Правила пайки стали
Пайка, как технология создания неразъёмных соединений металлических изделий имеет древнюю историю. И сегодня, несмотря на лидирующую позицию сварочных процессов, пайка стали, алюминия, меди, и многих других металлов и сплавов продолжает успешно применяться в различных отраслях техники.
Процесс пайки разных по составу металлических сплавов имеет свои особенности. Это связано с различной температурой плавления и химическим составом сплавов. К некоторым маркам стали пайка не применяется.
Пайка стали, меди и алюминия

Как паять сталь, медь, алюминий и сплавы в домашних условиях?
На сегодняшнее время существует два самых распространённых способа соединения металлов — это пайка и сварка. Последняя технология связана с использованием сварочной дуги и газа.
Сложность сварки обусловлена и применением специального оборудования предназначенного для этих целей. Поэтому в домашних условиях наибольшее распространение получила именно пайка металлов.
И если перед вами остро стоит вопрос запаять кастрюлю или спаять провода, то вы должны освоить технологию пайки металлов. Используя припой и флюс, можно легко паять такие металлы, как медь с алюминием. Также пайке поддаются и изделия, которые были изготовлены из стали.
Само собой разумеется, что для всех вышеперечисленных металлов применяются свои определенные флюсы с припоями. Какие именно, и как правильно паять, вы сможете узнать из этой статьи.
Как правильно паять паяльником с припоем и канифолью

Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
- Читайте также:
Пайка стали, меди, алюминия, нержавейки, оцинковки

Приветствую! В этом материале я расскажу про отличия пайки и сварки, как паять цветные и черные металлы, а также дам несколько советов по прочной пайке и технике безопасности. Поехали.
КАК ПРАВИЛЬНО ПАЯТЬ ПАЯЛЬНИКОМ
Пайка – это постоянное соединение металлических деталей с присадочным металлом, так называемым припоем. Важно при этом чтоб температура пайки была выше точки плавления припоя и ниже точки плавления соединяемых элементов.
Сущность и применение пайки металлов
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Когда можно паять серебро?
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.

Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
- Читайте также:
Сущность паяльной технологии
Пайкой называют соединение металлических деталей с помощью припоя, являющегося более легкоплавким металлом, который, будучи расплавленным, смачивает соединяемые поверхности.
 Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
В процессе пайки соединяемые детали основного металла не изменяют форму, поскольку сами не подвергаются плавлению.
Прочность создаваемого соединения определяется механическими свойствами, которыми обладает припой для пайки. Когда стальные детали припаивают друг к другу, соединение всегда уступает по прочности основному материалу.
Главным препятствием для создания паяных соединений является окисел, образующийся на поверхности любого металла. Слой окисла не позволяет расплавленному припою равномерно смочить поверхность детали, поэтому металл должен предварительно зачищаться.
Для защиты поверхностей от окисления в процессе спаивания, применяются специальные вещества – флюсы. Для соединения разных материалов используются различные флюсы. Например, для того, чтобы спаять нержавейку, применяют буру. Флюсами для стали могут служить канифоль, паяльная кислота.
Основным процессом, сопровождающим создание паяного соединения, является нагрев заготовок. В зависимости от массы спаиваемых деталей и вида применяемого припоя, нагрев может осуществляться следующими способами:
- паяльником;
- газовой горелкой;
- высокочастотным индуктором;
- в специальных печах.
Например, проволоку небольшого диаметра можно легко прогреть обычным паяльником, при пайке стальных труб понадобится газовая горелка, а массивную заготовку придётся помещать в печь.
Технологии пайки железа оловом
Самыми распространёнными являются три технологии с использованием следующего оборудования:
- Пайка железа паяльником и мягким припоем на свинцовой основе;
- Паяльной лампой или газовой горелкой и твёрдым оловом;
- Электрическая пайка железа.
Первый способ пайки железа свинцовым припоем используется для ремонта металлических изделий, которые не будут в процессе эксплуатации подвергаться слишком большим нагрузкам. Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.
- Читайте также:

Третий способ соединения металла применяется в основном на промышленных объектах. Здесь для электрической пайки железа используется специальное оборудование.
В чем преимущества пайки металлов перед свариванием?
Рассмотрим, а какие же именно преимущества нам дает пайка металлов, в отличие от сварки:
- Первое и самое главное преимущество заключается в том, что спаиваемые металлы не нагреваются до температуры плавления. Плавится только припой. В результате этого не нарушаются химические свойства металлов, они не теряют своих характеристик;
- Перед пайкой металлов нет необходимости более тщательно подготавливать заготовки, как это делается в случае сварки;
- Можно использовать простое и неприхотливое оборудование для пайки, которое не такое требовательное к питанию домашней электросети.

Ну и что касается прочности пайки, то она практически ничем не уступает сварке. Таким образом, пайка металлов является отличным вариантом для выполнения ремонтных работ или изготовления сложных конструкций.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.

В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
- Читайте также:
Аксессуары необходимые для пайки и распайки
Паяльник – инструмент, используемый для пайки. Паяльник состоит из ручки и жала, нагревающего припой. Наконечник очень горячий, будьте осторожны чтобы не обжечься и не поджечь случайно окружающие предметы!

Припой чаще всего делается на основе олова и свинца, который плавится при 185 С. Но в последнее время из-за ограничительных бессвинцовых стандартов по защите окружающей среды, используется сплав на основе олова с примесью серебра, меди, висмута или сурьмы, что привело к значительному повышению температуры плавления до 220 C, и поэтому стало труднее паять его «обычным» паяльником. К счастью, оловянные и свинцовые припои все еще есть в продаже.

Канифоль – это легко плавящаяся смола, благодаря которой легче паять, потому что олово лучше растекается по поверхностям. Канифоль хорошо растворяется в спирте, например в салициловом спирте – можно использовать его и растворить смолу, а затем аккуратно нанести кистью на плату, которую будете паять, и тем самым значительно облегчите работу.

Всасывающее устройство для олова (также известное как оловоотсос или экстрактор) – используется для отсасывания излишков расплавленного припоя. Это простой шприц-инструмент, состоящий из поршня, пружины и приемника для отсасываемого припоя. Он имеет сменный всасывающий наконечник с одной стороны, ручку с другой и кнопку разблокировки сбоку.

Оплетка для паяния – это плетеные медные провода, которые при наложении на горячее олово на распаянных элементах убирают на себя излишки.

Плоскогубцы – ими срезаются ножки спаянных элементов (можно использовать обычные косметические кусачки, но они довольно быстро повреждаются).

Кусачки: а) обычные; b) косметические
Прочие принадлежности для пайки:
Флюс – упрощает пайку за счет удаления примесей с паяемой поверхности, облегчает плавление, увеличивает текучесть олова. Флюс, в отличие от канифоли, не оставляет коричневых следов, но остатки флюса необходимо удалить (например, ацетоном), поскольку они могут вызвать коррозию.

Пинцет – облегчает удержание небольшого припаиваемого элемента, так как если держать рукой, то можно обжечься.

Очиститель – для очистки горячего кончика паяльника от остатков олова и других загрязнений.

Далее представлены фото различных видов универсальной монтажной платы – односторонней и двусторонней:

Универсальные платы: а) односторонние – точки пайки только с одной стороны; b) двусторонние – точки пайки с двух сторон
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
-
возможность соединять сталь с цветными металлами;
- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью

Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Низколегированной
Низколегированная углеродистая сталь относится к сплавам железа, наиболее легко подвергаемым процессу пайки.

Это объясняется тем, что на поверхности сталей данного типа образуется сравнительно непрочная плёнка окислов, легко устраняемая применением обычных флюсов.
Процесс пайки чёрных металлов может проходить при относительно низкой температуре, не превышающей 450 ℃ в случае применения мягких и легкоплавких свинцово-оловянных припоев.
Для получения паяного соединения, обладающего большей твёрдостью и механической прочностью, следует применять более твёрдые тугоплавкие припои, например на основе меди. Такая пайка осуществляется при температуре до 750 ℃.
Как паять цветные металлы: медь, латунь и алюминий
Пайка цветных металлов происходит с использованием высоко- и низкотемпературных припоев. Помимо олова и свинца, в составе припоев для пайки цветных металлов могут содержаться висмут, сурьма, селен, а также серебро и другие компоненты.
Изделия из цветных металлов требуют более тщательной подготовки. Важная особенность любой пайки металлов заключается в том, чтобы избежать любой подвижности в процессе соединения металлов. Именно по этой причине заготовки во время пайки следует надежно фиксировать на столе, особенно если речь идёт о габаритных изделиях.
Конструктивной
 Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Однако наличие этого легирующего компонента существенно затрудняет процесс пайки, так как на поверхности конструкционных сталей образуется довольно прочная и с трудом разрушаемая плёнка окисла.
Припаять сталь с добавкой хрома можно, применяя активный флюс, содержащий кислоты. Кроме этого, для получения качественного результата, используются специальные приспособления, создающие защитную атмосферу в зоне осуществления пайки.
Кроме этого, стальную поверхность, подготовленную для пайки, покрывают слоем порошка, содержащего металлические компоненты. Этот защитный слой предотвращает окисление стальной поверхности и выгорание легирующих элементов в процессе нагревания.
Паяное соединение легированных сталей производится с применением твёрдых припоев, содержащих медь, серебро или никель.
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений. Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
- Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.

Для пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
Пайка электродеталей на универсальной плате
Итак, хватит теории, переходим к практике. Подберите подходящую универсальную монтажную плату. Она сделана из стекловолокна и в ней просверлено множество отверстий. Данная печатная плата двусторонняя, а это значит, что можем припаивать к ней элементы с обеих сторон. В односторонних универсальных платах припаиваем компоненты только с одной стороны, со стороны точек пайки – серебристые кольца вокруг отверстий.
Паяльник следует подключить к источнику питания (USB, станции или сети 220 В) и положить в безопасное место, жало должно находиться в воздухе, чтобы ничего не расплавить и не обжечься случайно коснувшись его (обожгётесь всё-равно, и не раз).

Паяльник на тарелке
Наконечник прогревается некоторое время. Пока просуньте ножки паяемого элемента через соответствующие отверстия в печатной плате. Также подготовьте канифоль.

Ножки резистора продеты через отверстия в универсальной плате
Теперь поднесите жало паяльника ближе к плате и припаянной ножке.

Использование паяльника для нагрева паяемых ножек резисторов
Затем коснитесь кончиком детали. Делайте это быстро, так как если удерживать жало слишком долго, расплавится слишком много всего. Весь процесс пайки одного припоя должен занимать от 2 до 3 секунд.

Припаяйте ножку резистора, одновременно приложив жало горячего паяльника и олово

Уберем олово, чтобы излишки не остались на месте пайки

Припаиваем вторую ножку резистора к плате
Правильная (слева) и неправильная (справа) пайка:

Ножки резистора припаяны к плате: левая – правильная; правильно – неверно (слишком много припоя)

а) правильно; b) неправильно (слишком много олова, припой похож на шарик); c) неправильно (слишком мало)
Используйте плоскогубцы, чтобы отрезать слишком длинные ножки припаянных компонентов.

Резка плоскогубцами возле торца слишком длинной ножки резистора

Паяный резистор с обрезанным выводом (левая сторона); длинный вывод (справа)
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).

Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Прочность паяного соединения
Стоит отметить, что припои из сплавов серебра с медью и цинком достаточно универсальны и могут паять любые металлы. Серебряный припой имеет достоинства в виде высокой прочности, скорости растекания, смачиваемости и устойчивости к коррозии. Паяное соединение с оловом, содержащим серебро получается прочнее свинцового. Недостатком серебряного припоя являются высокая температура плавления и значительная стоимость, поскольку серебро – драгоценный металл.
Прочностные характеристики припоя ПСР-1,4 в сравнении с другими припоями показаны в таблице ниже. Даже содержание серебра 1,4 % в припое заметно повышает временное сопротивление разрыву при сохранении низкой температуры плавления.
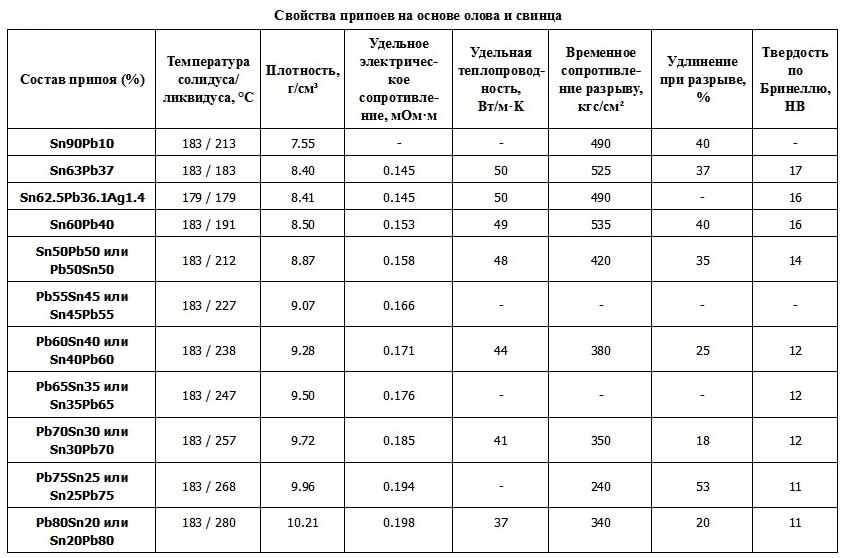
Число в названии припоя обозначает процентное содержание серебра в нем. Так, сплавы ПСР-2.5, ПСР-15 и ПСР-25 можно использовать при пайке изделий, которые не испытывают значительных нагрузок на шов. Для получения высокопрочного соединения используют припой ПСР-45, состоящий из 45% серебра, 30% меди и 25% цинка. Он обладает высокой вязкостью, ковкостью и текучестью. Паяное соединение будет обладать устойчивостью к коррозии, растяжениям, вибрации и ударам. Припои ПСР-65 или ПСР-80 обладают еще более высокими прочностными свойствами, однако имеют высокую стоимость.
Надо сказать, что серебряный припой весьма сложно найти в продаже, но его можно сделать самостоятельно. Как сделать серебряный припой самостоятельно и как паять газовой горелкой можно посмотреть в видеоролике.
Инструментальной
Инструментальная сталь отличается очень высокой твёрдостью. Однако виды инструментальной стали, не имеющие в своём составе вольфрама, изменяют свои механические свойства при нагревании до 200 ℃ и более, значительно теряя при этом прочность.
Такие виды стали не подлежат пайке. Для устранения этого недостатка инструментальные стали, подлежащие нагреву в процессе эксплуатации, производятся с вольфрамовыми добавками. Такая сталь может подвергаться нагреву до 600 ℃, не утрачивая при этом ценных механических свойств.
Спаять инструментальную сталь можно припоем на основе никеля или ферросплавов. Нагревание заготовок обычно производят индукционным способом. При этом применяются флюсы, содержащие бор и фтор.
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
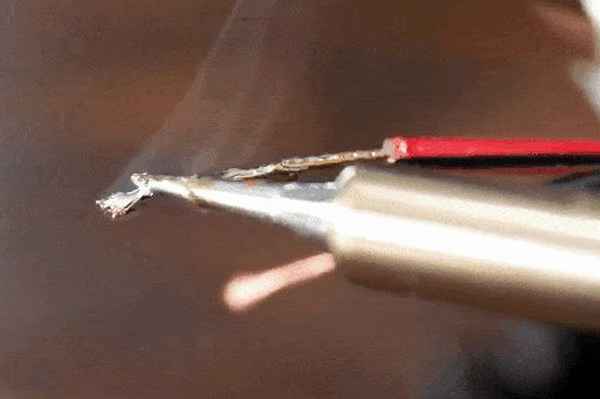
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.

Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.

Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
ли со статьей или есть что добавить?