Как добиться успеха при печати нитью PETG

Прочна и легкая в печати, нить PETG является наиболее используемой и готова выдержать сверхнагрузки. Это подробное руководство содержит несколько советов и рекомендаций о том, как начать работу и понять фантастические свойства этого материала.
PETG — это полиэтилентерефталатгликоль, который является одним из наиболее распространенных полимеров. Как нить для 3D-печати, пластик PETG доказал свою ценность в качестве прочного материала, который прост в использовании. Образно говоря, он совмещает самые полезные характеристики ABS (ригидность и механические свойства для функциональных частей) и лёгкость печати PLA.
3D-принтер: что это и как он работает?
В 2011 году принтер, который заправили биогелем, напечатал человеческую почку прямо во время конференции TED. Два года назад Adidas анонсировала новую модель кроссовок, которые печатают на 3D-принтере за 20 минут. А недавно компания Илона Маска SpaceX успешно провела испытания двигателей космического корабля, которые тоже напечатали на 3D-принтере.
В современном мире 3D-печать — это не удивительная технология будущего, а хорошо изученная реальность. Ее применяют в архитектуре, строительстве, медицине, дизайне, производстве одежды и обуви и других сферах. По запросу «3D-принтер» поисковики выдают сотни чертежей и прототипов разной сложности — от мыльницы и настольной лампы до автомобильного двигателя и даже жилого дома.
Любой может купить принтер и напечатать чехол для смартфона, но дальше 3д печати по чертежу идут не все. В этой статье расскажем, когда появилась 3D-печать, как можно применять технологию и какие у нее перспективы.
Технологии 3D печати. Что выбрать 3D печать металлом или 3D печать пластиком? Технологии 3D принтеров FDM VS SLA VS SLM

3D печать или аддитивное производство – это общий термин, охватывающий несколько видов процессов. Каждый тип 3D печати имеет свои преимущества и недостатки. И каждый из них предназначен для конкретных целей.
В этой статье мы даем несколько простых советов, которые помогут вам выбрать правильный тип 3Д печати для ваших потребностей. Графики и таблицы, представленные в этой статье, в качестве краткого справочного материала, чтобы определиться, какой тип 3Д печати наилучшим образом соответствует вашим требованиям.
Основные принципы трехмерной печати фотополимерами: как научиться работать с 3D-принтером
Трехмерная печать становится все более доступной, что открывает новые возможности и развлечения для взрослых и детей. Купить новый 3D-принтер не составляет труда благодаря разнообразию моделей и технических решений ведущих производителей. На нашем сайте собраны наиболее популярные модели, имеющие идеальное сочетание по цене и качеству. Но не редки случаи, когда многие отказываются от покупки из-за непонимания базовых принципов. Как научиться печатать на фотополимерном принтере, читайте в этой статье.
- Читайте также:
Услуги компании VolPrint в Ижевске
3D печать – достаточно новое для России явление. Компания Volprint, основанная в 2015 году, новатор в сигменте цифровых технологий. Клиенты нашей компании – оценившие преимущества 3D печати, использующие это достижение науки и техники в бытовых и декоративных целях. Также мы выполняем заказы для промышленных предприятий, где особенно ценятся точность и идентичность деталей.
Что такое PETG пластик?
Вы часто будете видеть упоминания PETG в одной или нескольких из следующих форм: PET, PETE, PETP, PET-P, PETG, GPET, PETT и другие. Это может сбить с толку тех, кто пытается понять различия между ними.
PETG общая форма используемая для 3д нити. Буквой G обозначают гликоль-доработанный PET, и это делает полимер более прозрачным и менее хрупким, чем чистый PET. Чистый PET редко используется для 3D-печати. PETE, PETP, PETT и PET-P являются модифицированными версиями PET (называемыми сополиэфирами), но на сегодняшний день наиболее распространенным материалом, используемым в 3D-печати, является PETG.
В этой статье PETG будет использован как универсальный термин.
Как появился трехмерный принтер
Не будем слишком утомлять вас датами и кратко перескажем историю 3D-печати.
Предвестник трехмерной печати. В начале 80-х доктор Хидео Кодама разработал систему быстрого прототипирования с помощью фотополимера — жидкого вещества на основе акрила. Технология печати была похожа на современную: принтер печатал объект по модели, послойно.
Первый 3D-принтинг. Изготовление физических предметов с помощью цифровых данных продемонстрировал Чарльз Халл. В 1984 году, когда компьютеры еще не сильно отличались от калькуляторов, а до выхода Windows-95 было десять лет, он изобрел стереолитографию – предшественницу 3D-печати. Работала технология так: под воздействием ультрафиолетового лазера материал застывал и превращался в пластиковое изделие. Форму печатали по цифровым объектам, и это стало бумом среди разработчиков — теперь можно было создавать прототипы с меньшими издержками.

- Читайте также:
Первый 3D-принтер. Источник: habr
Первый производитель 3D-принтеров. Через два года Чарльз Халл запатентовал технологию и открыл компанию по производству принтеров 3D Systems. Она выпустила первый аппарат для промышленной 3D-печати и до сих пор лидирует на рынке. Правда, тогда принтер называли иначе — аппаратом для стереолитографии.
Популярность 3D-печати и новые технологии. В конце 80-х 3D Systems запустила серийное производство стереолитографических принтеров. Но к тому времени появились и другие технологии печати: лазерное спекание и моделирование методом наплавления. В первом случае лазером обрабатывался порошок, а не жидкость. А по методу наплавления работает большинство современных 3D-принтеров. Термин «3D-печать» вошел в обиход, появились первые домашние принтеры.
Революция в 3D-печати. В начале нулевых рынок раскололся на два направления: дорогие сложные системы и те, что доступны каждому для печати дома. Технологию начали применять в специфических областях: впервые на 3D-принтере напечатали мочевой пузырь, который успешно имплантировали.

Печать тестового образца почки. Источник: BBC
В 2005 году появился первый цветной 3D-принтер с высоким качеством печати, который создавал комплекты деталей для себя и «коллег».
Выбор вида 3D печати по расходному материалу
Материалы для 3D-печати обычно бывают в форме нити, порошка или смолы (жидкий фотополимер). Полимеры (пластмассы) и металлы – это две основные группы материалов для 3D печати. Также доступны другие материалы (например, керамика или композиты). Полимеры могут быть разбиты на термопласты и термореактивные материалы.
Если требуемый материал уже известен, выбор технологии 3D печати относительно прост, поскольку всего несколько аддитивных технологий производят детали из одних и тех же материалов. В этих случаях процесс выбора обычно сводится к сравнению затрат и физических свойств.
- Читайте также:

Из чего состоит и как собрать принтер?
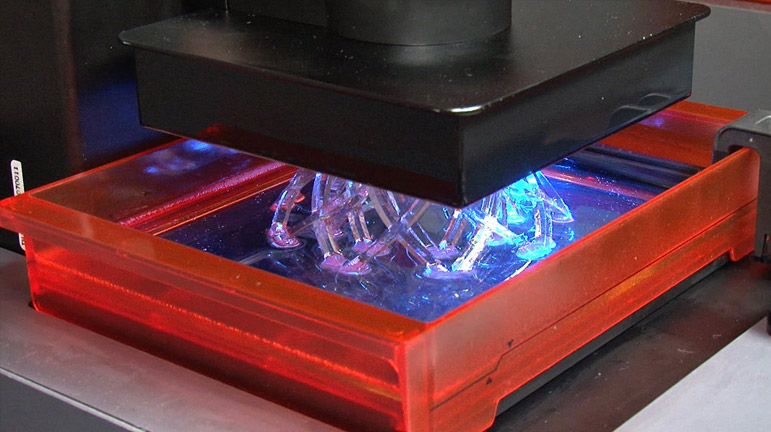
Принцип работы фотополимерных принтеров базируется на использовании ультрафиолетового излучения, которое способно придать твердость и плотность заготовке. На основании этого разрабатывалась непосредственно конструкция изделий, которая состоит:
Стол для печати. Обычно располагается сверху вниз, что позволяет опускать и поднимать заготовку в ванночку с полимерным материалом. Изменение положения выполняется осью и направляющими, которые считаются единственными подвижными элементами.
Лазер или проектор. Создает УФ-излучение, которое позволяет сделать полимерную основу твердой. Облучение осуществляется автоматически по слоям. Каркас принтера обязательно закрывается специальным стеклом, которое затеняет свечение.
Ванночка для фотополимера. Специальная емкость, наполненная жидким полимером, в который опускается изделие, что формирует необходимые слои.
Все модели на фотополимерном принтере задаются через панель управления. Информация на последний выполняется через сетевой шнур, который подключен к ПК, или через флешку. Новое устройство собирается достаточно просто, достаточно следовать инструкции. Процесс сборки предполагает крепление к основе стола, выставления направляющих и установки защитного стекла.
Выводы.
А на этом у нас Все! Надеемся, статья была для Вас полезна.
Приобрести 3d-принтеры по металлу, а так же любые другие 3d-принтеры и ЧПУ станки, вы можете у нас, связавшись с нами:
- Читайте также:
В поиске качественной нити PETG

Некачественный PETG или PETG, который недостаточно сухой, не будет печататься должным образом, что может вызвать проблемы и дополнительную трату времени.
PETG гигроскопичен, что означает, что он будет активно поглощать влагу из воздуха. По этой причине пластик PETG следует хранить в прохладном, сухом месте и сушить, если он слишком долго подвергается воздействию влажного воздуха. Лучше потратить больше времени на сушку нити, чем оставить её влажной.
Печатание влажного PETG может привести к гидролизу который изменит материал на молекулярном уровне, делая его значительно слабее чем он был бы сухим.
Вакуумные упаковки и осушители обеспечивают наименьшее воздействие влаги на нить.
Если упаковка утеряет герметичность, осушитель поможет справиться с количеством влаги поступающим в упаковку.
3D печать пластиком (термопласты)
Термопласты лучше всего подходят для функциональных применений, включая производство деталей для конечного использования и функциональных прототипов.
Они имеют хорошие механические свойства, высокую ударопрочность, износостойкость. Они также могут быть заполнены углеродом, стеклом или другими присадками для улучшения их физических свойств. 3D печатные термопластики (такие как ePA, Nylon, Formax) широко используются для производства деталей для функционального использования в промышленности.
Детали SLS имеют лучшие механические и физические свойства, а так же более высокую точность размеров. FDM более экономичен, и при помощи этого типа 3Д печати, увеличивается скорость выполнения заказов.
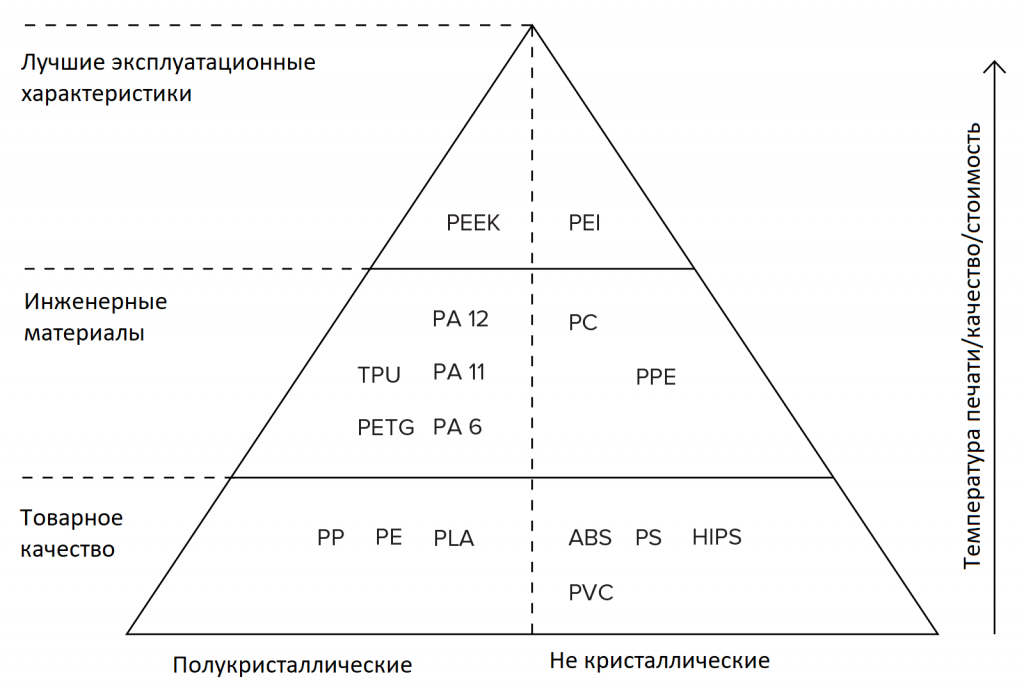
Схема представленная ниже, показывает наиболее распространенные термопластичные материалы для 3Д печати.
Пояснение схемы: Чем, выше находится материал в пирамиде, тем прочнее его механические свойства и тем сложнее и дороже его печатать:
Как устроен 3D-принтер
В основном принтеры трехмерной печати состоят из одинаковых деталей и по устройству похожи на обычные принтеры. Главное отличие — очевидное: 3D-принтер печатает в трех плоскостях, и кроме ширины и высоты появляется глубина.
Вот из каких деталей состоит 3D-принтер, не считая корпуса:
- экструдер, или печатающая головка — разогревает поверхность, с помощью системы захвата отмеряет точное количество материала и выдавливает полужидкий пластик, который подается в виде нитей;
- рабочий стол (его еще называют рабочей платформой или поверхностью для печати) — на нем принтер формирует детали и выращивает изделия;
- линейный и шаговый двигатели — приводят в движение детали, отвечают за точность и скорость печати;
- фиксаторы — датчики, которые определяют координаты печати и ограничивают подвижные детали. Нужны, чтобы принтер не выходил за пределы рабочего стола, и делают печать более аккуратной;
- рама — соединяет все элементы принтера.
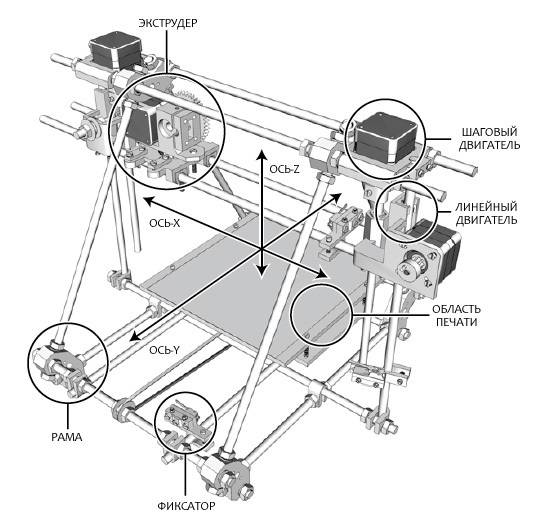
Схема 3D-принтера. Источник: Lostprinters
Все это управляется компьютером.
Какие этапы трехмерной печати существуют?
Принцип печати на фотополимерном 3D-принтере предполагает прохождение следующих этапов формирования заготовки:
Создание модели в электронном виде. Здесь существует 2 варианта развития событий. Первый наиболее простой и доступный для новичков – это скачать готовые модели на специальных сайтах. Обязательно учитывайте качество предлагаемого решения посредством комментариев и рейтинга. Второй вариант потребует творческого подхода, а также понимания азов работы в приложениях Tinkercad, AutoCAD или Fusion360.
Подготовка к печати. Модель обязательно должна быть экспортирована в общепринятый формат. Среди наиболее популярных выделяются FBX, .3DS. Далее нужно разработку закинуть в слайсер. Это еще одна разновидность ПО, которая делит форму по слоям. Конечным продуктом программы считается G-код, где отражены основные параметры для печати. Среди наиболее известных программных продуктов выделяется Cura, 3DPrinterOS, Simplify3D.
Отправка файлов и подготовка принтера. После этих действий готовый файл отправляется на принтер в формате gcode. Это делается посредством сетевого подключения или через SD-карту, другого носителя информации. Подготовка принтера не потребует особых знаний, достаточно обработать рабочую поверхность специальным составом и залить полимеры в ванночку.
Как печатать на 3Д-принтере с компьютера разобрали, осталось рассмотреть некоторые советы и нюансы, которые сформируют более благотворный опыт.
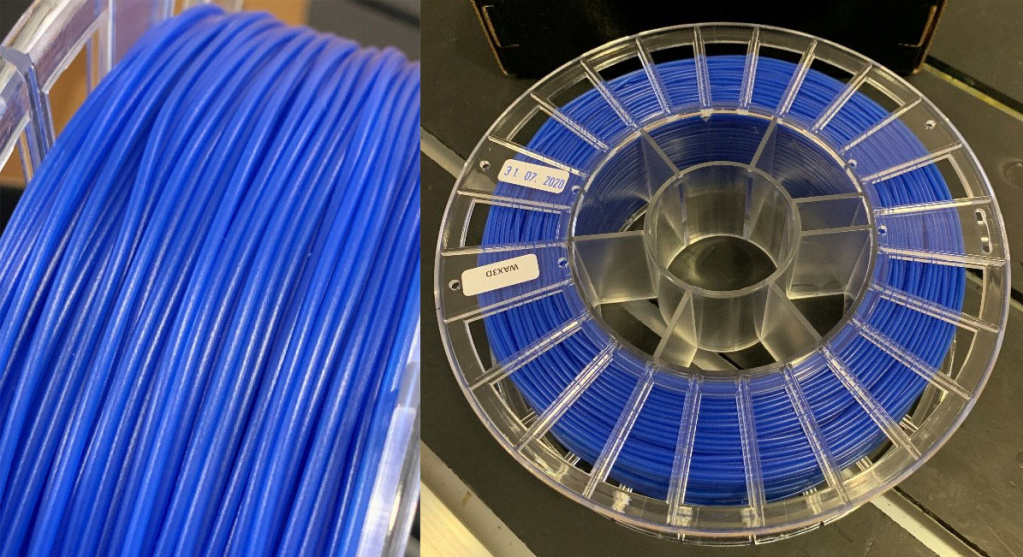
2. Что такое Filamentarno Wax Base?

Filamentarno WAX Base – филамент для печати на 3D-принтерах по технологии FDM для последующего литья из металлов по выплавляемым моделям, основную массу которого составляет настоящий ювелирный воск. Разумеется, состав содержит и другие примеси, для стабилизации прутка и соответствию его характеристик требованиям fdm 3д печати, однако конечный результат полностью совместим с любыми техниками выплавления обычных восковых составов и легко клеится к ним, например для формирования литников.

Компания Filamentarno долго шла к производству этого материала, идея появилась уже сравнительно давно, однако результатов удалось добиться лишь в последние пару лет, тем не менее фурор был таковым, что компании даже пришлось открывать небольшую студию 3д печати, чтобы наработать опыт применения и ответить на запрос рынка т. к. аналогов этому материалу ранее не было.

Материал вышел многообещающим, среди его плюсов и резко возросший максимально возможный размер восковок, и скорость печати, а также возможность сильно сократить затраты, т. к. по стоимости выплавляемый воск в виде нити получился гораздо выгоднее фотополимерного, не говоря уже о цене самих фотополимерных 3д принтеров.
Обладает этот материал и определенными особенностями, которые трудно назвать явными минусами, однако они предъявляют жесткие требования к устройству, на котором планируется печатать. Подробнее о них далее.
Использование правильного 3D принтера
Для печати PETG есть определённые требования, некоторые принтеры могут не соответствовать этим требованиям.
Для печати PETG, ваш принтер должен быть оборудован нагревателем который может достигнуть температуру хотя бы 235 °C . У вас должна быть возможность достигнуть температуру в 265 °C, но иногда хватает и 235 °С. Имейте в виду, что каждая катушка уникальна и может потребовать немного более высокой или более низкой температуры.
3D печать на стеклянной кровати — как получить хорошую адгезию
Есть несколько способов убедиться, что ваши отпечатки хорошо прилипают к вашей стеклянной кровати. Волшебная формула — тепло и лак для волос или тепло и клей.
Высокая температура
Подогреваемая кровать — ключ к печати на стекле. В то время как можно использовать стеклянную кровать на неотапливаемом принтере, я бы не рекомендовал его. Вы столкнетесь с проблемами с адгезией.
Лак для волос
Лак для волос — это проверенный метод получения хорошей адгезии к постели. Просто распылите легкое, ровное покрытие на всю вещь. Подобно тому, как вы бы распылили краску. Я рекомендую снять постель перед этим. Чтобы не покрывать принтер липким лаком для волос. Позвольте высохнуть в течение нескольких минут.
Подойдет любой лак для волос. Одна банка, вероятно, переживет ваш принтер.
Клей-карандаш
Возьмите обычную клеевую палочку и втирайте ее в постель, равномерно покрывая ее. Вы можете добавить немного воды и размазать ее вокруг для более равномерного покрытия. Я обычно не пользуюсь клеевыми палочками, потому что они грязные. А лак для волос всегда хорошо работал. Но некоторые люди предпочитают их.
Коммерческие адгезионные продукты
Существуют также коммерческие адгезионные средства для кроватей. Но я никогда не находил необходимость в дополнительных расходах. В большинстве случаев они выглядят как переупакованный лак для волос. Или клейкая палочка с меньшим запахом и большим ценником.
Товары рекомендуемые нашими специалистами




3. Какой принтер подойдет для печати?

В силу физических характеристик исходного сырья нить Filamentarno Wax Base печатается при значительно более низких температурах, нежели другие материалы. Размягчение наступает уже при
45 градусах, а расплавление, от
95 градусов цельсия. Благодаря этому, его легко можно сглаживать при постобработке с помощью строительных фенов, горелок или паяльных станций. Рекомендованный диапазон печати от 110 до 130 градусов, тогда как большинство стандартных 3D принтеров не позволяют опустить температуру экструдера ниже 190, реже 170 градусов цельсия, что является избыточным в случае с Wax base.
Владельцы более простых и дешевых моделей 3д принтеров, как правило имеют возможность подправить соответствующие параметры в аппаратной прошивке принтера, или понизить температуру с помощью специальных управляющих команд. Тем временем дорогие бренды, обычно таких возможностей не предоставляют и полностью закрывают от изменения как прошивку, так и «консольные» команды от пользователей. Вот что пишет производитель на своем сайте в описании материала в этом случае:
«Чаще всего печать на 3D-принтере с температурой сопла ниже 170°С запрещена прошивкой принтера. Для обхода этого ограничения используйте команду G-Code: “M302 S80” – ее можно вставить в стартовый G-Code в настройках слайсера. Эта команда снизит ограничение на температуру печати до 80°С.»
Также, так как материал довольно легко рвется, мягок и легко плавится даже при небольших температурах нагрева Cold End’a, для печати потребуется использовать прямой привод экструдера (Direct), удаленный (Bowden) протяжной механизм с задачей не справится и в лучшем случае «зажует» материал.

Тем не менее, как минимум одну компанию – производителя, позаботившуюся о печати низкотемпературными материалами «из коробки» и обладающую печатающими блоками, оборудованными прямым приводом, мы точно можем назвать. Конечно же, речь идет о производителе 3D принтеров Picaso3D и линейке 3Д принтеров Designer Series X.
Давайте рассмотрим преимущества линейки Series X для печати воском на примере модели Picaso 3D Designer X.
Volprint – профессиональная команда в сфере 3D печати
Штат наших сотрудников включает экспертов дизайна и 3D-технологий, которые берутся за заказы любой сложности.
Сфера деятельности Volprint обширна и включает в себя:
- 3D печать на заказ;
- 3D моделирование;
- 3D сканирование;
- разработку устройств – 3D принтеры.
Компания появилась в 2015 г, но уже заслужила доверие и одобрение от клиентов. Мы используем персонализированный метод работы для нового заказчика. Опыт наших сотрудников позволяет принимать креативные и нестандартные решения, при этом создавать интересные 3D модели с помощью печати.
3D-печать производится с помощью моделирования или сканирования существующего объекта. При моделировании все размеры задаются дизайнером по точному описанию клиента. Сканирование предполагает воссоздание копии существующего объекта. Структуру заданного объекта клиент может менять или корректировать.
Направления услуг 3Д печати и моделирования
- Штучное производство изделий
- 3Д печать мелких серий
- 3Д печать составных конструкций
- 3Д печать макетов
- 3Д печать интерьерных изделий
- 3Д печать крупногабаритных изделий
- 3Д печать масок
- 3Д печать применимых шестеренок
- 3Д печать сувенирных и декоративных изделий
- 3Д печать корпусов
- 3Д печать форм для литья
Покупка пластика для 3D принтера в Ижевске
Пластик FNYLON EX для 3D-печати — особенности, характеристики, настройки
Характеристики и параметры NYLON (нейлон) пластика
Настройка 3D принтера для печати NYLON пластиком
Выбор производителя и покупка NYLON (нейлон) пластика для вашего верного и надежного друга 3D принтера
Пластик FLEX для 3D-печати — особенности, характеристики, настройки
Характеристики и параметры FLEX пластика
Настройка 3D принтера для печати FLEX пластиком
Выбор производителя и покупка FLEX пластика для вашего верного и надежного друга 3D принтера
Пластик HIPS для 3D-печати — особенности, характеристики, настройки
Характеристики и параметры HIPS пластика
Склеивание, обработка и полировка изделий ил HIPS пластика
- Услуги 3Д печати
- Магазин пластика
- Портфолио работ
- Контакты
- Сотрудничество
- Отзывы
- 3Д печать изделий
- 3Д печать корпусов
- Прототипирование
- 3Д моделирование
- Стоимость 3Д печати
- Какой формат нужен для 3Д печати
- Онлайн расчет стоимости 3Д печати
Ваше сообщение отправлено
Спасибо за регистрацию на нашем сайте.
Вы можете войти в личный кабинет,
используя логин и пароль
Что еще нужно знать о 3D печати?
Чтобы научиться работать с прибором, достаточно один раз создать модель. Потом эта процедура будет простой и станет действительно лучшим развлечением для каждого члена семьи. Для повышения уровня эффективности и качества работы с оборудованием, рекомендуем ознакомиться со следующими техническими моментами:
Опыт и знания – это основа повышения качественной составляющей печати. Знания можно получить через обучение через специальные сайты, где расписаны действия, представлены модели и все на бесплатной основе. Единственная проблема связывается с тем фактом, что многие обучающие материалы доступны только на английском языке. Но сейчас нам доступны инструменты перевода страниц с иностранных языков. Что касается опыта, то здесь нужно создавать как можно больше фигурок.
Качественные материалы и принтеры часто становятся основой улучшения результатов. В каталоге нашего сайта собраны только лучшие варианты принтеров и расходных материалов, которые имеют хорошее качество и относительно низкую стоимость. Чтобы повысить качественную сторону печати, достаточно заполнить заявку на заказ.
Геометрия и навесы – это важная составляющая высокого уровня практичности печати. Учитесь работать с различными редакторами, которые позволяют корректировать правильность фигуры, размеры, а также задавать навесы. Нависающие структуры без должного уровня поддержки никогда не достигнуть нужного внешнего отображения. В некоторых случаях важно корректировать уровень засвечивания, увеличивать или уменьшать опоры.
Еще один совет касается программного обеспечения. Конечно, каждый может использовать то, что больше нравится. Но лучше работать в том, которое рекомендуется производителем. Это создает совместимость, снижает проблемы со слайсером и поддержками.
Последняя рекомендация касается используемой смолы. Все материалы предлагаются с разным уровнем твердости. Чем последняя тверже, тем меньше опор можно использовать.
В этой статье разобрали, как правильно печатать на 3Д-принтере фигурки. А теперь рекомендуем присмотреть расходные материалы для вашего оборудования, чтобы продолжить магию трехмерной печати.
Как работает 3D-чертеж
Принтер печатает изделие по 3D-чертежу: его создают на компьютере в специальной программе, затем сохраняют в формате STL. Этот файл выводят в программу резки для принтера — она помогает задать модели физические свойства изделия, например плотность. Далее программа преобразует модель в инструкцию для экструдера и выгружает ее на принтер, который начинает печатать изделие.
3D-чертеж легко сделать в домашних условиях — почитайте инструкцию на habr.
3D печать металлом
Металлические 3D печатные детали имеют отличные механические свойства и могут работать при высоких температурах и нагрузках. Возможности 3D-печати в свободной форме делают их идеальными для применения в промышленности.
Детали напечатанных по технологии DMLS или SLM имеют превосходные механические свойства и точность исполнения.
Расходные материалы для 3D принтеров.
Начиная с мая 2015 года компания VolPrint производит расходные материалы (нити, прутинки, филаменты, пластик) для 3D принтеров.
Сейчас на рынке кампаний производящих расходные материалы для 3D принтеров существует уже внушительный список материалов
– Полилактид ( PLA, ПЛА)
– Акрилонитрилбутадиенстирол ( ABS, АБС)
– Поливиниловый спирт ( PVA, ПВА )
– Нейлов ( Nylon )
– Поликарбонат ( PC, ПК )
– Полиэтилен высокой плотности ( HDPE, ПНД )
– Полипропилен ( PP, ПП )
– Поликапролактон ( PCL )
– Поливинилсульфон ( PPSU )
– Полиметилметакрилат ( ПММА )
– Полиэтилентерефталат ( ПЭТ )
– Ударопрочный полистирол ( HIPS )
– Древесные имитаторы ( LAYWOOD-D3 )
– Имитаторы песчаника ( Laybrick )
– Имитаторы металлов ( BronzeFill )
– Самые популярные из них это, АБС и ПЛА пластики.
Что мы производим: В данный момент производится более 7 типов пластиков для 3D печати, ABS пластик и PLA пластик, по 16 цветов каждого.
Цвета производимых материалов для 3D принтеров: белый, черный, красный, синий, желтый, зеленый, оранжевый, серый, салатовый, светло-серый, коричневый, натуральный, фиолетовый, изумрудный, розовый и голубой PLA и ABS пластики, диаметр 1.75 мм, 1 кг. чистого пластика на катушке.
Для кого мы производим: Наши материалы для 3D печати, подходят для любых 3Д принтеров, работающих по технологии FFF ( послойное наплавление) и соответственно подходят как для бытового применения таки для коммерческого.
Как приобрести: в данный момент вы можете купить наш ПЛА и АБС пластик для 3д печати в 16 городах у наших представителей, либо заказать в интернет магазине с доставкой до вашего города.
Покупка пластика для 3D принтера в Ижевске
Пластик FNYLON EX для 3D-печати — особенности, характеристики, настройки
Характеристики и параметры NYLON (нейлон) пластика
Настройка 3D принтера для печати NYLON пластиком
Выбор производителя и покупка NYLON (нейлон) пластика для вашего верного и надежного друга 3D принтера
Пластик FLEX для 3D-печати — особенности, характеристики, настройки
Характеристики и параметры FLEX пластика
Настройка 3D принтера для печати FLEX пластиком
Выбор производителя и покупка FLEX пластика для вашего верного и надежного друга 3D принтера
Пластик HIPS для 3D-печати — особенности, характеристики, настройки
Характеристики и параметры HIPS пластика
Склеивание, обработка и полировка изделий ил HIPS пластика
- Услуги 3Д печати
- Магазин пластика
- Портфолио работ
- Контакты
- Сотрудничество
- Отзывы
- 3Д печать изделий
- 3Д печать корпусов
- Прототипирование
- 3Д моделирование
- Стоимость 3Д печати
- Какой формат нужен для 3Д печати
- Онлайн расчет стоимости 3Д печати
Ваше сообщение отправлено
Спасибо за регистрацию на нашем сайте.
Вы можете войти в личный кабинет,
используя логин и пароль
Как запрограммировать 3D-принтер
Краткая инструкция по настройке принтера:
- Выбрать 3D-модель. Изделие можно нарисовать самому в специальном CAD-редакторе или найти готовый чертеж — в интернете полно моделей разной сложности.
- Подготовить 3D-модель к печати. Это делают методом слайсинга (slice — часть). К примеру, чтобы распечатать игрушку, ее модель нужно с помощью программ-слайсеров «разбить» на слои и передать их на принтер. Проще говоря, слайсер показывает принтеру, как печатать предмет: по какому контуру двигаться печатной головке, с какой скоростью, какую толщину слоев делать.
- Передать модель принтеру. Из слайсера 3D-чертеж сохраняется в файл под названием G-code. Компьютер загружает файл в принтер и запускает 3д-печать.
- Наблюдать за печатью.
Правильный первый слой
Как и при печати любого типа нити, получение хорошего первого слоя имеет большое значение для успешной печати. Без хорошего первого слоя вам, вероятно, нужно будет перепечатать элемент.
Мы экспериментировали с несколькими различными типами кроватей и методами адгезии, и лучшие из них перечислены ниже.
Печать на синей ленте
Синяя лента, является лучшей поверхностью для печати пластика PETG. Помимо улучшения качества адгезии вы можете удалять деталь прямо вместе с лентой. PETG весьма хорошо прилипает к большинству поверхностей, вплоть до того, что вырывает из них куски, либо связывается с ними навсегда. Печать на синей ленте дает вам возможность удалить любую деталь, не повредив поверхность для печати.

Печать на стекле
Стекло очень гладкое, что придает печатаемой детали глянцевую поверхность. Мы считаем, что лак для волос на нагретой кровати (50-60 ° C) лучше всего работает на голом стекле. Некоторые пользователи сообщяли, что PETG настолько хорошо прилип к их стеклянной кровати, что из нее были вырваны куски. Печатайте на стекле с осторожностью.
Другие поверхности для печати
Подложка BuildTak хорошо работает с нитью PETG. Она также работает с PLA и ABS без необходимости смены подложки. Конечно она изнашивается со временем, но адгезия с пластиком весьма хорошая.
Поверхности печати PEI отлично подходят для большинства других нитей и очень хорошо работают с PETG. Слишком хорошо. Иногда он вырывает куски PEI, поскольку он прочно связывается с поверхностью.
Применение других материалов в 3D печати:
Другие материалы тоже могут быть использованы в 3Д печати, но они не так широко применяются, ввиду их ограниченной специфики. Эти материалы включают в себя керамику и песок.
Из-за специфики аддитивного производства, детали изготовленные при помощи 3D-печати, будут иметь анизотропные механические свойства, а это означает, что они будут слабее в направлении оси Z. Для функциональных частей механизмов, эту характеристику следует учитывать при проектировании модели.

На ранних этапах важно определить, должна ли деталь быть функциональной, или ей достаточно иметь хорошие визуальные характеристики. Это очень поможет в выборе наиболее подходящего процесса 3Д печати.
Как правило, детали изготовленные из термопластичных полимеров (технология FDM) лучше подходят для функциональных деталей, в то время как термореактивные материалы (жидкие смолы) технология SLA или DLP, лучше всего подходят 3D печати небольших и сложных геометрических деталей, например ювелирные изделия или для стоматологов.
5. Подготовка Picaso Designer X перед печатью Wax Base
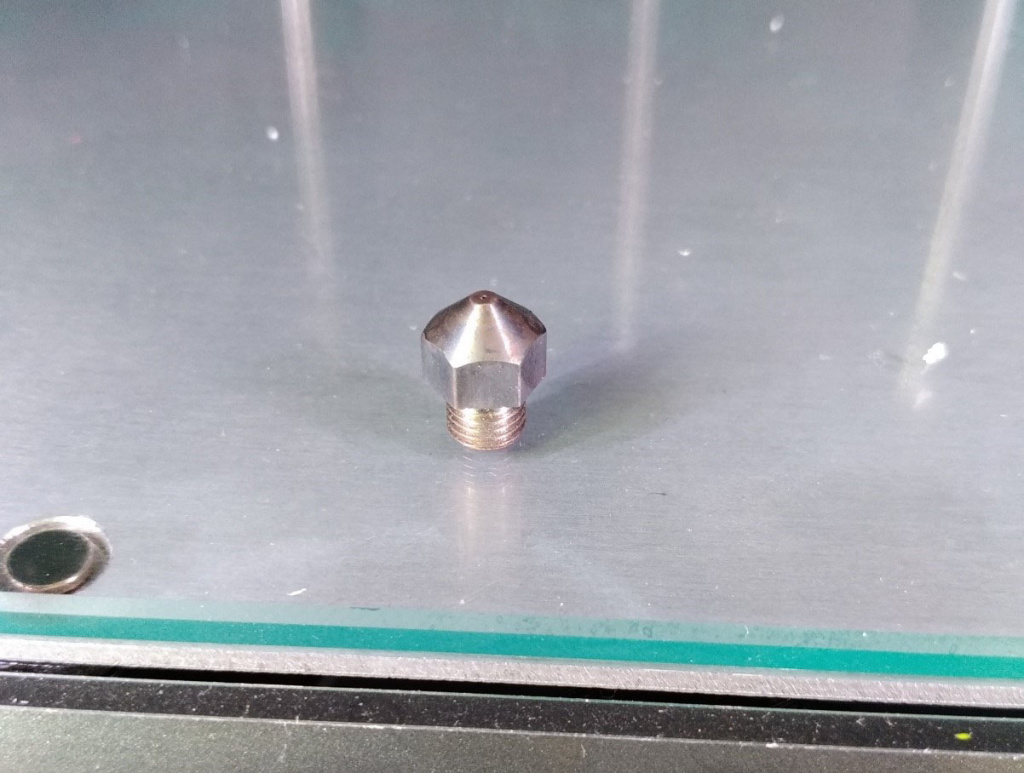
Чтобы уверено печатать Wax Base на вашем устройстве, необходимо запастись чистым, желательно новым, блоком экструдера с новым же, или тщательно очищенным медным соплом диаметром не менее 0.4мм. В нашем случае, наиболее подходящим в линейке Picaso Designer X является сопло 0.5.
Так же необходимо учесть следующие нюансы:
На принтерах Picaso 3D установлен резиновый чистик, для прочистки ПГ – при печати WAX он размазывает материал и скорее вредит, чем приносит пользу, его необходимо снять.
Для нормальной адгезии нагревательный стол на первом слое должен быть разогрет до 85-90 градусов, последующие слои – необходимо установить на 0-30 градусов, чтобы не деформировать воск. Для этого необходимо иметь два разных профиля материала.
Обдув – требуется при печати нависающих элементов, главное не переборщить, иначе слои будут плохо спекаться.
Wax, как и многие эластомеры не любит ретрактов, этот параметр необходимо установить на 0.
Заправка пластика проходит в два этапа. Первый – заправка на повышенной температуре 190-200 градусов, для устранения возможной восковой пробки. Второй этап- заправка на температуре экструзии – 110-130С
Необходимо помнить, что пластик очень чувствителен к температуре экструзии, слишком высокая забивает сопло, слишком низкая даёт слабую межслойную адгезию. Оптимальная температура на picaso designer x – 115 градусов на первый слой, 120-125 градусов на последующие.
Периодически нужно проверять, не слипается ли нить пластика, намотанная на катушку сама с собой, это может вызвать проскальзывания материала, т.к. он легко вытягивается.
Очень важно правильно выставить высоту сопла над столом, т. к. в случае, если сопло будет пережато, в экструдере быстро образуется пробка, устранить которую получится только перезаправкой пластика заново.
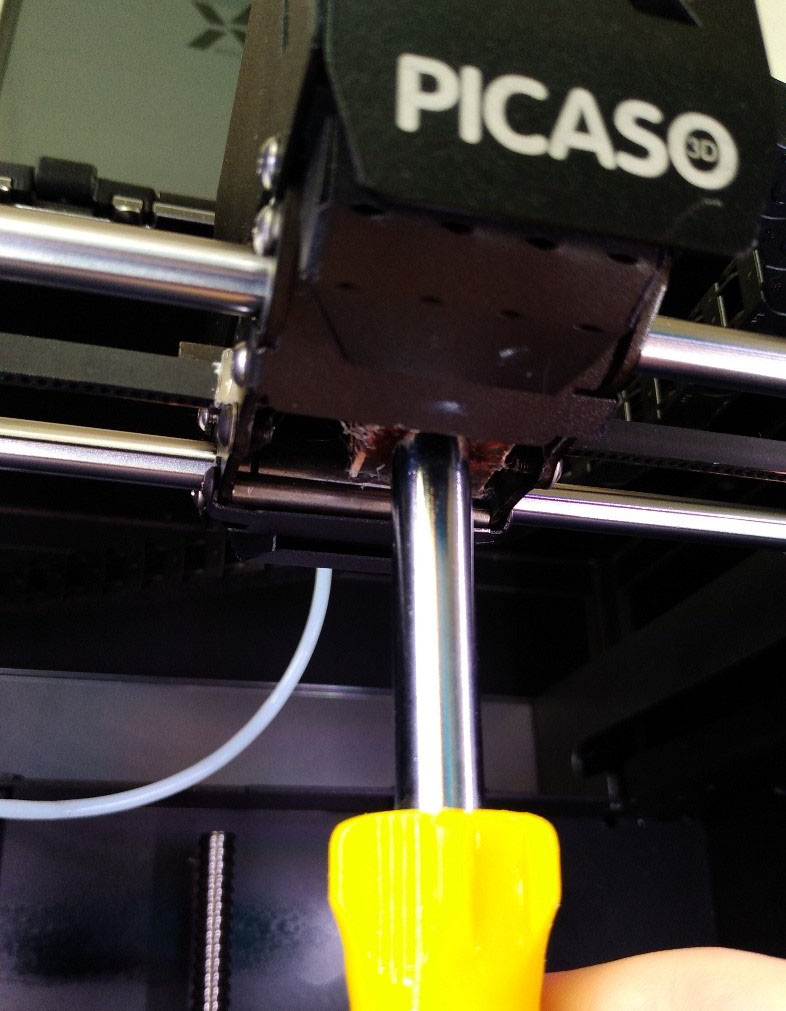
Перед печатью в первый раз обязательно замените хотенд целиком, или сопло на новое / чистое, в противном случае желаемый результат не будет достигнут.

При подготовке 3д модели к печати в Polygon X, необходимо придерживаться следующих правил, старайтесь не делать внешнюю стенку очень тонкой, материал может лопаться. Идеальный вариант – 2 периметра, примерно в 1.2 мм, при сопле 0.5
Процент заполнения, не менее 15%, если позволяет геометрия модели.
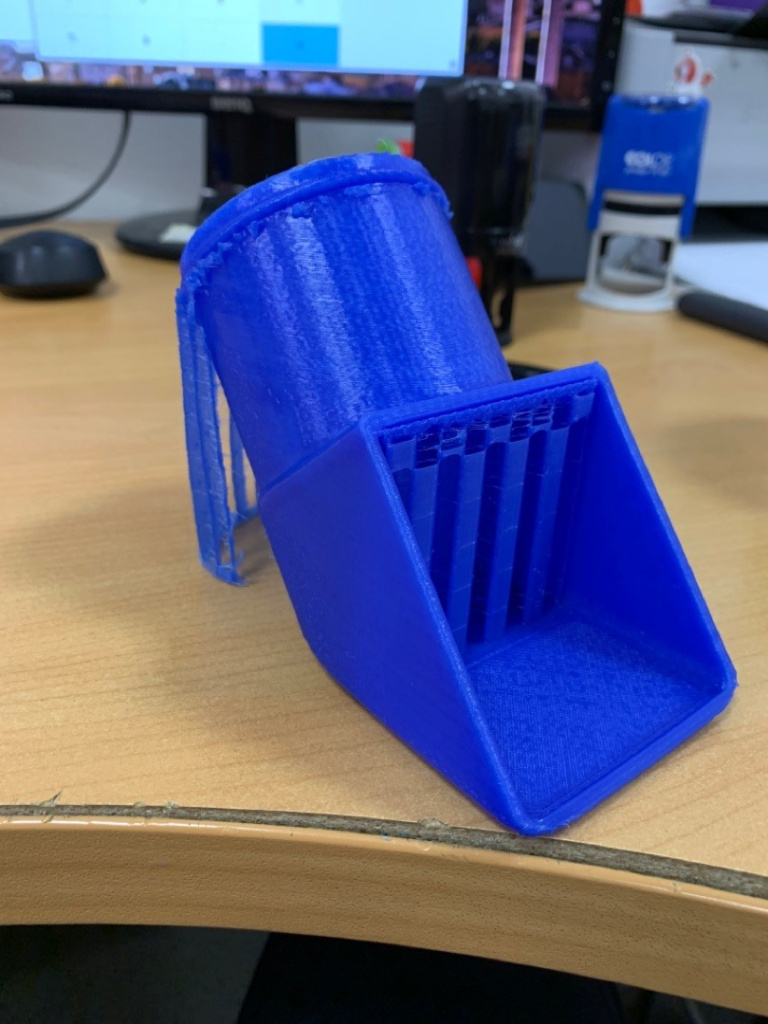
В остальном, требования к материалу такие же, как к обычным пластикам. Необходимо отметить, что поддержки отходят очень легко и при необходимости место прикрепления можно обработать горелкой или строительным феном, дабы добиться ровной поверхности.
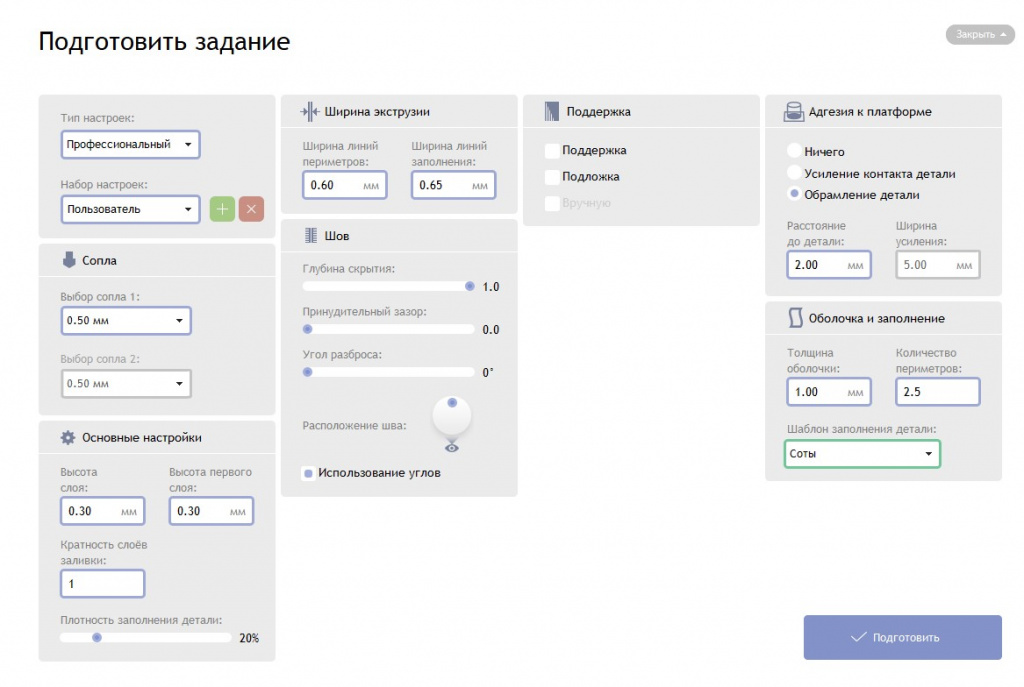
Текущие модели мы печатали при следующих настройках (на фото выше).
Осталось завести два профиля печати под печать первого и последующих слоев, отправить их на принтер и подождать результатов печати.
Получение нужной температуры
Следите за тем, сколько нити не оказывается там, где она должна быть. Пластик PETG может просачиваться, поэтому следите за нитью, которая застревает на сопле. Иногда капли нити PETG будут прилипать к соплу, а затем цепляться к части печати, где ее не должно быть. Если это произойдет, он остынет и затвердеет, что может представлять опасность для сопла. Результатом, как правило, является сдвиг слоя, который может нанести ущерб печати.
Можно ли применять напечатанные изделия
Зависит от качества материала, принтера и конечного изделия. Часто домашние принтеры неточно передают форму и цвет предмета. Изделия из пластика нужно дополнительно обработать: иногда они печатаются с заусенцами и дефектами и почти всегда с ребристой поверхностью.

Изделие после и до обработки. Источник: 3D-Today
Для обработки поверхности есть несколько способов — не все подходят для домашнего применения:
- механическая обработка — шлифовка вручную, срезание заусенцев;
- химическая — погружение в ацетон, пескоструйная обработка, нанесение спецраствора кисточкой.
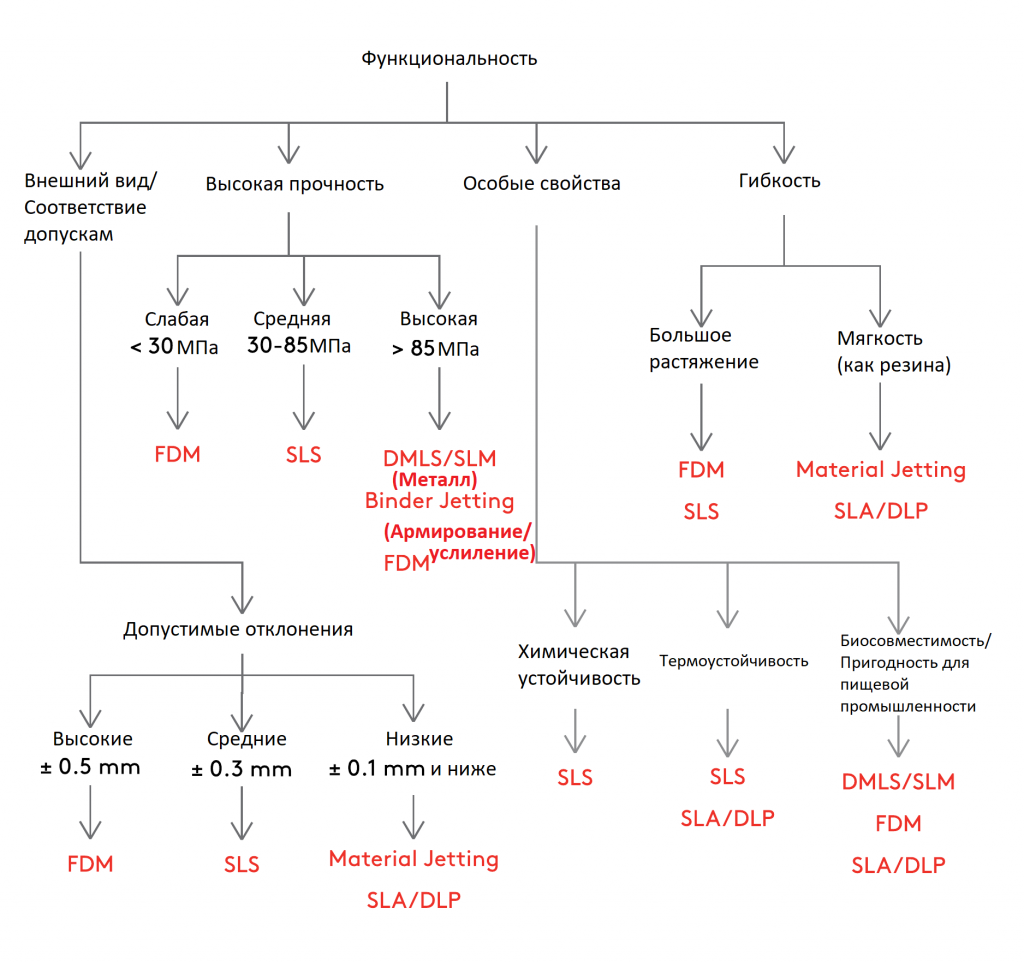
Функциональные возможности 3D печатных деталей:
Приведенная ниже схема определяет наиболее подходящий вид 3D печати под функциональные требования.
На PETG
При замене нити с чего-то другого на PETG, вам нужно нагреть печатающую головку по крайней мере до температуры, необходимой для плавления предыдущей нити, подталкивая пруток, повышайте температуру до плавления PETG
Как только следы предыдущей нити перестанут выходить из сопла PETG будет готов к печати.
С PETG
При переходе с нити PETG на другую нить, вам нужно нагреть печатающую головку по крайней мере до температуры плавления PETG или немного горячее. После того, как вы подадите новую нить, вы можете настроить температуру печатающей головки, чтобы она соответствовала температуре плавления этой нити.
Можно ли использовать стеклянную кровать с подогревом?
И да, и нет. Технически вы можете использовать стеклянную кровать на неотапливаемом принтере. Однако, как и в случае с адгезией слоя без нагрева, у вас могут возникнуть проблемы с прилипанием отпечатка к кровати. Даже с помощью клея или лака для волос.
Хотя я не рекомендую использовать стеклянную поверхность для печати, если ваша кровать не нагревается, это, безусловно, возможно.
Я ошибаюсь?
Знаю, что это очень самоуверенное руководство и решительная точка зрения. Я пришел к такому заключению после того, как приобрел полдюжины принтеров, экспериментировал со всеми возможными типами поверхностей и консультировался с несколькими профессионалами в области 3D-печати.
Есть, конечно, исключения. Специализированные типы принтеров, принтеры, которые должны касаться кровати, изготовленной из определенного материала (например, металла), до уровня, и т.д.
3д печать на стекле — хорошая идея.
Статья опубликована Заком на howchoo.com.
Все новости в наших группах: вконтакте, twitter, facebook
Что можно напечатать на 3D-принтере
В интернете полно подборок с инструкциями для печати 3D-изделий. 3D-Today публикует фотографии работ владельцев принтеров, от мелких запчастей до скульптур. На «Хабре» уже три года назад постили список «50 крутых вещей для печати на 3D-принтере». Make3D написали о более масштабных проектах — печати автомобилей, оружия, солнечных батарей и протезов.
Есть ряд перспективных областей, в которых уже применяют 3D-печать.
Изготовление моделей по собственным эскизам. Константин Иванов, создатель сервиса 3DPrintus, в интервью «Афише» рассказал, что 3D-печать приведет к расцвету customizable things: любой сможет собрать и распечатать нужное изделие онлайн. Например, сделать модель робота и заказать его печать на промышленном принтере, создать и распечатать свой дизайн обручальных колец или обуви. Примеры таких проектов — Thinker Thing и Jweel.
Быстрое прототипирование. Самая популярная область, в которой используют трехмерную печать. На 3D-принтерах делают тестовые модели протезов, прототипы лечебных корсетов, барельефов, олимпийского снаряжения.
Прототипы детских протезов, 3D-печать. Источник: 3D-Pulse
Сложная геометрия. 3D-принтер легко справляется с изготовлением моделей любой формы. Несколько примеров:
— в австралийском университете исследовали возможности 3D-принтера и напечатали табурет в форме отпечатка пальца;
— шеф-повар из Дании победил в конкурсе высокой кухни: он напечатал на 3D-принтере миниатюрные блюда сложной формы из морепродуктов и свекольного пюре;

Одно из победивших блюд шеф-повара. Источник: 3D-Pulse
— в немецком институте разработали систему для ускоренной 3D-печати — за 18 минут принтер изготавливает сложное геометрическое изделие высотой в 30 см. Обычно у принтеров уходит час на печать карманных фигурок.
Важные моменты аддитивного производства:
- При разработке прототипа, важно определить какая требуется точность изделия. Как правило, выбор аддитивной технологии с более высокой точностью увеличивает стоимость 3D печати.
- Общая прочность детали зависит от различных механических и физических свойств. Когда требуются высокая прочность и жесткость, лучшими решениями являются металлическая 3D-печать или FDM печать, усиленная непрерывными углеродными волокнами. Пример FDM 3D печати с армирующим волокном это 3D принтер Anisoprint Composer A4
- Не стоит забывать, что существуют инженерные материалы для 3D печати со спец. свойствами, такими как термостойкость, огнестойкость, химическая стойкость или которые сертифицированы как биосовместимые (например для применения в стоматологии).
Проектирование деталей для PETG
PETG имеет коэффициент усадки менее 0,01 см, печать деталей больших размеров не проблема если поверхность для печати хорошо выровнена.
Использование поддержек может быть легко выполнено при использовании пластика PETG, но более крупный воздушный зазор может потребоваться для легкого удаления поддержек.
Диагностика
Несколько вопросов могут возникнуть во время печати PETG. Ниже приведен обзор некоторых наиболее частых проблем с печатью нитью PETG и шаги, которые вы можете предпринять для их устранения:
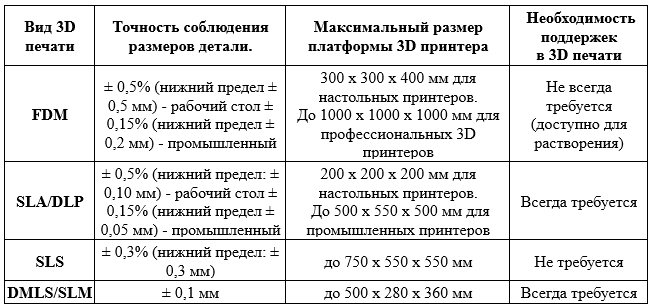
Выбор технологии 3D печати по производственным возможностям.
Важно иметь представление об основных видах 3D печати, чтобы полностью понять их ключевые преимущества и недостатки. .
Вот несколько удобных правил, которые помогут вам помочь:
· Размер платформы определяет максимальные размеры детали, которую может изготовить 3D принтер. Для деталей, размер которых превышает размер платформы принтера, можно рассмотреть возможность перехода на альтернативную технологию 3D печати или порезать деталь на несколько частей, которые можно склеить после печати в единую модель.
· Необходимость поддержек определяет уровень свободы проектирования. Процессы, которые не требуют поддержек, такие как SLS, или же при использовании растворимых материалов (как в FDM печати 2-мя экструдерами), имеют меньше недостатков и могут с большей легкостью создавать структуры свободной формы.
Где применяют 3D-печать
В основном в профессиональных сферах.
Строительство. На 3D-принтерах печатают стены из специальной цементной смеси и даже дома в несколько этажей. Например, Андрей Руденко еще в 2014 году напечатал на строительном принтере замок 3 × 5 метров. Такие 3D-принтеры могут построить двухэтажный дом за 20 часов.
Медицина. О печати органов мы уже упоминали, а еще 3D-принтеры активно используют в протезировании и стоматологии. Впечатляющие примеры — с помощью 3D-печати врачам удалось разделить сиамских близнецов, а кошке без четырех лап поставили протезы, которые напечатали на принтере.
Подробнее о 3D-принтинге в медицине можно узнать в статье издания 3D-Pulse.
Космос. С помощью трехмерной печати делают оборудование для ракет, космических станций. Еще технологию используют в космической биопечати и даже в работе луноходов. Например, российская компания 3D Bioprinting Solutions отправит в космос живые бактерии и клетки, которые вырастят на 3D-принтере. Создатель Amazon Джефф Безос презентовал прототип лунного модуля с напечатанным двигателем, а космический стартап Relativity Space строит фабрику 3D-печати ракет.
Авиация. 3D-детали печатают не только для космических аппаратов, но и для самолетов. Инженеры из лаборатории ВВС США изготавливают на 3D-принтере авиакомпоненты — например, элемент обшивки фюзеляжа — примерно за пять часов.
Архитектура и промышленный дизайн. На трехмерных принтерах печатают макеты домов, микрорайонов и поселков, включая инфраструктуру: дороги, деревья, магазины, освещение, транспорт. В качестве материала обычно используют недорогой гипсовый композит.
Одно из необычных решений — дизайн бетонных баррикад от американского дизайнера Джо Дюсе. После терактов с грузовыми автомобилями, которые врезались в толпу людей, он предложил макет прочных и функциональных заграждений в виде конструктора, которые можно напечатать на 3D-принтере.
Изготовить прототип помогла компания UrbaStyle, которая печатает бетонные формы на строительных 3D-принтерах
Образование. С помощью 3D-печати производят наглядные пособия для детских садов, школ и вузов. В некоторых московских школах с 2016 года есть трехмерные принтеры: на уроках химии дети разглядывают 3D-модели молекул и проводят реакции в напечатанных пробирках, на физике изучают электрическую цепь на 3D-прототипе токопроводящего стенда, а еще сами печатают себе ручки на уроках ИЗО.
Узнать больше о 3D-технологиях в школах можно на сайте «Ассоциации 3D-образования».
А еще 3D-печать помогает в быту, производстве одежды, украшений, картографии, изготовлении игрушек и дизайне упаковок.
Подведем итоги:
Прежде всего определите какую задачу вы ставите перед 3D печатью. Функциональность или внешний вид детали.
Если более, чем один вид 3D печати подходит под задачи, то процесс выбора сводится к сравнению финансовых затрат.
Для функциональных деталей выбирайте технологию FDM, нежели печать жидкими фотополимерами SLA или DLP.
Для внешнего вида и эстетики наилучшим вариантом являются технологии SLA или DLP.
А на этом у нас все! До новых встреч!
Приобрести 3 D принтер, или чпу станок вы можете в нашей компании. Связаться с нами можно одним из следующих способов:
Деталь имеет плохую заполнение и верхние слои.
Когда нить, во время печати заполнения и/или верхних слоев, скатывается катышком за соплом:
- Убедитесь, что температура экструзии не слишком низкая.
- Замедлите скорость печати на 10-20%, либо с повышением температуры, либо без нее. Скорость и температура напрямую связаны с получением хорошей экструзии.
- Проверьте натяжение нити.
Края отпечатков имеют дефекты.
Дефекты на внешней стороне печатаемых деталей могут возникать по различным причинам.
Если принтер тормозит при подключении к компьютеру:
- Убедитесь, что компьютер не слишком занят для подачи команд принтера. Запуск приложений, отличных от программного обеспечения для управления принтером, одновременно с печатью будет использовать часть памяти компьютера. Если другие программы используют достаточно памяти, то она недоступна для связи принтера и печать может пострадать.
- Печать с SD-карты. На некоторых принтерах вы можете распечатать файлы с SD-карты. Это часто помогает работать более гладко.
Если нить пузырит, при выходе из сопла:
- Высушите нить. Влажная нить будет гидролизоваться по мере ее плавления и будет значительно слабее, чем нить, напечатанная сухой.
От качества нити напрямую зависит качество вашего отпечатка. Некоторые любители преуспели в печати добротных деталей из нити более низкого качества.
Высокие участки отпечатков выглядят расплавленными или сплющенными вместе.
- Включите охлаждающие вентиляторы.
- Понизьте температуру и скорость.
- Напечатайте больше чем одну часть для того чтобы дать слоям время на охлаждение.
Используйте небольшой вентилятор. Если принтер не оснащен встроенным вентилятором, можно воспользоваться небольшим настольным вентилятором. Просто убедитесь, что вентилятор не охлаждает печатающую головку.
Часть детали сворачивается с кровати.
Хотя это не происходит с PETG так же, как с некоторыми другими нитями (например, ABS), деформация может произойти и уничтожить идеальный отпечаток.
Если это происходит, Используйте больше клея для кровати (в зависимости от вашей поверхности кровати). 2-3 слоя клеевого материала на подложке обычно достаточно.
Избегайте неровного нанесения клеевого материала или его невероятно толстых слоев, которые могут помешать печати.
ли со статьей или есть что добавить?