Как паять медь: методы, особенности, совместимость с другими металлами
![]()
Любой домашний мастер сталкивался с проблемой соединения медных деталей и элементов. Сюда можно отнести как электромонтажные работы, так и соединение медных труб при организации отопительных контуров. Но как правильно подойти к решению подобного вопроса? В сегодняшней статье речь пойдёт о том, как правильно выполнить пайку медных элементов, возможно ли совмещение этого металла с алюминием или нержавеющей сталью, а также какие дополнительные составы потребуются для выполнения подобных работ.
Разновидности и выбор припоев для пайки меди

С появлением индивидуального домостроительства востребованность пайки труб из цветных металлов, применяемых для инженерных сетей, стала довольно высокой. Для обеспечения бесперебойной работы такой трубопроводной системы требуется выполнять надежные стыки труб. Добиться этого можно с использованием процесса, называемого пайкой металлов.
Трубы в домах индивидуальной застройки нередко делают из меди. Чтобы выполнить разъемное соединение деталей из этого металла, потребуется применить сложный технологический процесс пайки.


Правила пайки меди и бронзы
Вызывающая интерес пайка меди может выполняться одним из четырех методов: паяльником, газовой горелкой, в печах или ваннах. Когда разговор заходит о низкотемпературной технологии, то подразумевают именно паяльник. Все остальные относятся к высокотемпературным процессам.
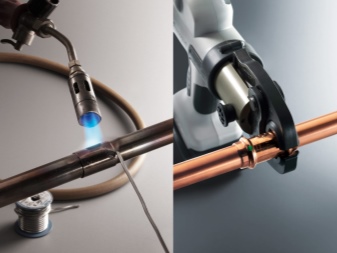
Пайка медных труб своими руками при помощи газовой горелки

Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
- Читайте также:
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Пайка медных труб: общие сведения, способы и технология выполнения работ

Медные трубопроводы сейчас широко применяются для создания отопительных систем и во время прокладки внутридомовых водопроводных сетей. Они постоянно используются при установке кондиционеров. Поэтому так часто проводится пайка медных труб. Расскажем о вариантах выполнения соединений, используемом оборудовании и расходниках. Рассмотрим также подробно технологию проведения работ, включая отрезку труб, применение флюса, соединение двух деталей и саму пайку.
Флюс для пайки алюминия с медью: проблемы и решения, нужные составы

Пайка двух проводов всегда лучше их простой скрутки – такое соединение плотное, оно никогда не искрит, следовательно, не греется и не перегорает. Лучше всего паяется медь – она легко поддается лужению и припой пристает к этому цветному металлу без каких-либо проблем. Именно поэтому в схемах любой техники используются именно медные провода. Но бывают ситуации, когда необходима пайка меди с алюминием – обычно, это в тех ситуациях, когда в доме старая алюминиевая проводка и нужно установить новую розетку или светильник.
Как спаять медные элементы: общая информация
Наиболее часто встречающаяся проблема – это необходимость пайки скруток медных проводов. Но, независимо от того, какие металлы придётся спаивать, всегда остаётся необходимость очистки поверхностей от жиров и окисла. Для этого используется канифоль, паста для пайки медных труб или паяльная кислота.
Для того чтобы элементы были спаяны прочно, рекомендуется сначала обработать их по отдельности флюсом, после чего облудить – нанести тонкий слой припоя на их поверхности. После этого их можно соединить и, добавив немного припоя, основательно прогреть. Олово расплавится и максимально прочно соединит элементы.

В некоторых случаях вместо паяльника используется газовая горелка. Она применяется, когда спаиваемые детали слишком крупные. В этих случаях даже самый мощный паяльник не способен их прогреть, а значит, о прочном соединении можно забыть. Горелка же прогревает их более основательно.
- Читайте также:
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
-
долговечность эксплуатации;
- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Общая информация
Прежде чем приступать к пайке меди, необходимо внимательно изучить ее методику. Попытки сразу использовать паяльник или другое оборудование точно ни к чему хорошему не приведут. Ответственные специалисты обязательно изучают тематические ГОСТы:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).

Пайка меди проводится двумя ключевыми способами. При высокотемпературной методике производится нагрев до 900 градусов. Подобный подход дает очень хорошие результаты на трубах высокого давления. Разумеется, тут нельзя обойтись без специальных материалов — рядовой припой не справится с такой задачей. А в идеале под каждое конкретное задание должен подбираться свой тип припоя.
- Читайте также:
С инженерной точки зрения пайка представляет весьма сложный физико-химический процесс, при котором достигается неразборное соединение. Часть детали под воздействием нагретого вещества будет плавиться, при этом происходят такие частные процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.

То, насколько прочным окажется стык, зависит от появляющихся химических связей между соприкасающимися слоями, а также между отдельными частицами. Преимущества пайки таковы:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).


Медь паять легче, чем многие другие металлы. Ее поверхность очищается от грязи без всяких проблем. Реакция разогретой на воздухе меди с кислородом и другими контактными веществами практически отсутствует. Потому можно отказаться от различных флюсов сложного состава. Трубопроводы паяют в основном по «капиллярной» методике, что усложняет отбор труб по геометрическим показателям, однако позволяет добиваться исключительно высоких результатов.


- Читайте также:
Важные особенности имеет пайка медных шин. Нахлест в этом случае должен быть равен сечению обрабатываемых деталей как минимум. В идеале нужно делать на 50% больше, потому что приходится еще готовить отверстия под болты и стягивать изделия. Можно и ряд мелких крепежей в два ряда вкрутить — тогда прочность дополнительно возрастет. Лужение производится отдельно для каждой части, чтобы припой гарантированно затек в щель.


Правила паяния медных деталей
Паяльник используют лишь для соединения мелких деталей, а сам процесс паяния производится при температуре +350 ℃. Крупные же заготовки, ввиду их повышенной теплопроводности, нужно паять только горелками.
Что касается ванн и печей, то здесь две позиции, отличающиеся друг от друга наполнителем. Это может быть припой или соль. Необходимо отметить, что соли выполняют две функции: нагревательного элемента, как источника температуры, и флюса.
То есть, в технологиях, где используются соляные печи или ванны, флюсы не применяются.
В принципе, в независимости от металла заготовок, сам процесс соединения одинаков для всех материалов. И делится он на шесть этапов:
-
очистка заготовок меди механическим способом для удаления оксидной пленки;
- обезжиривание;
- внесение флюса в зону пайки;
- нагрев зоны.
- внесение припоя;
- зачистка стыка от флюса и припойного материала.
Также проводится пайка бронзы. Основное отличие – это необходимая марка припоя и флюса. Поскольку бронзы представляют собой сплав меди, олова и некоторых других элементов, то выбор припоя не составляет труда.
К бронзам также относят сплавы меди и кадмия, меди и бериллия, сплавы со свинцом, алюминием. Необходимо обращать внимание на состав бронзы, в зависимости от которого меняются свойства материала.
Подготовка к пайке – что необходимо знать об этом процессе?
На данный момент паять медь можно двумя основными способами, которые отличаются друг от друга температурой нагрева. Высокотемпературный способ предусматривает повышение температуры до 900 градусов Цельсия, такой метод отлично зарекомендовал себя в трубопроводах, где давление на стенки максимальное. Чтобы припаять медные трубы при помощи высокотемпературного способа, потребуются специальные материалы, в том числе твердоплавкий флюс и твердый припой. Обычный припой здесь не подойдет, поскольку лишь у твердого аналога температура плавления достигает необходимых значений.

Пайка меди
Низкотемпературный метод пайки существенно проще, поскольку металл разогревается лишь до 500 градусов, хотя обычно вполне хватает и 380 градусов Цельсия. В домашних условиях именно таким методом обычно привариваются различные медные элементы. Для работы нам потребуется стандартный флюс, который плавится при указанных температурах, а также прут или проволока диаметром до 3 мм. Если же говорить о припое, то он должен быть мягким – отлично подойдет 97 процентный сплав олова с металлами, к примеру, с сурьмой, серебром или селеном.
Чтобы спаянные детали прочно и крепко были скреплены между собой, требуется подобрать соответствующий флюс. Флюс представляет собой специальное вещество, напоминающее пасту по своей консистенции, содержащее в своем составе хлорид цинка. Это вещество наносится достаточно толстым слоем на поверхность трубы или любой другой медной детали. Функции флюса достаточно разнообразны, среди самых важных можно выделить следующее:
- Позволяет припою равномерно растекаться по месту спайки;
- Своеобразный индикатор, который дает возможность определить нужный момент для поднесения припоя и начала процесса спаивания меди;
- Существенно улучшает сцепление меди и припоя;
- Практически полностью удаляет кислород, что предотвращает окисление металлических изделий.
Пайка представляет собой достаточно опасный процесс, поскольку приходится иметь дело с очень высокими температурами, даже при низкотемпературном спаивании. Поэтому требуется быть очень аккуратным, параллельно соблюдая все правила техники безопасности. Следует учитывать все нюансы в работе, ведь раскаленный металл точно так же опасен для здоровья человека, как и сама горелка. Кроме этого медь является отличным проводником тепла, что способствует нагреванию огромной площади трубы, а не только непосредственно спаиваемого участка.
В случае необходимости приваривания медных элементов, не встроенных в трубопроводную систему, требуется предварительно подготовиться к этому процессу. Для таких случаев предусмотрены специальные невозгораемые опоры, на которых медные элементы могут находиться в течение времени, нужного для их полного остывания.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Проблемы с пайкой алюминия
Большинство людей, которые дружат с паяльником, хоть раз в жизни пытались спаять алюминий и убедились в том, что это практически невозможно даже после лужения соляной кислотой. Но почему так? Противостоит хорошему контакту с оловом пленка оксида алюминия (Al2O3), которая возникает сразу же после зачистки. Это говорит о том, что сначала нужно ограничить возможность возникновения оксидной пленки и только потом приступать к пайке – иначе никак.
Примечательно, что оксид алюминия является драгоценным камнем, известным под названием корунд. В зависимости от содержания примесей, корунд может быть красным (примеси хрома Cr), известным как рубин, или синим, где есть примеси железа (Fe) и титана (Ti), известным как сапфир. То есть припой никак не может иметь адгезию с камнем, пусть даже драгоценным.

Пайка с активным жидким флюсом
Но как припаять медь к алюминию, если оксидная пленка не позволяет этого сделать? Да, все правильно – нужно как-то ограничить образование оксида. Для этого существуют активные флюсы, содержащие ортофосфорную и ацетилсалициловую кислоты вместе с натриевой солью борной кислоты. По сути, знакомая всем канифоль тоже имеет такой состав, но содержание вышеперечисленных активных элементов там низкое, поэтому результат при лужении алюминия сводится чуть ли не к нулю.
При пайке с применением активных флюсов очень важно соблюдать правила техники безопасности, и это вовсе не пустые слова. Как вы понимаете, приходится иметь дело с ортофосфорной и ацетилсалициловой кислотой, а пары от этих химических соединений раздражают слизистую оболочку и могут попасть в легкие и в кровь. То есть вы попросту будете вдыхать яд, а разрушенная слизистая никак вас не защитит. Результаты пайки с применением активных флюсов отличные, но после соединения кислоты все равно остаются в рабочей зоне и их обязательно нужно смывать. Лучше всего для этого подходят щелочи, а если говорить проще – это раствор кальцинированной или пищевой соды – он нейтрализует кислоты.
Вот некоторые из жидких флюсов, предназначенных для работы с паяльником:
- Castolin Alutin 51L. На 32% состоит из олова (Sn), свинца (Pb) и кадмия (Cd). Состав хорошо себя ведет при температуре от 160°C и с припоем от этого же производителя.
- Ф-61. Состоит из триэтаноламина (C6H15NO3), тетрафторобората цинка (B2F8Zn) и татрафторобората аммония (NH4[BF4]). Рекомендуется для лужения и пайки алюминия при температуре250°C.
- Ф-64. Состоит из тетраэтиламмония (C8H20ClN), фторидов, смачивающих присадок и ингибиторов. Хорошо разрушает оксидную пленку любой толщины и как нельзя лучше подходит для пайки алюминия с медью.
Примечание: как вы понимаете, главную проблему при пайке меди с алюминием представляет оксидная пленка (Al2O3), поэтому главной целью является ее нейтрализация.
Общие сведения
Несмотря на более высокую цену трубопроводов из меди, они все чаще применяются во время монтажа инженерных коммуникаций в жилых частных постройках. Причина этому их отличная термостойкость, хорошая гибкость и продолжительная долговечность.
Если пайка медных трубок выполнена качественно при соблюдении технологии, тогда коммуникации можно без опаски заливать бетоном, прокладывать в стенах. В любом случае инженерные системы будут эффективно выполнять свое предназначение. Ими можно будет пользоваться, пока здание не разрушится. Поэтому высокие затраты на монтаж медных трубопроводов всегда окупаются.
Чтобы пайка меди была осуществлена качественно, нужно обладать знаниями, необходимыми приспособлениями и расходными материалами. При этом сам процесс проводится достаточно просто. Ведь во время его выполнения не нужно использовать агрессивные вещества для очистки медных поверхностей.
Медь хорошо соединяется с большим количеством легкоплавких металлов. Это позволяет быстрее подобрать нужный припой. Кроме того, не требуется использовать дорогой флюс, потому что при процессе расплавления металла отсутствует интенсивное взаимодействие с кислородом. Еще не происходит деформация труб, а созданное соединение после нагрева легко разбирается.
Некоторые данные по расходным материалам
В качестве расходных материалов в подобной работе используются:
- флюс;
- припой;
- соединительные фитинги.
Стоит разобраться с этими материалами более подробно.

Использование флюса для пайки меди
Флюсом называют различные вещества или их соединения, способные удалить с металлической поверхности различные загрязнения, жиры и оксидную плёнку. В качестве флюса чаще всего используют канифоль или паяльную кислоту, которую можно изготовить в домашних условиях. Для этого необходима обычная серная кислота и цинк. Цинковые таблетки постепенно добавляются в соляную кислоту, с которой вступают в реакцию. О том, что кислота готова к работе, можно узнать по прекращению реакции, называемой травлением.

ФОТО: vashtehnik.ru Различные варианты флюсов – аммиак слишком едкий и лучше от него отказаться
Иногда может возникнуть ситуация, когда под рукой отсутствует какой-либо флюс. Если поблизости есть сосновые доски или ещё лучше деревья, вполне может выручить обычная смола, которая также способна снять окисел и иные загрязнения.

ФОТО: almaty.satu.kz Наиболее оптимальный флюс – это канифоль
Припой для пайки меди и из чего он состоит
Припой – состав с невысокой температурой плавления, способный максимально уплотнить соединение. Обычно это сплав олова и свинца. Причём чем меньше в составе свинца, тем легче будет проходить процесс пайки. В настоящее время довольно популярны стали припои в форме проволоки, внутри которой уже имеется флюс. При работе с ними не требуется предварительная обработка элементов кислотой или канифолью.

ФОТО: promelec.ru Этот припой сразу изготавливается с флюсом, дополнительной обработки поверхности не требует
Фитинги и их применение при пайке
При необходимости пайки медных труб систем водоснабжения или отопления применяются фитинги. Это вспомогательные элементы, обеспечивающие простоту соединения, ответвления или поворота магистральных труб. Более полно пайка медных труб будет рассмотрена ниже.

ФОТО: potok-holoda.ru Фитингов для пайки существует огромное множество
Подбор припоя и флюса
 Когда проводится пайка медных сплавов при низкотемпературном режиме, применяются оловянно-свинцовые припои и свинцово-серебряные.
Когда проводится пайка медных сплавов при низкотемпературном режиме, применяются оловянно-свинцовые припои и свинцово-серебряные.
В зону пайки добавляется или канифоль, растворенная спиртом, или хлористый цинк. Это флюсы. К сожалению, оловянные и свинцовые добавки – это высокая хрупкость соединения, которая образуется за счет так называемых интерметаллидов. При низких температурных режимах пайки в них образуются трещины.
Поэтому для соединения меди используются припойные материалы, в которых олова содержится не более 15%. Свинцовая составляющая увеличивает ударную вязкость стыка.
А если в материале содержится серебро, то соединение меди становится хладо- и теплостойким. Но необходимо учитывать и тот факт, что серебро снижает прочность соединения.
При диффузионной пайке припой для меди – это несколько металлов: олово, свинец, индий и галлий. Если проводится низкотемпературный процесс, то нельзя гарантировать высокую прочность соединения. Она не выше 70 МПа.
Капиллярная пайка также может быть проведена этими припоями. Но с одним условием – зазор между заготовками не должен превышать 0,5 мм, а температура пайки не больше +900 ℃.
Для пайки оловянной бронзы применяют серебряные, оловянно-свинцовые и медно-цинковые припои. При высоком содержании олова в сплаве медно-цинковый материала нежелателен. В процессе пайки бронзу следует разогревать постепенно, и тщательно флюсовать металл.
Способы пайки
Оптимальный вариант соединения трубопроводов из меди – это именно пайка. При ее выполнении металл расплавляется и заполняет зазор, который находится между элементами. После его отверждения получается монолитная конструкция. Перед тем как паять медь, определяют способ.
Низкотемпературный процесс пайки
Этот способ еще называется мягким методом. Он отличается температурой. Ее значение ниже 450°. В ходе работ используют припой для пайки медных труб. Он может быть, например, оловянным или свинцовым. Это легкоплавкие сплавы.
Низкотемпературной пайкой создают швы, у которых ширина будет равна 7-50 мм. Данный способ позволяет сделать мягкие соединения. Они менее прочны по сравнению с пайкой при температуре выше 450°. Все же у них имеются свои достоинства.
Одним из плюсов мягкого соединения является отсутствие отжига металла, когда осуществляется пайка. Поэтому его прочностные характеристики не изменяются. Благодаря не слишком большой температуре процесс стыковки труб из меди представляет меньше опасности.
Низкотемпературная пайка используется при монтаже водопровода и систем отопления. При этом по трубопроводам должна перемещаться жидкость, температура которой не превышает 130°. Низкотемпературный способ пайки никогда не применяют для монтажа газопроводов.

Высокотемпературный метод
Перед тем как паять медные трубки высокотемпературным способом, мастера подготавливают припой. Для этого метода он представляет собой составы на основе тугоплавких металлов. К таким твердым сплавам относится медь и серебро.
Высокотемпературные соединения выполняются при температуре более 450°. Метод позволяет создавать твердый устойчивый шов. Он выдерживает воздействия механического характера. Такой шов обладает стойкостью к высоким температурам.
Способ отличается отжигом металла во время пайки. В результате происходит размягчение сплава. Это приводит к уменьшению его прочности. Чтобы минимизировать данный недостаток, организуют естественное охлаждение созданных швов. Никогда не используют воду или механический обдув медных элементов.
Пайка меди твердым припоем применяется для соединения трубопроводов, у которых диаметр равен 12-159 мм. Этот метод используется во время монтажа газопроводов. Способ позволяет соединять водопроводные трубы с диаметром более 28 мм. Высокотемпературная пайка также применяется для создания коммуникаций, по которым перемещается среда с температурой выше 120°.
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.

ФОТО: vseinstrumenti.ru Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.





Подробнее с мастер-классом можно ознакомиться в этом видео.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.

ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Как выбрать?
С помощью пайки можно осуществить стыковку труб практически любой сложности – водопровода и отопления, газовой системы, трубок холодильного оборудования, медных проводов. При работе в условиях производства применяют средне- и высокотемпературные припои, а для пайки в домашних условиях лучше использовать низкотемпературные составы, которые дают возможность выполнения стыков паяльником.
Высокотемпературными составами дома пользоваться сложно, так как добиться разогрева припоя до 1100°C без применения специальных приспособлений невозможно. Кроме того, выполнение таких работ пожароопасно, и при работе можно насквозь перфорировать медные тонкостенные трубы.


Чтобы избежать прожига трубы, рекомендуется выбирать для тонких труб низкоплавный мягкий припой, а толстостенные трубы паять твердыми составами.
При выполнении стыков газопроводных труб применяют серебряный или серебросодержащий припой. Серебро обеспечивает точность пайки, прочность готового шва, который устойчив к механическому воздействию, в том числе и к вибрациям различной интенсивности. Такой тип припоя не относится к недорогим вариантам, но качество результата оправдает затраченные средства долгими годами безупречной службы газового трубопровода.


Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
-
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Технология пайки элементов из меди
Перед тем как паять медные трубы, профессионалы подготавливают специальные расходные материалы. К ним относятся флюс, который применяется для удаления оксидов с металла. После его использования припой лучше растекается, а на поверхности уменьшается напряжение.
Качественная пайка осуществляется только с помощью профессионального оборудования. Специалисты в работе используют газовую горелку. Она всегда необходима для проведения мягкой пайки. С ее помощью создается узконаправленное пламя.
В состав газовой горелки входит баллон, где находится смесь из бутана и пропана. Такое оборудование позволяет выполнить обычно не более 400 соединений. Существуют газовые горелки с баллонами, где находится только один бутан.
Для выполнения высокотемпературной пайки специалисты используют пропан-кислородную смесь. Применяют также ацетилен, соединенный с воздухом.
Профессионалы еще используют специальный паяльник, работающий от электричества. Он позволяет паять при низкой и высокой температуре. Он расплавляет любой припой для медных труб.

Отрезка труб
На первом этапе специалисты размечают и отрезают медные трубы с помощью специальных труборезов. Они позволяют сделать ровный рез. Однако для этого медный прокат всегда удерживается перпендикулярно относительно режущего инструмента.
В конструкции трубореза имеется острое лезвие и ролики. Между этими элементами зажимается труба. Потом выполняется вращение инструмента. При этом специалистам приходится подтягивать специальный болт на труборезе после каждого оборота. Благодаря использованию этого инструмента рез получается не только ровным, но и без задиров на внешней поверхности трубы. Они будут присутствовать только внутри медного проката.
Специалисты практически никогда не используют ножовку для резки медных труб. Ведь после ее применения остается большое количество заусенцев на торце проката. Этот инструмент не уменьшает сечение трубы, что нельзя сказать о труборезе. Хотя сужение незаметно и не снижает пропускную способность трубопровода.
После обрезки у медной трубы не должен измениться размер сечения. Во время применения трубореза на кромке среза образуются небольшие заусенцы. Их обязательно удаляют, а внутреннюю поверхность трубопровода очищают от инородных предметов и обезжиривают ее край. То же самое выполняют со второй трубой.
Газовая горелка или паяльник – особенности работы с каждым инструментом
Умелые мастера одинаково качественно приваривают медные элементы и газовой горелкой, и электрическим паяльником. В первом случае необходимо чуть больше мастерства и умения, поскольку работать с инструментом на первых порах бывает сложно. Особенно это касается труднодоступных мест, к примеру, пайка медного радиатора при ремонте автомобиля. В таких случаях используют мощные электропаяльники.

Необходимый материал для паяния медью
Сам же принцип работы всегда одинаков. Разве что паяльник выполняет работу значительно быстрее, поскольку скорость разогрева у него выше. Кроме этого, высокотемпературный метод спаивания может быть реализован исключительно при помощи паяльника, так как газовая горелка разогреть металлические изделия, в том числе и медь, не способна.
Так что устранить самостоятельно трещины или выполнить пайку медных труб в домашних условиях не составит труда. Это под силу абсолютно каждому.
Некоторые виды припоев
 Кадмиевые припои при пайке меди и стали требуют к себе определенных навыков работы с ними. Потому что технологичность этих материалов ниже, чем у предыдущих.
Кадмиевые припои при пайке меди и стали требуют к себе определенных навыков работы с ними. Потому что технологичность этих материалов ниже, чем у предыдущих.
Необходимо отметить, что такое соединение является термостойким (до +350 ℃), но не хладостойким. К тому же стык из кадмиевого сплава будет не очень прочным.
Цинковые припойные материалы редко используются для пайки меди, потому что сам металл быстро растворяется в материале припоя. Это ослабевает стык, отсюда и низкая прочность на разрыв – до 15 МПа.
Цинковые припои, легированные серебром или той же медью, также обладают низкой текучестью. Легированные кадмием или оловом эти материалы хоть и обладают неплохой текучестью, но прочность самого соединения сильно падает.
Медно-фосфористые марки с добавлением серебра – неплохой вариант для пайки. Соединение выдерживает высокие нагрузки, до 300 МПа, и температуру до +800 ℃. Но металл припоя, соединенный с медью, не пластичен. А значит, это небольшая прочность на изгиб.
Серебряные припойные материалы хорошо себя зарекомендовали при высокотемпературных режимах пайки меди. Правда, свои качества они проявляют, если пайка поводится ацетиленом или в специальных печах, где применяются коррозийно-активные флюсы.
Припои с высоким содержанием серебра используются в процессе соединения медных заготовок в вакууме или при нагреве аргоном. Если процесс проводится под давлением, то для соединения используют или фольгу (серебряную), или покрытие серебром.
Припойные материалы, в которых повышенное содержание меди и пониженное серебра, используют редко и в исключительных случаях. Потому что это тугоплавкий сплав, для которого требуется высокая температура нагрева.
Что касается чисто свинцовых припоев, то соединения, им проведенные, недостаточно прочны, но у них высокая пластичность. К примеру, изгибать такие стыки после пайки можно до угла 130°, а на растяжении они могут выдержать до 140 МПа.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Видео описание
Резка медной трубы труборезом и ножовкой, а также удаление заусенцев показано в видеоролике:

Использование флюса
Чтобы понять, как запаять медную трубку, нужно полностью узнать технологию. Она подразумевает обязательное использование флюса. Его наносят кисточкой на наружную поверхность трубы в месте, которым она вставляется в другой трубопровод.
Специалисты осуществляют процесс очень аккуратно. Флюс наносят в минимальном количестве тонким слоем. Его равномерно распределяют по поверхности.
Соединение двух труб перед пайкой
После нанесения флюса две трубы быстро соединяют, чтобы к составу не прилипла пыль. При этом выполняют полную стыковку. Другими словами, одну трубу вставляют в другую до упора. При этом может использоваться фитинг или создаваться раструбное соединение.
Стыкуют два трубопровода путем вращения одного относительно другого. Такое движение облегчает процесс и позволяет равномерно распределить флюс по поверхностям. При этом его не должно быть за пределами соединения. Ведь он представляет собой агрессивное вещество. Поэтому при выдавливании флюса из зазора его удаляют тряпкой.
Низкотемпературное соединение
После выбора этого способа и определения, чем запаять медную трубку, мастер направляет пламя горелки на стык. При этом он постоянно перемещает газовое оборудование по месту соединения, чтобы равномерно прогреть две детали. Потом специалист берет легкоплавкий припой и прикасается точечно им к зазору.
После контакта с раскаленной поверхностью расходный материал сразу же начинает плавиться. В этот момент горилку обязательно удаляют от соединения, что позволяет припою затечь в зазор. Процесс повторяют, пока он полностью не заполнится по всей окружности стыка.
Во время пайки соединяемые детали не перемещают. Пока припой не остынет, они должны находиться в неподвижном состоянии. При этом строго следят, чтобы не перегреть металл. В противном случае произойдет разрушение флюса. Поэтому не будут удаляться и растворяться оксиды.
Как паять медную проволоку
 В домашних условиях часто приходится паять медную бижутерию. При кажущейся простоте процесса, он на самом деле не прост. Во-первых, надфилем надо обработать медную проволоку так, чтобы соединение двух ее частей проходило по большей плоскости. Обязательно надо соединяемые части закрепить относительно друг друга, чтобы в процессе пайки не происходило смешение.
В домашних условиях часто приходится паять медную бижутерию. При кажущейся простоте процесса, он на самом деле не прост. Во-первых, надфилем надо обработать медную проволоку так, чтобы соединение двух ее частей проходило по большей плоскости. Обязательно надо соединяемые части закрепить относительно друг друга, чтобы в процессе пайки не происходило смешение.
В место стыка добавляется жидкий флюс, после чего проводится нагрев места соединения горелкой. Далее в зону нагрева подается припой. Лучше, если это будут небольшие кусочки, которые устанавливаются встык пинцетом. Можно их уложить до начала нагрева медной проволоки.
Пайка пищевой и непищевой меди – стандартизированный процесс, основанный на двух документах – это ГОСТ 1922249-73 и ГОСТ 16038-80. То есть, нормами и правилами оговорено конкретно, как проводить работу, чем и в каких условиях.
Заключение
В заключение следует обратить внимание на то, что при пайке меди и алюминия для лужения ПУЭ запрещает использовать соляную кислоту. Дело в том, что после завершения работ кислота все равно остается на скрутке и через время обязательно разрушатся провода.
Недопустимые ошибки

Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Коротко о главном
Пайка трубопроводов из меди осуществляется при температуре до или более 450°. При низкотемпературном или высокотемпературном методе применяется газовая горелка и флюс, который наносится для улучшения растекания припоя и удаления оксидов с металлической поверхности.
При низкотемпературном методе применяется мягкий припой. Он может быть создан из олова или свинца. При высокотемпературном способе используется твердый припой, например, из серебра или меди.
Пайка начинается с обрезки труб с помощью трубореза, удаления заусенцев со срезов. Потом наносится флюс, и выполняется соединение деталей вращательным движением. Затем стык нагревается и прикладывается припой.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
ли со статьей или есть что добавить?