Заточка токарных резцов по металлу

Заточка резца необходима для придания требуемой формы и угла рабочей поверхности. Производится она при превышении допустимых параметров износа резца, или перед началом работы новым инструментом. Данная операция позволяет значительно продлить срок эксплуатации оснастки, но требует строго соблюдения технологии работ.
Особенности и техника заточки резцов для токарного станка по металлу
Заточка резцов для токарного станка по металлу – особенности, техника безопасности. Способы заточки в зависимости от вида резца. Углы затачивания, виды.
- Из каких частей состоят резцы для токарных агрегатов?
- Как выбрать способ заточки в зависимости от вида резца?
- Плоские прямые
- Косые прямые
- Отрезные
- Полукруглые плоские
- Желобчатые
- Как сила резания зависит от угла затачивания?
- Углы затачивания: типы и характеристики
- Главные углы
- Вспомогательные углы
- Углы в плане
- Измерение углов резца
- Приспособление для заточки токарных резцов
- Мусаты
- Точильные бруски
- Механические точилки
- Электрические точилки
- Описание техники заточки
- Техника безопасности
- Проведение доводки
- Обязательная шлифовка
Заточка резцов по металлу для токарного станка – это необходимая процедура для эффективной и бесперебойной работы оборудования. Дело в том, что токарные резки используются активно, с их помощью производится обработка изделий и нарезание резьбы. Понятно, что от частого использования агрегаты тупятся, что приводит к получению худших по качеству образцов. Чтоб токарный станок по металлу выполнял операции правильно, активно продолжал использоваться весь срок службы, требуется периодически проводить заточку. Конечно, эта процедура инвариантна, подпирается не только в зависимости от вида станка и используемых агрегатов, но и целей и задач использования.
Как заточить резец
Статья поможет начинающим мастерам узнать, как заточить резец для работ по металлу. Следуя нашим советам, несложно научиться этой операции. Овладев таким навыком, удастся существенно сэкономить на инструментах — не придется заменять их новыми, когда лезвия затупились.
Своевременная заточка резцов дает ряд преимуществ:
- токарный станок функционирует без лишних нагрузок;
- значительно продлевается срок службы инструментов;
- сохраняется производительность и качество обработки поверхностей;
- повышается безопасность работ (исключен срыв инструмента).
Токарный резец можно затачивать неоднократно.
![zatochka_rezca[1].jpg](https://www.rinscom.com/upload/medialibrary/c7c/zatochka_rezca_1_.jpg)
Фотография № 1: заточка резца по металлу на станке
Давайте подробно разбираться, как правильно затачивать резцы по металлу для токарных станков.
- Читайте также:
ТОП—7. Лучшие станки для заточки (точила) универсальные. Рейтинг 2021 года!
*Обзор лучших по мнению редакции expertology.ru. О критериях отбора. Данный материал носит субъективный характер, не является рекламой и не служит руководством к покупке. Перед покупкой необходима консультация со специалистом.
В быту и профессиональной деятельности мы постоянно используем различный инструмент, который нуждается в заточке. От ножа до фрезы — всем приятней работать, если кромки ровные и острые. Поэтому наши эксперты подготовили рейтинг лучших точильных станков для правки режущей части как обычного инструмента, так и специфического. Материал составлен на основании многочисленных отзывов и после тщательного сравнения характеристик товара, что поможет выбрать проверенное оборудование для различных нужд.
Заточка токарных резцов с помощью алмазного круга: технология, техника безопасности, советы от мастеров
Режущие качества инструментов напрямую зависят от того, насколько качественно и своевременно была сделана заточка. Это связано с тем, что в процессе эксплуатации функциональные возможности резцов утрачиваются.
Опыт последних лет показывает, что одним из лучших приспособлений для выполнения процедуры приведения в строй режущих инструментов является алмазный круг для заточки. Он способен обработать любые виды известных материалов и превосходит другие абразивные устройства в показателях износостойкости и, соответственно, срока службы.

Из каких частей состоят резцы для токарных агрегатов?
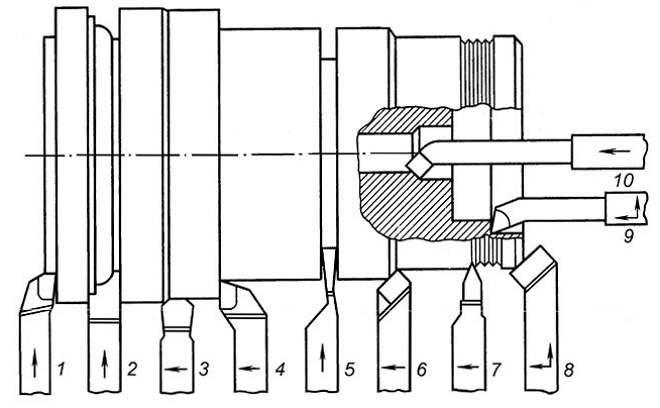
Резцы любого механизма включают две детали. Первая — это стержень, он необходим для фиксации предмета в специальном держателе. Второй — это сама головка, которая приводится во вращательное движение. Передняя поверхность — это место, где происходит стружка детали и ее обработка. Задней поверхностью принято назвать обратную сторону от процесса. Именно к задней планке обращается изделие, которое в данный момент обрабатывают.

Пр помощи главной кромки — ржущей поверхности — происходит заточка инструментария и заготовок. Элемент располагается на пересечении передней и задней. Если основная передняя поверхность пересекается во вспомогательной и на месте устанавливается резец, то получается дополнительная кромка. С ее помощью проводят несколько другую обработку деталей механизма. Вершиной обозначают именно пресечение последней.
Углы механизма — это важнейшие характеристики, позволяющие выделить основные и вспомогательные компоненты узла токарного станка. Главные производят движение по плоскости, проекции основной на главную ось. Следует обратить внимание, что оси:
- Читайте также:
- основная накладывается на нижнюю часть механизма — параллельный ход подачи оборудования;
- резания является пересечением с основной, под некоторым углом к поверхности обработки.
В зависимости от пересечения осей выделяют появившиеся углы. Если они находятся между передней резца и основной, то это угол заострения. Ели между поверхностью обработки и задней основной, то задними главными. По аналогии с последним приведенным примером формируются передние главные, расположенные между подачей и проекцией режущей, площадью обработки и передней, проекций вспомогательной и основной.

Сумма углов заострения, задних главных и передних главных никогда не превышает 90 градусов.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.

Основные типы токарных резцов
Такими резцами заготовки обрабатываются вдоль оси вращения.
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
С помощью таких инструментов на станках выполняют обработку отверстий.
- Читайте также:
Такие резцы специально предназначены для нарезания резьбы.
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Когда необходима заточка резца
В процессе точения происходит трение стружки о переднюю поверхность инструмента и обрабатываемой детали о заднюю в зоне реза. При одновременном значительном повышении температуры происходит постепенный износ детали.
При превышении максимально допустимой величины износа резец не может быть использован для дальнейшего проведения работ и требует заточки и доводки по передней и задней поверхности.
- Читайте также:
Допустимая величина износа указана в таблице ниже

Алмазная чашка. Маркировка 12А245(глубокая)

Вообще, в маркировке кругов присутствует много цифр, там есть и ширина алмазного слоя и толщина его, и посадка(диаметр внутреннего отверстия). Чем толще алмазный слой — тем дороже заточной диск.
Например, заточная чашка 12А245 150*40*10*3*32 125/100 — это значит чашка диаметром 150 мм, глубина 40 мм, толщина алмазного слоя — 10 мм, толщина его — 3 мм, посадка — 32 мм(стандарт). 125/100 мм — зернистость алмаза(читай ниже).
Такая штука отлично подойдет для затачивания инструмента(напайки, резцы, ножи и прочее).
Правила заточки токарного инструмента
Чтобы обработка заготовок на токарных станках по металлу была эффективной, качественной и точной, следует регулярно выполнять заточку резцов, тем самым придавая их рабочей части необходимую форму и получая углы с требуемыми параметрами. В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины. Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
Для того чтобы заточить токарный инструмент своими руками на домашнем станке или сделать это в условиях небольшого предприятия, можно использовать различные методики. Выполнение этой процедуры возможно с помощью химических реактивов или с применением обычных точильных кругов. Следует отметить, что заточка токарного инструмента на специализированных или универсальных станках, в которых используется абразивный круг, является самым недорогим, но эффективным методом придания резцам требуемых геометрических параметров.
Варианты заточки резцов с режущими пластинами
Конечно, наиболее качественно токарные резцы по металлу затачиваются на специально предназначенном для выполнения такой процедуры станке. Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом. Подбирая такой круг, важно обращать внимание на материал, из которого изготовлена рабочая часть обрабатываемого инструмента. Так, чтобы эффективно заточить твердосплавный резец, вам понадобится круг из карборунда, имеющий характерный зеленый цвет. Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Заточку токарных резцов по металлу можно выполнять без охлаждения или с охлаждением, что является более предпочтительным. Если заточка выполняется с охлаждением, то холодную воду следует равномерно подавать в то место, где токарный резец соприкасается с точильным кругом. В том случае, когда охлаждение в процессе заточки не используется, после ее выполнения нельзя сразу резко охлаждать инструмент: это может привести к растрескиванию его режущей части.
Научиться затачивать токарные резцы на точильном станке своими руками можно по обучающему видео. В процессе выполнения такой процедуры важно придерживаться определенной последовательности. В первую очередь на точильном круге обрабатывают заднюю основную поверхность, затем заднюю вспомогательную, а в самую последнюю очередь точат переднюю. Последним этапом заточки является обработка вершины резца – придание ей требуемого радиуса закругления.
Как сила резания зависит от угла затачивания?
Наибольшее влияние оказывает передний угол. Сила резания изменяется в большую сторону, если увеличивается число градусов показателя. Но не стоит думать, что увеличивая максимальный угол удастся достигнуть наибольшей эффектности. Все получается наоборот — увеличивая угол уменьшается надежность.
Достигаются оптимальные показатели величины угла заточки. Она не должна быть увеличенной или уменьшенной. Только в таком случае достигаются высокие показатели эффективности без снижения надежности.
Техника безопасности при заточке резцов
Мастер, выполняющий заточку резца, во избежание травм должен соблюсти правила безопасности:
- проверить исправность заточного оборудования;
- надеть защитные очки или работать через защитный экран на станке;
- не прикасаться к оборудованию и резцу до их охлаждения после заточки;
- позаботиться, чтобы на руках не было смазки или иных жирных веществ (иначе инструмент может выскользнуть из рук и причинить травму);
- при чистке оборудования и уборке рабочего места надевать перчатки, применять щетки.
Если задействуется автоматический станок, важно ознакомиться с инструкцией к нему, проконтролировать наличие смазки движущихся узлов и надежность фиксации абразивного круга. Подавать резец на круг нужно плавно. Нельзя прикасаться к станку до его полной остановки.
Персонал на производстве обязан пройти инструктаж по технике безопасности. Домашним мастерам следует самостоятельно изучить нормы.
Какого размера брать точильный диск?
Большинство универсальных станков не позволяют менять размер заточного диска (только тот, что установлен штатно) — это обусловлено размером креплений для заточки инструмента. Однако сразу купить станок с большим диаметром круга возможно.
Выбор размера круга во многом зависит от того, какой инструмент планируете точить. Например, для домашних кухонных ножей и ножниц достаточно будет небольшого круга 48 – 55 мм в диаметре. Однако если вам нужно регулярно точить крупные ножи для кафе или строительные ножницы, лучше взять станок с диском покрупнее. Например, можно взять ЗУБР ЗТШМ-150/686Л, в комплекте которого есть шлифовальная лента, удобная для подводки топоров.
Порядок и особенности
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца

Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже

На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
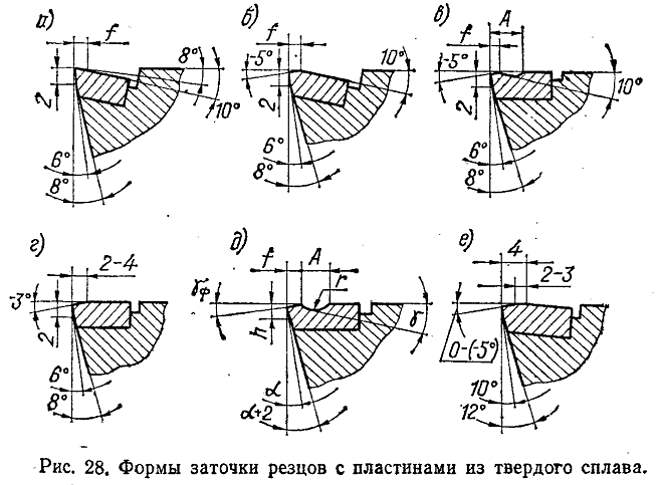
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Советы и рекомендации
Предлагаем вашему вниманию несколько советов и примечаний от мастеров, которые помогут осуществить заточку резца на алмазном круге более эффективно и без повреждений оборудования и инструмента:
- Признак правильной обработки детали – она должна иметь выпуклую кромку.
- Следует избегать любых излишних неровностей – они могут испортить резец.
- Необходимо постоянно отслеживать углы заточки.
- Если держать инструмент в постоянном движении – это поможет добиться гладкой кромки.
- Если увеличить частоту вращения алмазного круга, то увеличится производительность процесса. Однако это может быть чревато прижогами на поверхности инструмента, вследствие чего изменится структура его материала.
- Важно не только правильно расположить резец, но и правильно установить алмазный круг на станок. Диск должен вращаться в ту же самую сторону, что и вал аппаратуры.
- Следует делать перерывы в работе, чтобы дать инструменту остыть (можно охлаждать водой).
- Не стоит пренебрегать требованиями техники безопасности.
Таким образом, в данной статье был рассмотрен один из специализированных способов заточки резцов, связанный с применением алмазного круга. Теперь вам известны основные нюансы, касающиеся технической, организационной стороны процесса указанного метода заточки, а также основные правила техники безопасности, которые должны соблюдаться в рамках этой процедуры.
Углы затачивания: типы и характеристики
Неправильная подборка углов затачивания определяет неэффективность процедуры. Если не осознать ошибку и продолжить действия, то резец повредится и придется покупать новый.
У резца есть несколько типов углов. Два главных, два вспомогательных и углы в проекции или плане. Определяются характеристики каждого в зависимости от показателей формы, качества обработки, типологии изделия, материала изготовления кромки и многих других параметров.

Главные углы
Главных угла два — передний и задний. Передний определяет качество работы и то, сколько получится стружки. При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
Вспомогательные углы
Вспомогательные находятся на вспомогательной площадке. Главный вспомогательный — это между направлением и режущей кромкой. Второй вспомогательный представляет собой угол между отрезком прямой, которая ведется через вершину плана и пересекается в площадкой кромки.
Углы в плане
Углы в плане представлены главным, вспомогательным и тем, что находится у вершины. Главный — плоскость около проекции и главная линия. Вспомогательный — продолжение проекции по направлению работы. Находящийся у вершины — около плоскости с пересечением основной. При этом если показатели первого и второго не могут быть менее нуля, то насчет третьего это возможно. Минусовые значения достигаются в случае, если вершина находится на высшей точке проекции, в то время как максимум плюса будет при нахождении внизу.

Измерение углов резца
Измерение проводят при помощи настольного угломера, который состоит из основания, сектора измерений, перемещающегося шаблона и винта для фиксации. Измерение проводят по алгоритму:
- размещение на основании;
- соприкосновение кромки и плоскости;
- направление детали измерения параллельно кромке;
- пролегание шаблона к площадке.
Значение измеряют при помощи специальной линейки. Также используется нониус, который совмещают с боковой площадкой оборудования, Он показывает более точные измерения.
Дополнительные функции и возможности
Влажная обработка
Некоторые модели заточных станков оснащены функцией подачи воды на заточной диск. Благодаря этому происходит эффективное охлаждение обрабатываемой заготовки и сводится к минимуму шанс ее перегреть, что бывает критично в случае с некоторыми сортами стали. Функция влажной обработки встречается в станках с диаметром точильного круга от 120 мм и выше. Поэтому если вы хотите купить небольшой станочек, чтобы точить кухонные ножи, то функцию влажной обработки в характеристиках можете не искать.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск. Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости. Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
Зубр ПСТ-125


- Мощность – 200 Вт
- Частота вращения – 2950 об/мин
- Диаметр круга – 125 мм
- Диаметр посадочного отверстия – 32 мм
- Толщина точильного круга – 20 мм
- Подсветка – есть
- Режим работы S2 – 30 мин
- Масса – 4,7 кг
Зубр ПСТ-125 позиционируется как профессиональное электрическое точило для мелкосерийного производства и регулярной эксплуатации в мастерской и производственном цехе. Применяется для сухого шлифования заготовок, деталей, восстановления режущей кромки инструмента. Отличается высококачественными опорными подшипниками и силовым агрегатом с увеличенным ресурсом. Качество исполнения продукции «Зубр» контролируется на каждом этапе производственного цикла, поэтому компания предоставляет 5-летнюю гарантию на заточной станок.
Поставляется с парой крупнозернистых кругов для черновой обработки деталей и первичного формирования режущей кромки. Мощный высокооборотистый двигатель справляется с любыми задачами по заточке и слесарной обработке металла. Сконструирован для функционирования в режиме 30:10: после получаса работы нуждается в 10-минутном перерыве для остывания с поправкой на температуру окружающей среды.
Мощная светодиодная подсветка рабочей области повышает видимость, соответственно, качество продукции, точность и чистоту обработки. Зубр ПСТ-125 оснащается защищённым от случайного запуска и пыли выключателем. Регулируемый упор поможет выдержать угол заточки по всей длине ножа или широкой стамески.
Зернистость
Круги бывают мелкими, средними и крупными, правда, зерно обозначается сразу 2 числами через дробь.
- 200/160 — самый крупный
- 165/100 — крупный
- 125/100 — средний
- 100/80 — мелкозернистый
Самое крупное алмазное зерно применяют там, где необходимо снять слой металла заметно. Например, для выравнивания режущей части ножа. Также используют крупное.
Среднее зерно — для доводки режущей части, для придания идеальной остроты.
Мелкое — для окончательной доводки — для заточки ножей как лезвие подойдет.
Также в маркировке можно увидеть значение АС4. АС — алмаз синтетический. Чаще всего такие круги делают из него, поэтому особо заморачиваться не стоит.
Вывод — «алмазы» отлично подходят для заточки инструмента, чаще всего это твердый сплав и твердые инструментальные стали(Р18, Р9, сталь с кобальтом Р6М5К5 и другие). Помимо этого можно точить ножи и другие бытовые инструменты, правда тогда лучше брать более крупное зерно(не менее 165/100), а то если купите для дома круг с зерном 100/80, то ничего на нем заточить не сможете, уж настолько он мелкий, будет только снимать микроны, незаметные глазу.
Мои рекомендации — для большинства заточных работ по дому отлично подойдет алмазная тарелка 12А220 150*10*3*18*32 зерно 165/100. Её стоимость примерно 650 рублей, у нас такие просто нарасхват.
Из качественных производителей рекомендую продукцию Белгородского завода. Их продукция просто замечательная, используем в работе только их. Да и заводы берут и хвалят. В общем, если подбираете — ищите Белгородскую марку.
Приспособление для заточки токарных резцов
Мусаты
Мусаты — действенный и простой способ. Устройство представляет собой металлический стержень с рубчиком. При помощи рукоятки ведется обработка.

Точильные бруски
Бруски также ручной метод. Деталь прикладывается и с каждой стороны проводится от 10 раз. Требуется определенная сноровка.
Механические точилки
Автоматизированный метод. Потребуется выставить необходимые параметры и активно действовать инструментом в зависимости от нужных параметров.
Электрические точилки
Удобны в использовании. Похожа на металлический брус с отверстиями разного размера.

Как выбрать точилку для ножей: советы
Различают три основных типа точилок для ножей: ручные, механические и электроточилки. Ручными называют обычные точильные камни, их также часто именуют точильными брусками или точилами. Это могут быть приспособления из природного или искусственного абразивного материала. Кроме того, существуют так называемые японские водные камни — перед процессом натачивания их необходимо смачивать. Камни отличаются материалом абразива (алмазное напыление, керамика, оксид хрома и т.д.). Кроме того, их различают по степени зернистости абразива.



Подбор камня зависит от типа клинка, от того, какой материал лезвия. Для обычных кухонных стальных ножей достаточно бруска со степенью зернистости примерно в 1500 грит. Часто используют камни, одна сторона которых крупнозернистая, а другая — средне–мелкозернистая. Чтобы нормально заточить лезвие при помощи камня, нужен определённый опыт и навык. Некоторые типы ножей, такие как керамические или серрейторы (с волнообразным лезвием) можно затачивать лишь на специализированных устройствах.
Другой тип ножеточек — механические устройства. Чаще всего они представляют собой корпус с одной или несколькими прорезями для затачивания. Иногда несколько прорезей делаются для различных типов лезвий, они могут отличаться углом заточки или материалом абразива. Такие точилки очень просто использовать — достаточно вставить лезвие в прорезь и потянуть его на себя, равномерно и с постоянным усилием. Точилки данного типа неплохо подходят для затачивания кухонных ножей. Конечно, они не обеспечивают идеального качества заточки, но зато не требуют особых навыков от пользователя.





Наконец, существуют электрические ножеточки. В корпусе такого устройства находится электродвигатель, а также одна или несколько прорезей для затачивания под различные этапы процесса (грубая заточка, основная, финишная). Существуют электрические ножеточки для всех видов лезвий, в том числе для керамических и серрейторов. При использовании такой ножеточки процесс натачивания максимально упрощён. От пользователя требуется лишь как можно более ровно удерживать затачиваемое лезвие. Довольно широко распространено мнение, что это лучшая точилка для ножей, по крайней мере, стандартных кухонных.

Наш сервисный центр предлагает свои услуги по ремонту бытовой техники по выгодной цене. Ремонтируем любые поломки современной бытовой техники. Оставьте заявку, и получите скидку в 15% — Оставить заявку




Для натачивания и доводки лезвий широко используют мусат. Он выглядит как стержень с ручкой, внешне напоминающий круглый напильник. Сам стержень может быть керамическим, из твёрдых сплавов, с алмазным напылением.
Гибкий вал

Приобретение станка с гибким валом позволит расширить базовый функционал станка, однако не заменит профессионального гравера. Поэтому покупать станок с таким конструктивным дополнением стоит только в случае, если вам нужно (и достаточно) выполнять мелкие работы по гравировке.
Регулировка скорости вращения диска
Существуют устройства, которые могут регулировать скорость вращения точильного диска или ленты. Такая функция позволяет подстроить вращение круга под определенную заготовку — где-то нужны низкие обороты, а где-то высокие.
Подсветка
Обычно подсветка выполняется в виде лампы с гибким штативом. Подсветка реально улучшает обзор рабочего места, что необходимо при высокоточной заточке ножей и ножниц. К сожалению, не во всех моделях подсветка нормальная — в некоторых она настолько «символическая», что проще купить настольную лампу и пару светодиодных лампочек. Поэтому перед покупкой читайте отзывы и смотрите видеобзор, чтобы понять хорошо ли работает подсветка.
Описание техники заточки
Техника безопасности
Заточка проводится с соблюдением ТБ, Специалист надевает защитное оборудование для лица, перчатки. В зависимости от выбранной методики методы безопасности меняются. Прикасаться к устройству и образцу можно только после полного остывания.
Проведение доводки
Доводка долбежных инструментов проводится по выбранной методике. Использующийся ручные способы, автоматизированные станки. Следует понимать, что:
- резцы не погружают в воду — они ломаются;
- при доводке подается вода для охлаждения;
- сначала обрабатывают заднюю грань, а потом главную и вспомогательные;

Твердосплавные варианты доводят медными оселками (пропитывают карбидов бора). Другие виды доводят оселком, смоченным в керосине, с минимальной абразивностью.
Обязательная шлифовка
Шлифовка проводится наждачным кругом. Выбирают мелкозернистые вариации. Также используют обычные бруски. Заточка резцов — сложный процесс. ает во подробности, потом сможет обрабатывать самостоятельно.
Лучшие универсальные недорогие станки для заточки инструмента дома
Калибр ЭЗС-65МФ
Недорогой станок для заточки ножей, ножниц, стамесок и сверл — дешевле только точить вручную. Он может точить сверла толщиной от 3 до 10 мм. Также здесь есть крепление для ножей и ножниц, а также для стамесок и лезвий. Ножи точит даже керамические.
Диаметр точильного круга составляет 49,3 мм, а его толщина 7,5 мм. Также обратите внимание, на посадочное отверстие диаметром 10 мм — расходники нужно будет покупать соответствующие. Штатный круг установлен крупнозернистый, поэтому ножи нужно будет доводить на бруске. Станок конечно китайский, но свои деньги отрабатывает вполне.
Вихрь ТС-200
Это неплохой станок средней мощности в 200 Вт для заточки ножей газонокосилки, топоров и кухонных ножей. Здесь стоят два точила диаметром 150 мм и толщиной 16 мм. Диаметр посадочного отверстия 12,7 мм. Весит агрегат 5,2 кг, что в принципе не так уж и много для точильного станка с двумя кругами. Но при этом он устойчиво стоит на верстаке без дополнительного крепления. А благодаря резиновым ножкам практически не чувствуется вибрация.
Здесь вмонтирована хорошая подсветка с гибким штативом, которая реально выручает при заточке инструмента. Обратите внимание, что подсветка включается только тогда, когда вал активен. Советуем после покупки снять защитный кожух и подтянуть винты, так как некоторым пользователям станок приходит с незатянутыми винтами.
ДИОЛД МЗС-03 М
У этого заточного станка есть несколько модификаций. Буква «М» в конце названия указывает на наличие гибкого вала, с помощью которого можно выполнять гравировку металлических заготовок. Скорость вращения гибкого и жесткого валов составляет 6700 об/мин. Как и в модели Калибр ЭЗС-65МФ, здесь имеются три насадки для заточки сверл, ножей и ножниц, стамесок и лезвий. Помимо прочего на нем можно точить шлицевые отвертки и зубила. Для каждого предмета можно выставлять свой угол заточки в зависимости от того, какую кромку нам нужно получить.
Станок со своими задачами справляется и точит инструмент качественно, без необходимости дополнительной доводки. К сожалению, здесь нет регулировки оборотов, которая была бы удобна при работе с гибким валом. Станок оснащен металлическим кругом с алмазным напылением диаметром 48 мм и толщиной 8 мм. За свои деньги — это хороший аппарат с приятным бонусом в виде гибкого вала.
Makita GB602
Отличный японский станок с двумя заточными кругами. Каждый круг диаметром 150 мм имеет толщину 16 мм. В отличии от многих конкурентов за такую же цену, станок от Makita собран очень качественно без люфтов, «недотяжек» и биения камня. Пользователи отмечают довольно тихую работу.
Над каждым кругом установлены прозрачные пластиковые кожухи, которые защищают от искр и стружки. Также они дают хороший обзор рабочего места. В комплекте производитель дополнительно положил защитные очки. Если вам нужно хорошее надежное точило, которое прослужит не один год, тогда смело берите Makita GB602.
Калибр ТЭ-125/250


- Число оборотов на холостом ходу – 2950 об/мин
- Максимальный размер шлифовального круга – 125х16 мм
- Посадочный диаметр круга – 12,7/32 мм
- Габариты – 290х170х210 мм
- Вес – 4,5 кг
Один из самых доступных заточных станков от отечественных инженеров. Корпус и защитные кожухи выполнены в серых тонах с белыми вкраплениями. Дизайн в точности имитирует внешний вид чугунных агрегатов советской эпохи. Сконструирован для заточки режущего инструмента в бытовых условиях. Безопасность работы гарантируют дефлекторы, которые отражают попадание мелких частиц шлифовального камня или заготовки в глаза, а также защитные кожухи, закрывающие круг и торец вала.
Кнопка запуска и остановки мотора закрыта прозрачной силиконовой накладкой, исключающей проникновения металлической пыли внутрь. Съёмные стальные упоры помогут соблюсти угол шлифования ножа по всей длине лезвия.
Штатные переходники на 32 мм позволят устанавливать шлифкруги с посадочным отверстием 32 мм, например, алмазные, для доводки или заточки ответственных инструментов. С войлочным кругом и пастой ГОИ режущая часть инструмента будет блестеть, как зеркало. Для установки агрегата на постоянное место в основе проделано четыре отверстия.
ли со статьей или есть что добавить?