Алмазный шлифовальные круги
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.

Алмазные гибкие диски
Алмазные гибкие диски (АГШК, «липучки», «черепашки») – изделия с алмазной крошкой, используемой в качестве абразива и липкой основой, благодаря которой они закрепляются на насадках рабочих инструментов. УШЛ или болгарка, предназначенная для работы с гибкими алмазными кругами, должна иметь возможность установки переходника, к которому прикручивается липкая основа диска.
 Предназначаются для полировки и шлифовки мрамора, гранита, бетона, керамики, других материалов. Отличаются высокой производительностью и износостойкостью. Абразивные шлифовальные круги не могут обеспечить эффективность, которая свойственна работе с алмазными шлифовально-полировочными кругами – они требуют приложения намного больших усилий, значительного расхода времени и быстро изнашиваются.
Предназначаются для полировки и шлифовки мрамора, гранита, бетона, керамики, других материалов. Отличаются высокой производительностью и износостойкостью. Абразивные шлифовальные круги не могут обеспечить эффективность, которая свойственна работе с алмазными шлифовально-полировочными кругами – они требуют приложения намного больших усилий, значительного расхода времени и быстро изнашиваются.
- снятие фасок;
- шлифовка каменных подоконников;
- полировка стыков;
- полировка каменных декоративных элементов;
- полировка мозаики;
- шлифовка декоративной плитки;
- доводка облицованных камнем поверхностей;
- шлифовка и полировка гранитных, керамических, бетонных поверхностей.
«Черепашки» незаменимы в скульптуре, при полировке гранита и мрамора и в других сферах, когда иные инструменты не могут принести необходимого результата.
Все ли вы знаете про шлифкруги? Подбираем оснастку к орбитальной шлифмашине

От оснастки зависит половина успеха в работе, поэтому к ее выбору нужно относиться продуманно. Нам поступает от вас много вопросов, поэтому мы решили собрать информацию в одной статье и передать опыт выбора расходных материалов. На этот раз – для эксцентриковой шлифмашины. Результат работы с ней определяется множеством факторов: размером зерен, качеством липучки, наличием отверстий для пылеудаления. Для того, чтобы сразу работать как профессионал, не нужно набивать шишки – достаточно прочитать эту статью. Учитесь на чужих ошибках! Мы расскажем о правильном выборе расходных материалов к орбитальной шлифмашинке.
Эльборовые круги – Классификация, Сферы применения
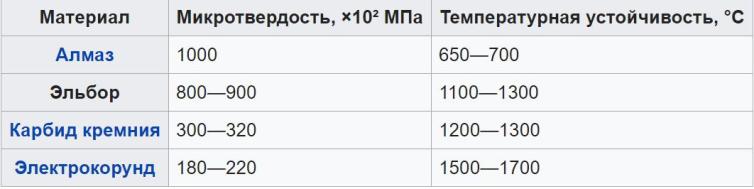
Эльборовый инструмент по твердости близок к алмазу, но по некоторым другим характеристикам его превосходит. Этот материал имеет несколько торговых названий: эльбор (образовано сочетанием слов Ленинград и бор) киборит, кингонгит, кубонит, боразон (ближе всего к формуле вещества). Кубический нитрат бора с химической формулой BN, от которой образована аббревиатура (CBN в зарубежном написании, КНБ – в русском) – желтые прозрачные кристаллы.
Твердость эльбора – (800-900)×10^2 МПа, у алмаза этот показатель – 1000×10^2 МПа, а микротвердость любых других абразивов ниже в несколько раз. Кроме этого преимущества, у эльбора химическая и термическая стойкость выше алмазной. Если алмаз начинает окисляться уже при температуре 600-700 °C, боразон способен выдержать повышение температуры до 1000-1200 °C.
- Читайте также:
Материал инертен к элементам, включаемым в состав легированных сталей, не реагирует на щелочи и кислоты. Еще один плюс – инертность к железу, в котором алмаз может раствориться. Этим объясняется то, что эльборовые круги предпочтительнее алмазных при шлифовании сталей.
Преимущества эльборовых кругов перед иными расходными инструментами:
- плотная структура, в 4-5 выше других абразивных материалов, кроме алмаза;
- длительный срок эксплуатации;
- стоимость ниже алмазных инструментов;
- структура эльбора позволяет проводить более мягкую, чем у алмаза, заточку и обработку – это уменьшает риск брака и порчи обрабатываемого изделия;
- очень долго сохраняется острота зерен, благодаря чему стойкость и режущая способность круга не изменяется;
- способность выдерживать значительные термические нагрузки дает возможность интенсификации режимов шлифования;
- шлифование сложнолегированных сплавов и сталей происходит без диффузии и адгезии зерен материала.
Эти достоинства позволяют широко использовать материал в промышленности, особенно в машиностроении и станкостроении.
Алмазные круги для заточки инструмента — маркировка и применение

Круги для заточки инструмента бывают не только абразивными(почитать о вулканитовых кругах). Конечно, чаще всего на наждаках стоят именно такие, поскольку без проблем выполняют требования владельца. Поточить кухонный нож или ножницы — без проблем. Однако существуют и другие виды — алмазные.
Они также подходят для заточки домашнего инструмента, но для более тонкой доводки. Поточить топор таким кругом не получится, слишком уж мелкое зерно у него. Итак, алмазные круги служат для заточки инструмента, ими затачивают твердый сплав(напайки на бурах для перфоратора, напайки на сверлах и дисковых пилах для циркулярной пилы).
Как видим, область применения достаточно велика. Плюсы таких кругов — они практически не изнашиваются, одного круга хватает на год и более(в зависимости от частоты использования). В бытность мою работы гравером по камню для заточки победитовых резцов(вырубать узоры на граните) мы пользовались алмазной чашкой, установленной на наждак — ее хватило на 3 года использования (а точили резцы из стали Р18 мы каждый день).
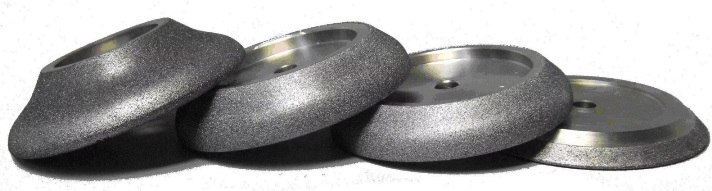
Рассмотрим классификацию алмазных кругов, как выбрать подходящий, на что обратить внимание.
Первое — форма, бывает 3 вида — чашка, тарелка и прямой профиль.
Применение абразивных кругов
Основная сфера применения абразивных кругов — очистка поверхностей из углеродистой стали, чугуна, пластика, цветных металлов, стекла, железа. Также инструмент используется для резки кирпича, кафеля, шифера, гипсокартона, бетона. Активно применяют изделия для нарезания пазов и прорезей разных форм и глубины.
- Читайте также:
Отдельного внимания заслуживают круги, которые устанавливаются на дрель. Подобные насадки используют при проведении ремонтных и отделочных работ для зачистки стен перед укладкой плитки и нанесением штукатурки. Удаление пятен краски, ржавчины и других покрытий — еще одна зона использования шлифовочных материалов.
Сфера применения алмазного шлифовального инструмента
Благодаря возможностям алмазного инструмента, области его использования очень широки. Трудоемкость обработки твердых сплавов снижается в несколько раз по сравнению с работой другими абразивными материалами. Заточенные с помощью алмазов инструменты работают эффективнее и не требуют обработки дольше. Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше.
Поверхность, обработанная шлифовальным алмазным кругом, не трескается, на ней не образуется сколов и иных дефектов. Это дает возможность обрабатывать стеклянные и керамические изделия: автомобильные секла, зеркала и многое другое.
Незаменим этот инструмент при шлифовке стекол для оптических приборов, на предприятиях, выпускающих фарфоровую, хрустальную и стеклянную посуду, при шлифовании экранов. Шлифование алмазами широко применяется в медицине при заточке ножей микротомов, скальпелей и инъекционных игл, для лечения и протезировании зубов в стоматологии.
Кроме того, алмазные шлифовальные круги используются и для правки кругов, изготовленных из других материалов.
Однако для того, чтобы полезные свойства алмазных кругов могли быть использованы в полной мере, а результат работы оправдал ожидания, требуется правильный выбор изделия среди множества разновидностей.
Особенности маркировки
Существует несколько вариантов обозначения зернистости. Например, согласно советской маркировке по ГОСТ 3647-80, этот параметр обозначался цифрами (1 – это кристалл абразива размером 10 мкм). Существует еще международная система маркировки FEPA, в которой параметр обозначается латинской литерой «F». После нее идет число, чем оно больше, тем мельче фракция абразивных частиц. Исключением из правила стали шлифовальные круги, абразивные частицы которых сделаны из алмазной крошки или эльбора. В таких кругах зернистость обозначается дробью: в числителе указывается величина стороны верхнего сита в микронах, а в знаменателе – величина нижнего сита.
Особенности конструкции гибких алмазных дисков
 Одна из отличительных особенностей АГШК – наличие липкого адаптера-переходника. Такая конструкция позволяет без труда заменять круги и использовать их на болгарках различного типа.
Одна из отличительных особенностей АГШК – наличие липкого адаптера-переходника. Такая конструкция позволяет без труда заменять круги и использовать их на болгарках различного типа.
- Читайте также:
 Еще одно отличие от прочего алмазного инструмента – рельефная поверхность, напоминающая внешне черепаший панцирь, из-за которой и возникло название «черепашки». Сложный рельеф увеличивает срок эксплуатации инструмента и позволяет создавать дополнительное трение, благодаря которому возможно до блеска полировать гранит мрамор и другие материалы, которые вообще сложно поддаются полировке и шлифовке.
Еще одно отличие от прочего алмазного инструмента – рельефная поверхность, напоминающая внешне черепаший панцирь, из-за которой и возникло название «черепашки». Сложный рельеф увеличивает срок эксплуатации инструмента и позволяет создавать дополнительное трение, благодаря которому возможно до блеска полировать гранит мрамор и другие материалы, которые вообще сложно поддаются полировке и шлифовке.
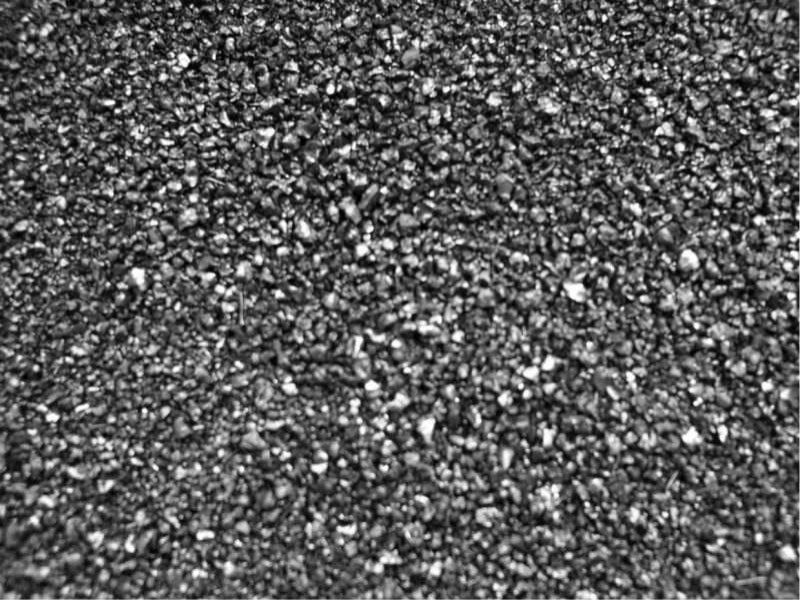
Обработка твердотельных материалов «черепашками» становится возможной из-за алмазной крошки, покрывающей поверхность дисков. При этом зерна, наносимые на пластичную основу, имеют различную фракцию. Сохранение гибкости диска обеспечивает специальный, устойчивый к высоким температурам и истиранию, полимер, закрепляющий алмазы – благодаря этому работы могут проводиться как с прямыми, так и с изогнутыми поверхностями. При этом следует учитывать, что АГШК предназначены для воздействия на плоскости – обработка острых углов способна быстро вывести диск из строя.
 Обработка твердотельных материалов «черепашками» становится возможной из-за алмазной крошки, покрывающей поверхность дисков. При этом зерна, наносимые на пластичную основу, имеют различную фракцию. Сохранение гибкости диска обеспечивает специальный, устойчивый к высоким температурам и истиранию, полимер, закрепляющий алмазы – благодаря этому работы могут проводиться как с прямыми, так и с изогнутыми поверхностями. При этом следует учитывать, что АГШК предназначены для воздействия на плоскости – обработка острых углов способна быстро вывести диск из строя.
Обработка твердотельных материалов «черепашками» становится возможной из-за алмазной крошки, покрывающей поверхность дисков. При этом зерна, наносимые на пластичную основу, имеют различную фракцию. Сохранение гибкости диска обеспечивает специальный, устойчивый к высоким температурам и истиранию, полимер, закрепляющий алмазы – благодаря этому работы могут проводиться как с прямыми, так и с изогнутыми поверхностями. При этом следует учитывать, что АГШК предназначены для воздействия на плоскости – обработка острых углов способна быстро вывести диск из строя.
Черепашки, в основном, используются для многоэтапной обработки – на каждом из этапов используются круги различной зернистости. Липкая основа, которая прикрепляет диск к рабочему инструменту, очень важна, потому что позволяет быстро заменять насадки. Сначала применяются диски с большим алмазным зерном – он удаляют шероховатости обрабатываемой поверхности. Затем к обрабатываемому изделию применяют круги с меньшим диаметром зерна. И последний этап подразумевает использование мелкозернистого инструмента. В результате поверхность полируется до зеркального блеска.
Алмазная чашка. Маркировка 12А245(глубокая)

Вообще, в маркировке кругов присутствует много цифр, там есть и ширина алмазного слоя и толщина его, и посадка(диаметр внутреннего отверстия). Чем толще алмазный слой — тем дороже заточной диск.
Например, заточная чашка 12А245 150*40*10*3*32 125/100 — это значит чашка диаметром 150 мм, глубина 40 мм, толщина алмазного слоя — 10 мм, толщина его — 3 мм, посадка — 32 мм(стандарт). 125/100 мм — зернистость алмаза(читай ниже).
Такая штука отлично подойдет для затачивания инструмента(напайки, резцы, ножи и прочее).
Особенности подбора кругов по зернистости
Чем меньше размер зерна, тем выше качество обрабатываемой поверхности, ниже значение шероховатости. Но при этом следует учесть, что мелкий абразив уменьшает производительность, приводит к засаливанию поверхности круга. Поэтому мелкозернистые алмазные диски применяются на завершающем этапе, при финишной обработке поверхностей деталей, а также при заточке резцов, ножей и другого режущего инструмента. Среднезернистые круги применяются при получистовой обработке металлических изделий. Крупнозернистые – для черновой обработки и обдирки заготовок.
При подборе зернистости круга необходимо учесть и свойства материала обрабатываемой детали. Размер абразива должен увеличиваться при повышении вязкости или твердости обрабатываемого материала. От зернистости зависит и выбор глубины шлифования. Чем крупнее абразивное зерно, тем больше может быть величина поперечной подачи инструмента. Также возможно и увеличение глубины съёма слоя металла при применении СОЖ.
- Читайте также:
Как определиться со значением зернистости?
Несколько стандартов определения зернистости делают установление этой величины не самым простым занятием. Чтобы упростить задачу, была разработана специальная таблица зернистости шлифовальных кругов. В ней приводится обозначение зернистости по ГОСТ 3647-80, а также по ГОСТ 9206-80 (для алмазной крошки) и средний размер абразивных частиц в микронах. Благодаря этому покупатели могут без труда подобрать зернистость шлифовального круга с различным типом маркировки изделия.
Таблица соотношений зернистости шлифовальных кругов
| Обозначение по ГОСТ 3647-80 | Обозначение по ГОСТ 9206-80 (алмазные порошки) |
Размер, мкм | FEPA | |
| Обозначение для абразивных материалов, исключая материалы на гибкой основе | Средний размер, мкм | |||
| F 4 | 4890 | |||
| F 5 | 4125 | |||
| F 6 | 3460 | |||
| F 7 | 2900 | |||
| 200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
| F 10 | 2085 | |||
| 160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
| 125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
| 100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
| F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
| 63 | 800/630 | 800-630 | F 24 | 745 |
| 50 | 630/500 | 630-500 | F 30 | 625 |
| F 36 | 525 | |||
| 40 | 500/400 | 500-400 | F 40 | 438 |
| 32 | 400/315 | 400-315 | F 46 | 370 |
| 25 | 315/250 | 315-250 | F 54 | 310 |
| F 60 | 260 | |||
| 20 | 250/200 | 250-200 | F 70 | 218 |
| 16 | 200/160 | 200-160 | F 80 | 185 |
| 12 | 160/125 | 160-125 | F 90 | 154 |
| F 100 | 129 | |||
| 10 | 125/100 | 125-100 | F 120 | 109 |
| 8 | 100/80 | 100-80 | F 150 | 82 |
| 6 | 80/63 | 80-63 | F 180 | 69 |
| 5, М63 | 63/50 | 63-50 | F 220 | 58 |
| F 230 | 53 | |||
| 4, М50 | 50/40 | 50-40 | F 240 | 44,5 |
| М40 | 40/28 | 40-28 | F 280 | 36,5 |
| F 320 | 29,2 | |||
| М28 | 28/20 | 28-20 | F 360 | 22,8 |
| М20 | 20/14 | 20-14 | F 400 | 17,3 |
| М14 | 14/10 | 14-10 | F 500 | 12,8 |
| М7 | 10/7 | 10-7 | F 600 | 9,3 |
| М5 | 7/5 | 7-5 | F 800 | 6,5 |
| М3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 | |
| 2/1 | 2-1 | F 1500 | 2,0 | |
| F 2000 | 1,2 | |||
| 1/0 | 1 и < | |||
| 1/0,5 | 1-0,5 | |||
| 0,5/0,1 | 0,5-0,1 | |||
| 0,5/0 | 0,5 и < | |||
| 0,3/0 | 0,3 и < | |||
| 0,1/0 | 0,1 и < | |||
Чтобы выбрать оптимальное значение зернистости шлифовального диска, необходимо принимать во внимание:
- величину снимаемого припуска,
- заданную шероховатость поверхности и другие факторы.
Например, если необходимо уменьшить шероховатость поверхности, то потребуется выбирать круг с меньшей зернистостью. Далеко не всегда целесообразно выбирать круг со слишком мелким зерном, так как в этом случае может происходить прижог обрабатываемого материала и засаливание самого круга. Не стоит забывать и о том, что использование круга с мелким зерном влечет за собой снижение производительности механической обработки материала.
Подбираем аксессуары
Мастер должен заботиться о комфорте в работе – для этого необходимо докупить некоторые приспособления, если их не было в комплекте к шлифмашинке.
Чтобы пыль от шлифовки не распространялась по боксу, не летела на руки и одежду и не оседала на рабочей поверхности, нужно несколько аксессуаров.
Во-первых, патрубок для отвода пыли. Очень часто он продается вместе со шлифмашинкой. Если же нет – купите его отдельно, чтобы была возможность подключать инструмент к шлангу пылесоса.
Во-вторых, пылесборник или строительный пылесос, в которых будет скапливаться пыль и стружка. После работы удобно выкидывать лишний мусор в урну, а уборка практически не потребуется.
В-третьих, защитные прокладки. Они необязательны, но желательны, так как защищают подошву шлифмашины от истирания.
В-четвертых, сменные липучки – они крепятся на платформу инструмента взамен старой липучки, на которую сажается оснастка.

Как рассчитать потребность в абразивных кругах
Осталось понять, как рассчитать потребность в абразивных кругах при обработке отдельных материалов для определения объема закупок. Абсолютного критерия расчетов не существует, так как расход зависит от ряда параметров, включая качество, плотность и твердость кругов, а также их соответствие выбранному материалу.
В расчетах помогут данные следующей таблицы.

Изображение № 4: Таблица расчета износа дисков
В упрощенной форме определить расход можно на практике. Для этого следует:
- обработать определенный объем поверхности;
- разделить метраж на число израсходованных насадок.
В бытовых условиях этого вычисления достаточно. Если же речь идет о контроле затрат на производстве, данные протоколируют и составляют документ по норме расхода абразивов, который подписывает директор предприятия.
Прямой профиль. Маркировка 1А1

От первых двух отличается тем, что алмазный слой нанесен на торец круга(сбоку — смотрим фото выше).
Все остальное по аналогии — ширина, толщина слоя, нет только глубины. Итого на маркировке 4 значения. Применяется также для заточки металла, где не требуется идеально выдерживать плоскость.
Изготавливаем оснастку своими руками
Вдруг так случится, что оснастка внезапно закончится? Останавливать работу не вариант. Сделайте шлифкруг самостоятельно – вам понадобится только наждачка и дрель. Обведите подошву и вырежьте получившийся круг. Приставьте к платформе и наметьте, где будут отверстия для пылеудаления. Просверлите дрелью в нужных местах. Очень просто! Так можно делать сразу несколько кругов для экономии времени.
Вот вы и узнали подробности об оснастке для эксцентриковых шлифмашин. Выбирайте ее на нашем сайте. Желаем, чтобы шлифовка проходила как по маслу!
Зернистость
Круги бывают мелкими, средними и крупными, правда, зерно обозначается сразу 2 числами через дробь.
- 200/160 — самый крупный
- 165/100 — крупный
- 125/100 — средний
- 100/80 — мелкозернистый
Самое крупное алмазное зерно применяют там, где необходимо снять слой металла заметно. Например, для выравнивания режущей части ножа. Также используют крупное.
Среднее зерно — для доводки режущей части, для придания идеальной остроты.
Мелкое — для окончательной доводки — для заточки ножей как лезвие подойдет.
Также в маркировке можно увидеть значение АС4. АС — алмаз синтетический. Чаще всего такие круги делают из него, поэтому особо заморачиваться не стоит.
Вывод — «алмазы» отлично подходят для заточки инструмента, чаще всего это твердый сплав и твердые инструментальные стали(Р18, Р9, сталь с кобальтом Р6М5К5 и другие). Помимо этого можно точить ножи и другие бытовые инструменты, правда тогда лучше брать более крупное зерно(не менее 165/100), а то если купите для дома круг с зерном 100/80, то ничего на нем заточить не сможете, уж настолько он мелкий, будет только снимать микроны, незаметные глазу.
Мои рекомендации — для большинства заточных работ по дому отлично подойдет алмазная тарелка 12А220 150*10*3*18*32 зерно 165/100. Её стоимость примерно 650 рублей, у нас такие просто нарасхват.
Из качественных производителей рекомендую продукцию Белгородского завода. Их продукция просто замечательная, используем в работе только их. Да и заводы берут и хвалят. В общем, если подбираете — ищите Белгородскую марку.
Класс точности
Точность геометрических форм и размеров алмазных кругов соответствует трем классам и обозначается как: Б, А или АА. Менее ответственные операции проводятся инструментов класса Б, класс А относится к более качественному и точному. А высокоточные круги АА предназначены для использования на многокруговых и высокоточных станках или автоматических линиях. Ему соответствуют круги, характеризующиеся однородностью зернового состава, точностью геометрических параметров и высокой уравновешенностью алмазного состава, при изготовлении которых применяются лучшие сорта материалов.
Класс неуравновешенности
Показатель неуравновешенности массы алмазного шлифовального круга зависит от равномерности абразивной массы, точности формы, качества прессования и других параметров, приобретаемых при изготовлении. Выпускаются инструменты четырех классов неуравновешенности (обозначаются цифрами от 1 до 4). К точности балансировки в сборе этот показатель не относится.
Виды работы: с охлаждением и без него
Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии.

Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
Геометрические параметры кругов
Шлифовальные круги характеризуются размерами, среди которых: диаметры отверстия и наружный, высота профиля, ширина алмазного слоя и др. Геометрические параметры алмазных шлифовальных кругов обозначаются согласно стандартам FEPA, относящимся к инструментам, изготавливаемым из алмазного порошка. К каждому элементу оборудования относится свое буквенное обозначение:
ли со статьей или есть что добавить?