Обратноступенчатый способ сварки однослойных и многослойных швов

По способу заполнения швов по сечению различают однопроходные, однослойные швы (рис. 27, а), многопроходные многослойные (рис. 27,6) и многослойные (рис. 27, в).
Рис. 27. Сварные швы
Технологии сварки металлоконструкций
 Виды сварки
Виды сварки
Она может активно применяться в промышленном масштабе на крупных производствах опытными специалистами, а также для выполнения бытовых операций сварщиками-любителями. В любом варианте, соединения металлоконструкций характеризуется определенными особенностями, которые важно понимать при работе.
Контроль качества с разрушением сварного соединения — механические испытания
Особенность механических испытаний сварных соединений – обязательность разрушения образцов под разнонаправленными нагрузками. Только так определяют важные эксплуатационные показатели, на основании которых производятся расчеты возможных нагрузок. Предусмотрены различные способы испытаний. Для них разработано специальное контрольное оборудование.
Для механических испытаний отбирают несколько серийных образцов сварных соединений. Заключение составляется на основании нескольких одинаковых исследований пластичности шва, устойчивости к разрушениям.
Обратноступенчатая сварка — шаг за шагом в обратном направлении. Классификация швов и способы их выполнения в зависимости от длины
ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий» классифицирует: сварка обратноступенчатым методом – это сварка, при которой шов выполняется следующими друг за другом участками в направлении, противоположном общему приращению шва.
Последовательность наложения сварных швов
Для повышения надежности и прочности сварных конструкций, снижения внутренних напряжений и деформаций применяют специальный порядок сварки.
Под порядком выполнения сварных швов понимают последовательность выполнения шва по длине и способе заполнения разделки.
- Читайте также:
Сварка толстостенных конструкций
Однослойный однопроходный шов выполняется за один проход. При сварке металла большой толщины шов выполняют слоями, каждый из которых накладывают за один проход (многослойный) или за несколько проходов (многослойный многопроходный).
Сварка за один проход предпочтительнее при ширине шва не более 14-16 мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя “напроход” нежелательна. Первый слой успевает остыть, и в нем возникают трещины
Виды сварки, поэтапная инструкция и ТБ
Существуют разные способы сварки:
- Полумесяц. Электрод располагается под прямым или острым углом по отношению к поверхности и двигается волнообразно по уровню шва.
- Лесенка. Электрод необходимо расположить также, как в предыдущем варианте, но при нагреве материала его требуется отодвинуть, а потом подносить обратно.
- Обратно-поступательный. Электрод нужно возвращать на шов, который застывает.
Полумесяц подходит для новичков и считается самым лёгким, однако не таким надёжным, как остальные. На второй и третий виды необходимо будет потратить немного больше времени, однако результат будет качественнее.
Также есть поэтапная инструкция сварки электродом:
- Первым этапом идёт обработка мест, которые в будущем будут свариваться. Зачистка происходит УШМ или щёткой из проволоки.
- Далее необходимо приварить электродом в 0,3 см корень шва, делая валик.
- Если наваривать нужно с наружной стороны, то электрод следует прислонять к материалу на 1 секунду или меньше после сего убирать и повторять процедуру заново.
- Во время процесса необходимо следить за равномерностью дуги.
- После этого необходимо валик очистить от шлака, который образовался в процессе. Если форма получилась выпуклой, то её необходимо довести до ровного состояния.
- При выполнении следующих этапов необходимо применять электрод 4 мм.
По такой инструкции начать варить может даже неопытный пользователь, держащий сварочный аппарат в руках первый раз. Также при использовании системы необходимо помнить о нескольких правилах безопасности:
- варить всегда необходимо в специальной маске и костюме, защищающем от искр;
- рядом не должны находиться легковоспламеняющиеся объекты;
- необходимо следить за исправностью станка (или аппарата), во избежание опасных ситуаций.
Во время сварки также нужно следить, чтобы швы ложились аккуратно, не создавая слишком большую выпуклость, иначе потом будет трудно это счищать.
Сущность проведения механических испытаний сварных соединений
Разработан и регламентирован комплекс исследований швов, получаемых различными видами сварки. Среди испытаний сварных соединений выделяют группы методов испытаний сварных соединений с направленными напряжениями:
- Статический способ предусматривает плавное увеличение разрушающей нагрузки. Испытания растянуты во времени, чтобы напряжение было постоянным.
- Динамические действуют мгновенно, непродолжительный временной интервал.
- Усталостные подразумевают многократное воздействие на исследуемый образец. Число циклов – величина, исчисляемая в десятки миллионов. Нагрузка изменяется по знаку, значению.

Механические испытания применяются для серийного выпуска деталей
Статические испытания включают испытания стыковых сварных соединений, определяющие физические характеристики швов: твердость, ползучесть, растяжимость, пластичность, способность изгибаться и другие. Сварное соединение сравнивают с подобным образцом из целостного металла. Для исследований используют образцы с зачищенным и незачищенным валиком.
- Читайте также:
Условным пределом текучести называют напряжение, при котором образец увеличивается в длину на 0,2% от первоначальной длины. Испытание на изгиб необходимо для контроля пластичности диффузного слоя. Нагрузка на изгиб оказывается до появления первой трещины на продольном и поперечном сечении сварного соединения. Для экспериментов используют плоские и трубчатые образцы.
В ходе динамических испытаний соединений определяют склонность швов к усталостной деформации, прочности на ударный изгиб. Испытания проводят при разных условиях: нормальной, пониженной и повышенной температуры. Результаты заносятся в протокол в виде графиков, исследуются по типу кривых. В некоторых случаях применяются другие нормативно утвержденные исследования.
Твердость измеряется в области диффузного слоя и зоны термического влияния, оценивается структурная прочность металла на шлифах методами металлографии.
Исследуются три области:
- диффузный слой шва;
- зона термического влияния;
- металл заготовки, не подвергающийся нагреву при сварке.
МНОГОСЛОЙНЫЙ
чаще — для стыковых швов

I — VI — очередность нанесения слоев
Классическая технология сварки конструкций из металла
Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.
Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
- Читайте также:
- электрическая дуга;
- газовое пламя.
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
При полуавтоматической сварке можно применить газовый флюс, неплавкие электроды, сварочную проволоку.
Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
На заметку! Полуавтоматический метод дуговой сварки металлических конструкций наиболее востребован на отечественном рынке. Он активно применяется в строительстве при монтаже железобетонных строений, в машиностроении при конструировании автомобилей, а также в быту.
- Читайте также:
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.

Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Порядок сварки толстостенного металла
Сварной шов может выполняться за один проход, в этом случае он называется однослойным. При большой толщине сварку производят в несколько проходов, в результате которых валики последовательно накладываются друг на друга. Такой шов называют многослойным. При сварке соединений из толстостенных материалов свыше 20 мм когда есть опасность возникновения после сварочных напряжения, деформаций, сталей склонных к закалке с плохой свариваемостью, разделку заполняют с применением специальных приёмов «горкой» или «каскадным».
При сварке “горкой” направляют первый валик небольшой длины 200-300 мм, затем второй, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так производят сварку до полного заполнения разделки. От получившийся “горки” сварку производят таким же способом далее. Так достигаться более медленное охлаждение металла в зоне сварке, что препятствует образованию трещин.
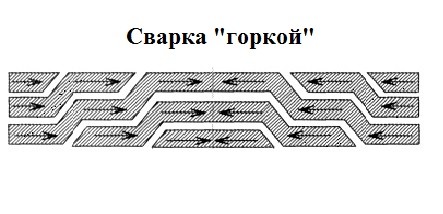
Сварка «горкой»
Сварка за одни проход проще и экономичней, но металл шва при этом получается с более низкими механическими свойствами из за увеличенной зоны перегрева и столбчатой структурой металла. При многопроходной или многослойной сварке получается эффект термообработки накладываемый валик отжигает предыдущий, в результате структура получается мелкозернистой.
Горизонтальная сварка
Горизонтальную сварку можно делать в любом направлении, как удобно сварщику. Угол наклона можно делать любой, главное – следить за тем, чтобы ванна не уходила на нижнюю стенку. Чтобы этого не происходило необходимо ускорять движения и меньше нагревать металл.
Также можно воспользоваться ещё одним способом: отрывать дугу, чтобы металл успевал остывать ни не стекал. Или понизить силу тока. Но важно помнить, что сразу все методы использовать не стоит, необходимо их чередовать. Горизонтальный шов можно делать разными узорами и рисунками, главное, чтобы они были прочными.
Также есть несколько рекомендаций по такому шву:
- электрод необходимо располагать немного назад на шов;
- движение стержня должно идти спирально;
- дугу нужно зажигать на нижней кромке и переводить на верхнюю;
- сварочный шов слева направо будет более качественным.
Горизонтальное соединение необходимого провара можно сделать, если поперечно перемещать конец электрода между стыкуемыми местами.
Нормативные документы
Методика проведения механических испытаний, расчетные формулы регламентированы РД 26-11-08-86 (руководящий документ Минхимпрома). Отбор образцов, определение вида исследований производится в соответствии ГОСТ 6996-66. Для различных видов сварки регламентируется толщина контрольных образцов. Оговаривается метод подготовки сварных соединений к испытаниям сварных швов, условия проведения исследований. По результатам проверки составляется протокол, в котором указывается способ проверки образцов.
МНОГОСЛОЙНЫЙ МНОГОПРОХОДНЫЙ ДВУСТОРОННИЙ
чаще — для угловых и тавровых

I — III — очередность нанесения слоев; 1 — 8 — очередность наложения швов
Для равномерного прогрева металла по всей длине швы накладывают:
- двойным слоем
- горком
- каскадом
- поперечной
- блоками
- горкой
При способе двойного слоя второй слой накладывают по неостывшему первому после удаления сварочного шлака в противоположном направлении на длине 200-400 мм

Заключение
Если соблюдать все требования к сварке металлоконструкций, можно получить высококачественные швы: долговечные, прочные и стойкие к воздействию. Использовать при этом можно как классический вид сварки, так и новые технологии.
Несмотря на то, что они в большей степени касаются профессионального уровня сварки, но при желании развивать свои навыки в этой сфере, ознакомиться с такой информацией будет не лишним и для новичка в подобных вопросах.
Видео описание
В этом видео показан пример горизонтального соединения электродом:
Преимущества и недостатки метода
Сначала об уникальных возможностях методики:
- получают данные об эксплуатационных свойствах сварки;
- изучают механические характеристики соединений;
- устанавливают расчетные величины для определения максимальных нагрузок (данные необходимы для проектных работ);
- проверяются возможности диффузного слоя, зоны термического влияния, где возможны внутренние дефекты.
При малых затратах на изучение образцов получают данные, по которым судят о прочностных характеристиках деталей серийного выпуска. Выбирают оптимальный вариант сварки различных сплавов.
Недостатки очевидны. Предполагается разрушение образцов, они не подлежат восстановлению. Такой метод контроля нельзя применять для приемки сварных соединений. Методики нужны для исследований на стадии запуска серий в производство.
Особенность механических испытаний сварных соединений – обязательность разрушения образцов под разнонаправленными нагрузками.
Разновидности швов по продолжительности
Короткие — это швы длиной, не превышающей 0,3 м. Средней длины сварные соединения до 1 м. Сварочные швы продолжительностью свыше 1м — большой протяженности.
У каждой разновидности отличительные черты, их следует учитывать во время работы сварным оборудованием.
Короткие свариваются по одной траектории. Средние — подразделяются на некоторое количество участков, каждый варится по направлению, противоположному предыдущему.
Участки нужно выбирать таких размеров, чтобы на каждый расходовать не более четырех электрических проводников.
Для работы со швами средних размеров можно применить обратноступенчатую форму варки. В случае применения протяженных сварных соединений работают обратноступенчатой варкой.
Способы выполнения сварочных швов различной длины
Размер каждого захвата определяют так, чтобы ушло целое число электродов. Делают это для того, чтобы сварочная ванна прогревалась равномерно. Если металл тонкий – швы короче, толстый – длиннее. Разновидности обратноступенчатой сварки:
- Секциями – сварку ведут параллельно и одновременно два сварщика.
- Каскадом – ступеньками слой за слоем: после первого зачищают и подготавливают поверхность, второй делают длиннее первого. Отступают в сторону 30-40 мм и накладывают третий слой.
- Горкой – каскады швов ведут навстречу друг другу, образуя горку.
Чтобы избежать деформации, используют электроды большего диаметра и большую величину тока. Вертикальный нахлёсточный и кольцевой тавровый шов делают с двух сторон обратноступенчатым способом.
Заготовки толщиной больше средней соединяют многослойными швами. При этом первый – непрерывный, последующие – обратноступенчатые, секциями. Концы участков в смежных слоях совпадать не должны, их сдвигают на 15-20 мм из-за того, что в конечных точках вероятны шлаковые включения и непровары.
Какие свойства определяют при испытании сварных соединений
В разработанных методиках, утвержденных стандартом, указывается несколько способов испытания сварных швов для определения механических свойств диффузного слоя образцов. Кусочки термически соединенного металла подвергают воздействию разнонаправленных усилий. Определяют, под какой силой возникает деформация по шву. Учитываются:
- трещины;
- надрывы;
- изменения первоначальной формы, линейных размеров.
Отдельно определяются технологически значимые свойства, влияющие на несущую способность, герметичность соединений.
Пластичность
Эксперименты на статическое растяжение определяют податливость диффузного слоя и зоны термического влияния к изменению первоначальной формы под воздействием удлиняющих усилий. От пластичности зависит способность к штамповке с вытягиванием. Показатель удлинения определяется методом измерения образцов до нагрузки и после нее. Расчеты производятся по отношении величины удлинения к первоначальным размерам. Каждую из прочностных характеристик стоит рассмотреть подробно. От каждой из них зависит качество сварки.
Схема растяжения для проверки пластичности
Прочность
Для сварных опорных конструкций, испытывающих разнонаправленные напряжения, показатель прочности важен, от него зависит целостность сооружения. Прочностные характеристики определяются:
- на изгиб, усилия прикладываются до момента критической деформации образца;
- на усталость, количество циклов с различными нагрузками до разрушения.
Вертикальное соединение
При исполнении вертикального шва нужно держать конец устройства на близком расстоянии от материала. Это нужно для того, чтобы сплав не растекался под собственным весом. Если электрод не залипает, его можно прислонять к поверхности для удобства. Разделение краёв деталей зависит от толщины материала (используется от 0,5 см) и выбранного метода соединения.
После этого их нужно зафиксировать и соединить поперечными швами на расстоянии в 100-200 мм. Сварка вертикальных швов проводится от верхнего края детали к нижнему и обратно. Рекомендуется делать шов от нижней точки и подыматься к верхней части, так как он выйдет прочнее, а жидкая часть будет проталкиваться выше и меньше вытечет. Но вертикальный шов электродуговой сваркой лучше делать уже опытным сварщикам, у которых есть стаж.
Поэтапная инструкция достаточно простая к применению:
- Электрод размещается перпендикулярно к детали и подать на него питание.
- После расплавления на стыке следует изменить угол электрода на 15-20 °, при этом слегка опустить держатель.

Проводить электрод необходимо по линии соединения поперечными зигзагами. Такой шов, по мнению многих сварщиков, считается прочным.
Также, чтобы знать, как правильно варить вертикальный шов, нужно прислушаться к некоторым советам:
- Чтобы избежать растекания материала следует делать валик максимально тонким. Но электрод нужно двигать не меняя угла наклона.
- Ширина навара должна отличаться от электрода не больше чем вдвое.
- Данный тип соединения следует применять на максимальной мощности инструмента.
Перед тем, как варить вертикальный шов электросваркой, необходимо учесть все нюансы выбранного метода, чтобы на выходе не получить брак.
Обратный провод
Необходимо разбираться в такой тонкости, как обратный провод, и что допустимо применять в его качестве при сварке. Обратный провод при сварочных работах — это провод, обеспечивающий соединение с источниками тока. В качестве него используются:
- провода — жесткие и гибкие;
- шины в виде полосок минимального сечения 40х4 мм из стали или алюминия;
- сварочные плиты.
Обратный провод обязан иметь такую же изоляцию, как и прямой. Элементы, которые используются для него, должны быть надежно соединены между собой.
НАЛОЖЕНИЕ ШВОВ ПРИ ТОЛШИНЕ МЕТАЛЛА БОЛЕЕ 15 ММ
ПРИ КАСКАДНОМ МЕТОДЕ шов разбивают на участки по 200 мм. После сварки первого слоя первого участка, не останавливаясь, продолжают укладывать первый слой на соседнем участке.Тогда каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя

СВАРКА «ГОРКОЙ» — разновидность каскадного метода. Ведется двумя сварщиками одновременно от середины к краям
Оба метода — это обратноступенчатая сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей

ПРИ СВАРКЕ БЛОКАМИ шов заполняют отдельными ступенями по всей высоте сечения шва. Применяют при соединении деталей из сталей, закаливающихся при сварке
Характеристики, определяемые при статических испытаниях на растяжение
Исследования осуществляются в испытательных машинах с ручным или гидравлическим приводом. Второй вариант обеспечивает возможность создания гораздо большей мощности. По результатам исследований составляют диаграмму растяжения.

При механических статических испытаниях на растяжение, проводимых в соответствии с ГОСТом 1497-84, определяют комплекс свойств стали.
Характеристики прочности
- Предел пропорциональности – Ϭп. Характеризует напряжение, выше которого прекращает свое действие закон Гука. После наклепа металла, который, например, осуществляется при холодном деформировании, Ϭп возрастает в 1,5-1,8 раза.
Определение! В законе Гука утверждается, что деформация, образующаяся в упругом теле, прямо пропорциональна прилагаемому усилию.
Вертикальная сварка с помощью инвертора
После разбора, как правильно варить вертикальный шов электросваркой, можно узнать, как варить вертикальный шов инвертором. Второй способ ручной, но он работает немного по другому принципу, с использованием электрода из сварочной проволоки (плавящийся). При таком методе работы следует внимательно следить за тем, как ведётся конец устройства. Если неправильно выбрать положение держатели или угол наклона, то получится брак.
Соединение деталей следует производить отдельными участками (точками) постоянно убирая электрод и прикладывая его обратно, чтобы материал брызгами растекался по поверхности. Таким образом шов выходит лучше, чем с помощью обычного аппарата, так как дуга будет непрерывно контактировать с поверхность во время образования точки.

Перед тем, как варить вертикальный шов таким способом, необходимо понять принцип двух траекторий:
- Треугольная. Сварка применяется, если толщина соединяемых деталей не больше 2 мм. Для такого метода необходимо сильно притуплять кромки. Данный метод используется для выполнения шва на угловых соединениях или на вогнутых поверхностях. Толщину желательно делать 0,3 см, а мощность 800-100 А.
- В виде ёлки и лесенки. Для сварки изделий с зазором 0,2-0,3 см можно использовать технологию «ёлочка». Этап начинается кромки в глубине зазора. Постепенно она заполняется и образовывает крепкое соединение. Необходимо делать зигзагообразные движения и останавливаться в местах кромки для того, чтобы металл проплавился. Способ подходит для конструкция не больше 0,4 см в толщину.
Теперь начинающий сварщик знает, как правильно варить вертикальный шов инвертором. Но все равно для создания таких соединений нужен стаж и понимание того, как варить вручную.
Pereosnastka.ru
Сварка швов различной протяженности
Сварка швов различной протяженности
Сварные швы по протяженности делят на три группы. Протяженность сварных швов имеет большое значение для выбора порядка их выполнения.
Короткие швы сваривают способом «на проход», т. е. непрерывным движением дуги от одного конца шва к другому в одном направлении. При многослойной сварке каждый последующий слой накладывают в направлении, противоположном предыдущему.
Швы средней длины сваривают от середины шва к краям, либо обратноступенчатым способом. Такой порядок наложения швов уменьшает внутренние напряжения и деформации. Деформации, возникающие при наложении двух соседних коротких швов, имеют противоположное направление.
Обратноступенчатый способ сварки заключается в том, что весь шов разбивают на участки длиной 200—300 мм (ступени). Длину участка выбирают такой, чтобы провести сварку целым числом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка (ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей.
Швы большой протяженности сваривают обратноступенчатым способом от середины к краям. Если сварку выполняет один сварщик, то он накладывает швы в очередности, показанной на рис. 1 в.
Рис. 1. Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обрагно-ступенчатым способом от середины к краям шва вразбивку
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. Если сварку выполняют два сварщика, то они накладывают швы в очередности, показанной на рис. 1 г.
При сварке обратноступенчатый способом многослойных швов концы участков (ступеней) в смежных слоях не должны совпадать, и их необходимо сдвигать на 15—20 мм, Это делают потому, что в точках начала и конца швов наиболее вероятно появление дефектов (непроваров, шлаковых включений). Каждый последующий слой следует выполнять в направлении, противоположном предыдущему.
Читать далее:
Сварка металла малой толщины
Статьи по теме:
Электрическая дуга
Электрическая дуга – это пространство, которое находиться между поверхностью и электродом в момент максимального нагрева. Его должно хватить для появления электрического разряда. Первое, что учатся делать сварщики на практике – это её контроль. Есть 3 дуговых промежутка во время сварки:
- Короткий (0,1-0,15 см). Главным отличием этой дуги является то, что металл плохо нагревается по ширине. На краях шва образовывается небольшое углубление, что показывает низкое качество.
- Длинный (0,35 – 0,6 см). Дуга периодически гаснет, что отмечает также недостаточный прогрев. Также на выходе получается брак.
- Нормальный (0,2-0,3 см). Вариант, подходящий для сварщика, который только учится работать с аппаратом.
Важно помнить, что от длины дуги зависит её напряжение, а также с её помощью устанавливается правильная или нет структура шва.

ли со статьей или есть что добавить?