Высокопрочные стали и особенности их сварки
Стали с пределом прочности свыше 1500 МПа называются высокопрочными. Такой предел достигается подбором химического состава и наиболее подходящей термической обработкой. Данный уровень прочности может образовываться в среднеуглеродистых легированных сталях (40ХН2МА, 30ХГСН2А) путем использования закалки с низким отпуском (при 200…250оС). Легирование таких сталей W, Mo, V затрудняет разупрочняющие процессы, что снижает порог хладоломкости и повышает сопротивление хрупкому разрушению. Как варить металл, если перед вами высокопрочная сталь? Сварка высокопрочных сталей отличается использованием некоторых дополнительных технологических приемов (сварка каскадом, горкой, секциями, предварительный подогрев, применение мягкой прослойки и других).

Закаленные стали (структура)
Изотермическая закалка среднеуглеродистых легированных сталей придает им немного меньшую прочность, но большую вязкость и пластичность. Поэтому они более надежны в эксплуатации, чем низкоотпущенные и закаленные. Низкоотпущенные и закаленные среднеуглеродистые стали с высоким уровнем прочности обладают повышенной восприимчивостью к концентраторам напряжения, склонностью к хрупкому разрушению. Из-за этого их рекомендуют использовать для работы, связанной с плавным нагружением.
К высокопрочным сталям можно отнести так называемые рессорные (пружинные) стали. Они содержат 0,5…0,75% С и дополнительно легируются другими элементами. Термообработка легированных рессорных сталей (закалка 850…880оС, отпуск 380…550оС) обеспечивает получение высокой прочности и текучести. Может применяться изотермическая закалка. Сварка рессорной стали выполняется с обязательной предварительной термообработкой, с подогревом в процессе сварочных работ и дальнейшей термической обработкой.
Мартенситно-стареющие стали (04Х11Н9М2Д2ТЮ, 03Н18К9М5Т) также относятся к высокопрочным сталям. Они превосходят среднеуглеродистые легированные стали по конструкционной прочности и технологичности. Для таких сталей характерны высокое сопротивление хрупкому разрушению, низкий порог хладоломкости и малая чувствительность к надрезам при прочности около 2000 МПа. Мартенситно-стареющие стали являются безуглеродистыми сплавами железа с никелем и дополнительно легированы молибденом, кобальтом, алюминием, хромом, титаном и другими элементами. Эти стали имеют высокую конструкционную прочность в диапазоне температур от криогенных до 500оС и применяются в изготовлении стволов артиллерийского и стрелкового оружия, корпусов ракетных двигателей, зубчатых колес, шпинделей и так далее.
Сварка тонкого металла электродом: ошибки, советы, оборудование
Как провести сварочные работы по тонкому металлу инвертором ММА, избегая распространенных ошибок начинающих сварщиков, а также советы и подбор необходимого оборудования для работ.
TIG-сварка черных металлов: выбор присадочного материала, режимы сварки, технология процесса
Дуговая сварка неплавящимся электродом в среде защитного газа получила название TIG и нашла широкое применение как средство соединения цветных металлов, склонных к оксидированию на открытом воздухе. Тем не менее этот метод может эффективно использоваться и для сварки черных металлов.
Как легко и правильно сваривать металл электродами начинающим
На сегодня без сварки трудно себе представить современную жизнь, а поэтому, число людей соприкасающихся с ней в работе или быту, постоянно растет. Стать хорошим сварщиком — задача не из простых. Но это значит обеспечить себя востребованной, интересной и высокооплачиваемой работой. И даже если у вас уже есть другая профессия, умение самостоятельно сварить какую-либо металлоконструкцию будь то забор, гараж, теплица или что-либо иное, не останется невостребованным. Как правильно варить дуговой сваркой электродами, для начинающих это серьезный вопрос. Разберемся с ним в данной статье.
- Читайте также:
Свариваемость высокопрочных сплавов
Для изготовления тяжело нагруженных машиностроительных изделий,сосудов высокого давления и других ответственных конструкций используют среднеуглеродистые высокопрочные стали, которые после соответствующей термообработки обладают прочностью 1000…2000 МПа при достаточно высоком уровне пластичности. Необходимый уровень прочности при сохранении высокой пластичности достигается комплексным легированием стали различными элементами, главные из которых никель, хром, молибден и другие. Эти элементы упрочняют феррит и повышают прокаливаемость стали. Подогрев изделия при сварочных работах не снижает скорости охлаждения металла до значений, меньших критических, и способствует росту зерна, что приводит к возникновению холодных трещин и вызывает уменьшение деформационной способности.
Поэтому такие металлы сваривают без предварительного подогрева, но с применением специальных приемов сварочных работ (блоками, каскадом, короткими или средней длины участками). Также применяют специальные устройства, которые подогревают выполненный шов и тем самым увеличивающие время пребывания его в определенном температурном интервале. Для увеличения времени нахождения металла околошовной зоны при температуре выше точки образования мартенситной структуры накладывают так называемый отжигающий валик, границы которого находятся в пределах металла шва.
Во избежание трещин при охлаждении сварного соединения, необходимо использовать такие сварочные материалы, которые обеспечили бы получение металла шва, обладающего большой деформационной способностью. Это достигается, когда наплавленный металл и металл шва будут менее легированы, чем свариваемая сталь. При этом шов будет представлять как бы мягкую прослойку с временным сопротивлением, но с повышенной деформационной способностью. Чтобы обеспечивалась технологическая прочность сварных швов, выполненных низколегированными сварочными материалами, углерод в шве должен содержаться в количестве не более 0,15%.
Когда производится сварка закаленной стали, то после прохождения сварочной дуги на зону сварного соединения рекомендуется подавать охладитель. Это делается для уменьшения степени разупрочнения околошовной зоны. В качестве охладителя может служить душевая вода, сжатый воздух или паровоздушная смесь — в зависимости от состава свариваемого материала. Такое охлаждение снижает время нахождения металла в зоне высоких температур.
 Мебель из металла своими руками сделать очень просто — вам понадобятся материалы и навыки сварки.
Мебель из металла своими руками сделать очень просто — вам понадобятся материалы и навыки сварки.
Художественная ковка — это настоящее искусство. Более подробную информацию об этом занимательном занятии читайте в нашей статье.
Хотите узнать о современном способе сварки? Тогда вам будет интересна статья по https://elsvarkin.ru/texnologiya/soedinenie-metalla-pri-pomoshhi-plazmennoj-svarki/ ссылке.
Что потребуется для сварки нержавейки и черного металла
Если есть необходимость сварить нержавеющую сталь и черный металл в домашних условиях, то, для этих целей, необходимо будет использовать:
- Читайте также:
- Сварочный инвертор постоянного тока; (о том, какими электродами варить нержавейку и черный металл, будет рассказано ниже, в этой статье сайта про сварку mmasvarka.ru );
- Проволоку из нержавеющей стали (она будет использоваться в качестве присадочного материала).
Отдельного внимания заслуживают электроды для сварки нержавейки и черного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Преимущества и недостатки TIG-сварки черных металлов
По сравнению с обычной электродуговой сваркой метод обладает такими достоинствами:
- возможность качественного сваривания разнородных материалов (например, углеродистой стали с нержавеющей);
- малая зона прогрева и, как следствие, снижение вероятности прожига тонкого металла и отсутствие термических деформаций;
- возможность выполнения длинных непрерывных швов при постоянной подаче присадочной проволоки;
- предотвращение попадания воздуха и загрязнений в сварочную ванну;
- низкие требования к качеству присадочного материала;
- отсутствие необходимости в обработке готового шва;
- высокая скорость сваривания;
- аккуратность шва;
- простота обучения работе.
Недостатков у сварки неплавящимся электродом в защитной среде не так уж и много. Прежде всего, это необходимость тщательной обработки стыка перед проведением работ, иначе велик риск образования полостей в шве, чем особенно грешат высокоуглеродистые стали. Также нужно учитывать, что конструкция горелки делает неудобным ведение электрода под острым углом, а после розжига дуги вне стыка остается след, который необходимо удалять механически.
Кроме того, может быть затруднена работа на открытом воздухе – ветер будет выдувать защитный газ, а это приведет к его перерасходу.
Азы электросварки

Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
- Читайте также:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Сварка электродами по нержавейке
 Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
- Читайте также:
Электроды для сварки тонкого металла
Варить тонкий металл новичкам рекомендуется рутиловыми электродами. Рутиловые электроды имеют лёгкий розжиг дуги и хорошую отделяемость шлака.
При этом очень важен диаметр электродов. Чтобы варить тонкостенную трубу понадобятся электроды, диаметр которых составлял бы не более 2 мм.
Сложности при сварке тонкого металла
Под тонким металлом подразумевается толщина стали 0.8-1.5 мм. Более тонкие заготовки покрытым электродом варить просто нереально. Да и сечение 0.8 мм сможет грамотно проварить и не испортить деталь только опытный сварщик. Основными ошибками начинающих сварщиков при работе с тонкостенными заготовками выступают:
- Наплывы с другой стороны соединения. Если присадочного металла от электрода будет слишком много, под собственным весом он начнет проваливаться. В результате с лицевой стороны шов окажется в меру гладким, а с обратной — будут огромные валики. Если это произойдет внутри трубы, по которой протекает жидкость, возможно существенное уменьшение пропускной способности. Для ровной пластины, которая прикладывается к другой плоскости это критично, и придется долго счищать наплывы болгаркой. Ошибка со стороны сварщика заключается в медленном ведении дуги.
- Прожоги. Тонкий металл быстрее прогревается, поэтому следующей одной из распространенных ошибок сварщиков-новичков являются прожоги. Они делают стык негерметичным, снижают прочность соединения, портят внешний вид конструкции. Среди причин происходящего — неправильный выбор силы тока, медленное ведение дуги.
- Непроваренные участки. Желая предотвратить прожоги, некоторые выставляют слишком маленький ток на сварочном аппарате. В результате электрод не прогревает изделие, а накладывает металл сверху. При небольшой нагрузке на излом соединение распадается. Внешне непроваренные участки выглядят плохо. Кроме неверного выбора силы тока, ошибка заключается в слишком быстром ведении дуги.
- Деформация изделия. Железо толщиной 1-1.5 мм может сильно покоробиться при сварке покрытыми электродами. Это происходит из-за термического воздействия и линейного расширения. Ошибки сварщика заключаются в неправильном подборе силы тока, медленном наложении шва, нарушении порядка провара длинных участков.
- Перерасход материалов. Сварка тонкого металла ведется на малых сварочных токах, поэтому дуга получается очень короткая — небольшой отрыв и она гаснет. Некоторым трудно возбуждать дугу при таких условиях, требуется часто стучать кончиком электрода о поверхность изделия и буквально ловить дугу, что ведет к осыпанию обмазки. Оголенный кончик прилипает, поэтому его приходится сжигать на черновой заготовке, а это перерасход.
Большинство начинающих сварщиков получают ожоги роговицы при сварке тонкого металла, поскольку пытаются прихватить стороны без маски. Дело в том, что чем меньше сила тока, тем менее яркая электрическая дуга. При таких условиях трудно разглядеть линию соединения через темный светофильтр и точно поставить прихватки. После сварки без маски сильно болят глаза, может возникнуть ощущение “песка” под веками, краснеют сосуды в глазном яблоке.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Технология TIG-сварки
Сварка проводится вольфрамовым или вольфрамсодержащим электродом, который закрепляется в контактной трубке сварочной головки. Помимо электрического контакта со сварочным трансформатором, головка соединяется гибким шлангом с газонагнетательной системой, содержащей инертный газ. Процесс сваривания начинается с подачи газа, за которой следует поджиг дуги и поступление присадочной проволоки в сварочную ванну.
Перед тем как приступать к выбору расходных материалов и расчету параметров сварки, нужно понять, какой металл вы собираетесь варить. Наиболее распространены четыре варианта:
-
(до 0,25%) – относятся к хорошо свариваемым материалам. Для предотвращения хрупкости шва рекомендуется предварительный прогрев заготовок в печи до 150-200℃.
- Среднеуглеродистые стали (0,25-0,45%) – трудно свариваемые. Требуют обязательного прогрева до 150-400℃ (зависит от конкретной марки стали), а также последующей термообработки в виде отжига или отпуска.
- Легированные и высокоуглеродистые стали (более 0,45%) – ограниченно свариваемые. Эти металлы относятся к конструкционным, а потому не рекомендуются к сварке. Допускается соединение заготовок, не несущих существенных нагрузок, при условии их защиты от резких перепадов температуры. (более 2,41%) – требуют особого режима сварки с предварительным прогревом, предпочтительна работа плавящимся, а не вольфрамовым электродом. Соединения, выполненные методом TIG, не должны испытывать значительных механических нагрузок.
Для снижения температурного воздействия на околошовные зоны используются охладительные радиаторы из меди или других теплопроводных металлов.
Как происходит сварка плавящимся электродом?
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это ростой вид сварки, используемый как в промышленности, так и в быту.

MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.

TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Какие же электроды применяют?
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Многие сталкиваются с вопросом как же выбрать необходимый электрод? Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки.
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Какую полярность сварочного инвертора выставить
Чтобы не прожигать тонкий металл во время сварки инвертором, рекомендуется использовать обратную полярность. Почему именно обратную полярность инвертора нужно использовать?
Существует две полярности сварочных инверторов: прямая и обратная. На прямой полярности хорошо проваривать толстые металлы, а на обратной полярности, тонкие.
Всё связанно с температурой дуги: на прямой полярности температура выше, чем на обратной. Для того чтобы варить инвертором на обратной полярности, к плюсу аппарата подключается электрододержатель, а к минусу, подключается кабель массы (стандартное подключение: + к +, а — к -).
Выбор и подготовка вольфрамовых электродов
Использование вольфрама в качестве основного материала электродов для TIG-сварки оправдано крайне высокой температурой его плавления (около 3380℃). Содержание этого металла в электроде обычно составляет 97,0-99,5%, остальное приходится на долю легирующих материалов. Они же задают классификацию изделий:
- Оксид тория – электроды переменного тока, стойкие к перегрузкам. Важно учитывать, что пыль таких изделий (выделяется при заточке, а иногда и при использовании) опасна для здоровья.
- Оксид церия – электроды переменного тока для сварки тонких и хрупких заготовок, позволяют легко и быстро поджигать дугу.
- Оксид лантана – электроды способны работать как с постоянным, так и с переменным током. Рекомендуются для кратковременных циклов и относительного малого ампеража, очень долговечны.
- Оксид циркония – электроды переменного тока со стабильной дугой, способствуют самоочистке сварочной ванны.
- Оксид иттрия – электроды постоянного тока, крайне долговечны, рекомендуются для ответственных соединений.
Диаметр электрода выбирается в соответствии с толщиной свариваемых заготовок. Условно эту зависимость можно представить в таком виде:
| Толщина заготовки, мм | Диаметр электрода, мм |
| 0,5 | 1,0 |
| 1,0 | 1,6 |
| 2,0 | 2,0 |
| 3,0 | 3,0 |
| 4,0 | 3,0-4,0 |
| 5,0 | 3,0-5,0 |
| более 5 | 3,0-6,0 |
Длина заточки электрода зависит от требуемых величин глубины и ширины шва, обычно она составляет 50-200% диаметра. «Острие» притупляется до 5-10% диаметра – это обеспечивает стабильное горение дуги.

Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Выбор электродов
Прежде всего отметим, что для сварки тонколистового металла важно правильно выбрать диаметр электрода. Стержни 4-5 мм создадут чрезмерное сопротивление и не дадут дуге нормально гореть на малых токах. Поэтому при сварке тонколистовой стали используют электроды диаметром 1.6-3 мм. Чем тоньше металл, тем меньше диаметр стержня.
Далее следует обращать внимание на характеристики электродов. Возьмем к примеру Барсвелд ОЗС-12 ф 2,0 мм (Premium). У них рутиловое покрытие, обеспечивающее:
- легкий первичный и повторный поджиг;
- отсутствие диэлектрического кончика на конце при затухании (удобно для повторного использования спустя время);
- красивый шов;
- легкую сварку по ржавому или погрунтованному металлу;
- низкое разбрызгивание присадочного металла;
- мягкое горение дуги.

Купив ОЗС-12 ф 2,0 мм (Premium), получится варить тонкий металл постоянным или переменным током в любом пространственном положении. Шлак после сварки удаляется очень легко. Хорошими электродами для работы с листовым железом будут АНО-21 ф 2,5 мм (Premium), относящиеся к типу Э46. У бренда ESAB рекомендуем электроды ESAB МР-3 ф 3,0 мм, если предстоит варить железо сечением 1.0-1.5 мм.
Перечисленные электроды обладают рутиловым покрытием, поэтому при затухании дуги не образуется “козырек”. К такому эффекту склонны расходники с основным типом покрытия. Наличие козырька усложняет повторный поджиг дуги, поскольку требуется более сильное постукивание, чтобы разрушить кончик обмазки и обеспечить контакт токопроводящего стержня с изделием.
Если с даты выпуска электродов прошло более 4-х месяцев, рекомендуем их предварительно прокалить. В домашних условиях это можно сделать в электродуховке, разогрев ее до температуры 170-200 градусов. Тогда из обмазки удалится лишняя влага, при сварке дуга не будет сильно трещать и разбрызгивать металл, шов получится аккуратнее.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как выбрать присадочный материал
Для аргонодуговой сварки неплавящимся электродом используют присадочные прутки и проволоки без флюсовых оболочек, так как роль защиты сварочной ванны играет инертный газ. При этом материал может включать щелочные, щелочноземельные и цветные металлы для снижения пористости шва, сдерживания разбрызгивания, защиты прутков от коррозии и др. Широкое распространение получили такие модели присадок:
- Св.-08Г2С – стальной пруток с содержанием кремния и марганца, используется для сварки низко- и среднеуглеродистых сталей, в том числе для конструкций, работающих под нагрузкой;
- ER 70S-6 – импортный омедненный пруток для сталей с любым содержанием углерода, не требует зачистки перед подачей в сварочную ванну;
- ER-308 (и его отечественные аналоги: СВ-06Х19Н9Т, СВ-01Х19Н9, СВ-04Х19Н9) – стойкий к химическим средам пруток для сварки нержавеющих сталей, предотвращает развитие межкристалльной коррозии, включает кремний и марганец;
- ER-316 и Св-04Х19Н11М3 – прутки для сварки хром-никель-молибденовых сталей с высоким пределом текучести и низким показателем относительного удлинения.
Толщина присадочного материала зависит от толщины свариваемых заготовок, способа обработки их кромок и выбранной силы тока.

Примерная стоимость проволоки для сварки ER 70S-6 на Яндекс.маркет
Для сваривания листовой стали толщиной менее 1 мм используются 1,0-миллиметровые прутки, заготовкам толщиной 1,0-2,5 мм соответствуют прутки диаметром 1,6 мм, скорость их подачи составляет 0,3 м/мин. Толстолистовые заготовки сваривают с использованием прутков диаметром 2,0-4,0 мм.
Как правильно сварить металл?

Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода.
Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Настройки аппарата для сварки тонкого металла
Поскольку свариваемый металл тонкий, важно настроить инвертор ручной дуговой сварки на обратную полярность. Это означает, что разъем кабеля электрододержателя вставляется в гнездо со значком “плюс”, а кабель массы подключается к гнезду “минус”. Благодаря обратной полярности тепло электрической дуги концентрируется на кончике электрода, а не на изделии. Происходит такое по законам физики, поскольку электроны движутся от “минуса” к “плюсу”. При обратной полярности тонкий металл меньше перегревается, что помогает сократить количество прожогов и температурных деформаций.
Начинающий сварщик должен уметь правильно выставить силу тока при сварке покрытым электродом тонкого металла. Предлагаем рекомендации по настройке инвертора в таблице.
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 0.8 | 1.6 | 10-20 |
| 1.0 | 2.0-2.5 | 25-35 |
| 1.2 | 2.5 | 40-50 |
| 1.5 | 2.5-3.0 | 45-60 |
Какими электродами варить нержавейку с чёрным металлом
 На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.

Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Движения электрода при сварке.
Для получения качественного шва, крайне важно какими будет траектория движения.

Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Технологический процесс сварки тонких металлов
- Хорошо обработайте свариваемые участки металла, на них не должно быть ржавчины, грязи, жирных пятен;
- Поместите заготовки как можно ближе друг к другу, а затем соедините их струбцинами. Зазора при сварке тонкого металла быть почти не должно;
- Начните с прихваток, делая короткие швы на расстоянии 10 см., друг от друга;
- Затем наложите сплошной шов;
- Дайте металлу достаточно время на то, чтобы остыть.
Каждому сварщику нужно уметь варить тонкий металл. Не всё удаётся с первого раза, особенно у новичков электросварщиков. Опыт приходит с годами, поэтому стоит набраться терпения и выдержки.
Режимы аргонодуговой сварки листовой стали неплавящимся электродом
При сварке методом TIG крайне важно правильно выбрать значение силы тока. Если она будет недостаточной, дуга начнет блуждать, а от чрезмерно высоких значений начнет плавиться электрод. В большинстве случаев верной будет такая зависимость силы сварочного тока от диаметра электрода:
| Диаметр электрода, мм | Сила постоянного тока, А | Сила переменного тока, А |
| 1,0 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2,0 | 65-160 | 50-100 |
| 3,0 | 140-180 | 100-160 |
| 4,0 | 250-340 | 140-220 |
| 5,0 | 300-400 | 200-280 |
| 6,0 | 350-450 | 250-300 |
Напряжение дуги зависит от ее длины. Для получения наиболее равномерных и аккуратных швов необходима низковольтная дуга, то есть стабильная и как можно более короткая. Оптимальная длина – 1,5-3,0 мм, что соответствует напряжению в 11-14 В.
Поджиг дуги может производиться как классическим контактным, так и бесконтактным способом. Последний предполагает генерирование высокочастотного импульса сварочным аппаратом и необходим в том случае, когда короткое замыкание вольфрамового электрода на поверхность заготовки может нарушить ее свойства, например, при сварке коррозионностойких и легированных сталей.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.

При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Как происходит процесс сварки
Перед тем как приступать к TIG-сварке листового черного металла, поверхности стыка защищают механическим инструментом и обезжиривают. В случае необходимости проводится разделывание кромок, а также прогрев заготовок до температуры около 200℃. Дальнейший алгоритм включает такие операции:
- Обеспечение подачи защитного газа в зону стыка.
- Поджиг дуги в начале шва контактным или бесконтактным методом.
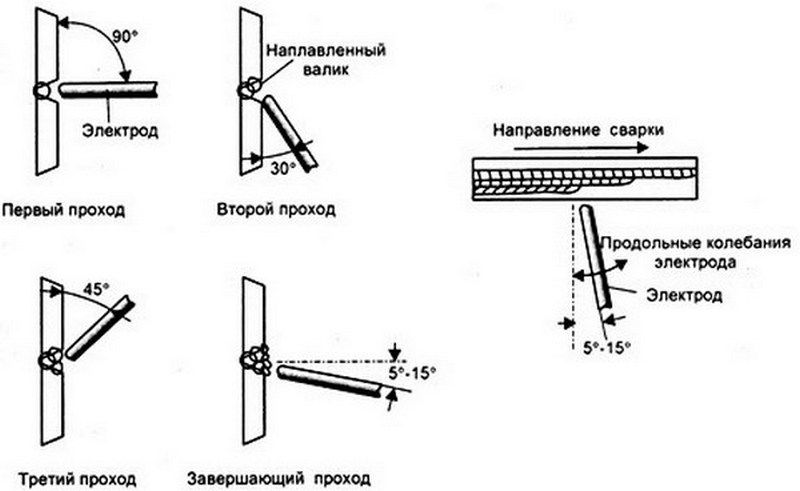
- Ведение электрода под прямым углом к оси заготовок или лучше с уклоном в 10-15° назад с одновременной подачей присадочного прутка под углом 45° к электроду.
- Одно- или многопроходная проварка шва стабильной непрерывной дугой длиной 1,5-3,0 мм.
- Обрыв дуги и прекращение подачи защитного газа через 15-30 секунд.
В случае необходимости проводится защита шва от быстрого остывания или последующая термообработка сваренных заготовок. С поверхности шва механически удаляются шлаки и другие загрязнения.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком “минус”. Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Kiswel KR-3000
Описание Kiswel KR-3000 – универсальные электроды; обеспечивают высокие свойства шва; легко поджигаются, в том числе и повторно; не.
Область применения Электроды МР-3Т предназначены для ручной дуговой сварки ответственных конструкций из углеродистых сталей с.
Область применения Электроды МР-4 используются для сварки ответственных конструкций из углеродистых или низколегированных.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался “козырек” из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией “Антиприлипание”. Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией “Форсаж” удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат “чувствует”, что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция “Горячий старт” обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
ли со статьей или есть что добавить?