует состав в виде тонкого облицовочного (первого или рабочего) слоя. Образуемая кварцевым песком нерабочая шероховатая поверхность оболочки способствует хорошему сцеплению последующих слоев суспензии с предыдущими.
Важными показателями, определяющими прочность формы, являются вязкость и жидкотекучесть суспензии. Вязкость можно регулировать введением определенного количества наполнителя (наполненностью). При этом с увеличением наполненности состава толщина прослоек связующего раствора между частицами порошка уменьшается, снижается усадка и вызываемые ею негативные эффекты, а также повышаются прочностные свойства оболочки формы.
ли со статьей или есть что добавить?