Полишарнирные системы подачи СОЖ (трубки СОЖ)
Для подвода СОЖ в зону резания используются следующие способы:
- свободный полив (Рис.1);
- струйная либо аэрозольная подача под высоким давлением: внешняя – через форсунки (Рис.2), внутренняя – через инструмент (Рис.3).
Свободный полив – самый простой из способов подачи СОЖ в зону резания, но не гарантирует ее попадание на контактную поверхность инструмента и заготовки, а образующаяся в зоне обработки «паровая подушка» существенно снижает эффективность смазки, охлаждения, дробления и эвакуации стружки (Рис.4).
Подача СОЖ под давлением обеспечивает интенсивный отвод тепла по всей линии реза и улучшает смазывающее, проникающее, стружкодробящее, моющее действие эмульсии (Рис.5).
В зависимости от вида материала инструмента и заготовки, при токарной обработке металлов используется верхний и/или нижний подвод смазочно-охлаждающей жидкости к зоне резания (Табл.1).

Виды и характеристики СОЖ для токарных станков, как сделать своими руками
СОЖ для токарных станков – жидкость, которая повышает эффективность работы токаря. В статье вы узнаете о видах и свойствах различных смазывающих жидкостей.
- Что такое СОЖ?
- Виды, состав и характеристики
- Масляные
- Синтетические
- Полусинтетические
- На водной основе
- Изготовление своими руками
- Рецепт
- Правила эксплуатации СОЖ для станков
СОЖ для токарных станков – необходимая составляющая работы токаря. Существуют разные виды охладителей, которые отличаются теми или иными свойствами
В этой статье вы узнаете о том, какие виды жидкостей бывают, а также их подробное описание.
СОЖ. Все о смазочно-охлаждающей жидкости

- Читайте также:
При обработке металлов резанием или пластическим деформированием происходит выделение большого количества теплоты. В результате нагревания рабочего инструмента и поверхности заготовки ухудшается качество обработки, повышается износ дорогостоящего инструмента и оснастки, изменяется структура поверхностных слоев металла заготовки. Это, в свою очередь приводит к снижению рабочих свойств и качеству конечных изделий.
Для предотвращения перечисленных проявлений и повышения качества обработки поверхности заготовки применяют специальные охлаждающие технические средства – СОТС.
По агрегатному состоянию СОТС делятся на газообразные, жидкие, твердые.
Наибольшее распространение получили жидкие СОТС – смазочно-охлаждающие жидкости (СОЖ).
Смазочно-охлаждающая жидкость (СОЖ) – специальная субстанция, используемая при работе станков по обработке металла. Каждый технологический процесс токарного или фрезерного станка сопровождается трением, которое может привести к деформации обрабатываемой детали, поломке дорогостоящего станка или его части, изменению механических свойств металла.
Основное предназначение СОЖ для металлообработки – разделение поверхностей, подвергающихся трению, и снижение температуры инструмента. Эта жидкость образует смазочную пленку на рабочих поверхностях, которая снижает силу трения и силу, необходимую для резания. Введение в состав продукта особых присадок упрощают процесс резания – молекулы жидкости быстро проникают в микротрещины на поверхности металла и как бы вбивают клин между его частицами.

СОЖ – что это? Состав, виды и преимущества использования.
При всех видах механической обработки металлов в зоне контакта инструмента с заготовкой действуют мощные силы трения и выделяется большое количество тепла. Это приводит к ухудшению качества обработки поверхностей, ускоренному износу инструментальной оснастки и оборудования, изменению свойств и структуры обрабатываемого металла из-за перегрева. Чтобы избежать негативных последствий, при токарной и других видах металлообработки рекомендуется применение СОЖ.
Использование смазочно-охлаждающей жидкости
Охлаждение снижает изнашивание режущего инструмента и повышает качество поверхности, которая обрабатывается. На прямые охлаждающие свойства СОЖ большое влияние оказывает не только теплоёмкость и теплопроводность, но и способность СОЖ к смачиванию металлических поверхностей и парообразованию, так как при высоких скоростях резания и температурах жидкость может не входить в непосредственный контакт с поверхностью инструмента из-за низкой смачиваемости или образования паровой подушки.
- Читайте также:
Смазочно-охлаждающие жидкости должны меть не только хорошие функциональные свойства, но и комплекс эксплуатационных свойств, придающие возможность их использования в условиях современного производства с учетом санитарно-гигиенических, социальных. Экономических и других требований.
Одними из важнейшими эксплуатационными требованиями являются нетоксичность, стабильность, антикоррозионность, бактерицидность, гигиеничность СОЖ. Помимо этого смазочно-охлаждающие жидкости не должны разъедать окраску оборудования и трубопроводы, разбрызгиваться и вспениваться, эмульгировать смазочные и гидравлические масла, способствовать заеданию трущихся частей станка, разрушать изоляцию электрооборудования, сильно испаряться.
СОЖ должны быть взрыво- и жаробезопасны, так же должны легко обезвреживаться и разлагаться перед сбрасыванием в сточные воды.
Что такое СОЖ?
Аббревиатура СОЖ расшифровывается как Смазочно-охладительные жидкости. Охладители необходимы для постоянной эксплуатации оборудования. Использование в работе облегчает работу и позволяет выполнять несколько задач:
- Жидкость дает охлаждение резцу. Таким образом, деталь в полной безопасности, так как интенсивная нагрузка повышает вероятность перегрева. Охладительная жидкость способна продлить срок службы.
- Во время обработки заготовка нагревается, что повышает риск загрязнения. СОЖ необходим для создания конструкций из чистого металла, так как удаляет загрязнения.
- Смазка повышает производительность токарного станка.
- Кроме охлаждения СОЖ смазывает площадь соприкосновения с изделием. Снижается нагрузка на аппарат, что продлевает срок его жизни.
СОЖ применяется во всех видах изготовки металлоконструкций сверления, проката, точения, штамповки, резания и других видах обработки. Отличное повышение эффективности, качества и безопасности деталей – главные достоинства СОЖ.

Масляные СОЖ
Масляные СОЖ — это чистые минеральные масла (вязкость 2 — 40 мм2/с при 50°С) или с добавками разнообразных функциональных присадок (противозадирные, антифрикционные, антитуманные, антикоррозионные и пр.). Производятся из нефтепродуктов, в связи с чем относятся к горючим жидкостям.
Имеют отличные смазывающие свойства, но при этом отмечается ряд недостатков: низкая способность к охлаждению, испаряемость и высокий уровень пожарной опасности. Масляные смазочно-охлаждающие жидкости не требуют специального приготовления, они выпускаются готовыми к применению.
Выбор и применение СОЖ на масляной основе
Масляные СОЖ характеризуются показателями плотности, вязкости и температурой вспышки, что и является основными критериями выбора определенной марки смазочно-охлаждающей жидкости. Они традиционно используются при тяжелых режимах работы на металлорежущих станках — с низкими скоростями подачи и большой глубиной резания. Эмульсолы на основе минерального масла широко применяются при хонинговании, развертывании и сверлении, а также в случаях, когда уплотнение станка не позволяет использовать водосодержащие продукты.
- Читайте также:
Чистые минеральные масла без присадок имеют ограниченное применение и чаще всего применяются при простых работах с цветными металлами (бронза, латунь, медь), а также с углеродистыми сталями и чугуном. Для труднообрабатываемых материалов подходят масляные смазочно-охлаждающие жидкости более сложного состава с присадками.
Делая выбор между несколькими марками смазочно-охлаждающей жидкости с аналогичными характеристиками, специалисты рекомендуют отдать предпочтение тем продуктам, которые:
- имеют более высокую прозрачность для лучшего обзора рабочей зоны
- не образуют масляный туман и безопасные для персонала
- не содержат хлора и при этом обладают высокими смазывающими свойствами и обеспечивают требуемое качество обработки
Основные функции СОЖ
Смазочно-охлаждающие жидкости для металлорежущих станков выполняют следующие основные функции:
Охлаждение режущего инструмента, нагревающегося при работе, и увеличение его срока службы
Повышение качества обработки поверхности металла
Удаление с рабочих поверхностей пыли, грязи, металлической стружки и т. д.
Смазывание зоны трения для повышения ресурса резцов, снижения коэффициента трения и выделения теплоты
Повышение производительности станка за счет увеличения скорости, улучшения качества и точности обработки
Методы контроля качества очистки СОЖ
На методы определения содержания механических примесей в углеводородных средах имеется ГОСТ 6370 – 59, 9279 – 59, 10577 – 63.
- Читайте также:
Стандартные методы испытаний достаточно трудоёмки и применяются лишь в лабораторных условиях. Для определения содержания (концентрации) и размеров механических частиц содержащихся в СОЖ, применяются традиционные методы дисперсионного анализа – силовой, микроскопический и так далее. Но эти все методы длительны и могут быть выполнены только в лаборатории.
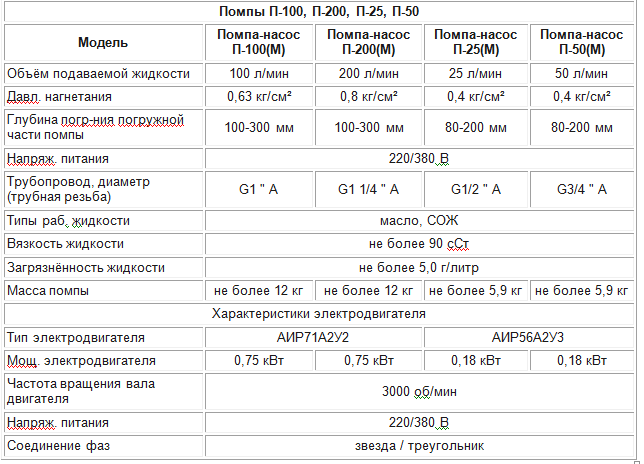
Подбор насоса для подачи СОЖ
Наиболее широко в системах охлаждения станочного инструмента используются вертикальные полупогружные (электродвигатель находится над уровнем жидкости, а помповый механизм погружается в нее) или погружные насосы. Главные критерии их выбора:
тип, вязкость и степень загрязненности эмульсии, размер загрязняющих частиц;
производительность (объем жидкости, прокачиваемый в единицу времени);
требуемое давление нагнетания;
диапазон глубины погружения.
Быстро подобрать насос для подачи смазочно-охлаждающей жидкости помогают специальные таблицы, например:
При высокоскоростной токарной обработке, глубоком сверлении металлов нередко возникает проблема, как увеличить давление СОЖ на станке: из-за недостаточного напора она не попадает на поверхность реза, что может привести к поломке инструмента из-за перегрева, накопления стружки.
Чтобы ее решить, следует произвести подбор насоса для подачи СОЖ по давлению с учетом свойств обрабатываемого материала (чем выше его вязкости и хуже теплопроводность, тем сильнее должен быть напор струи).
Непрерывный подвод смазочно-охлаждающей жидкости в зону обработки с необходимым напором, под неизменным углом гарантируют станции высокого давления.
Классификация СОЖ
К каждому технологическому процессу нужна СОЖ, свойства которой максимально будут отвечать специфике материала и характеристикам станка.
Обычно в металлообрабатывающем производстве используется несколько видов СОЖ для металлообработки:
Масляные СОЖ. Их основа – минеральное или синтетическое масло. Для получения особых свойств жидкости в состав вводят присадки. Такие СОЖ отлично смазывают поверхности, но плохо снижают температуру, поэтому используются для мягких металлов при несложных работах.
Водосмешиваемые СОЖ – в составе этих жидкостей могут быть спирты, эмульгаторы, масла, электролиты, присадки и т. д. Хорошо охлаждает инструменты и металлы, но обладают скромными смазывающими характеристиками,
Минеральные СОЖ – производится из нефтяных продуктов, используется преимущественно для работы фрезерных и токарных станков для резания стали,
Синтетические и полусинтетические СОЖ – эти виды смазочно-охлаждающих жидкостей изготавливаются на основе смеси водорастворимых полмиров с добавлением поверхностно-активных веществ, ингибиторов, биоцидов и т.д.
Эмульсии СОЖ – составы с большей, по сравнению с водосмешиваемыми, концентрацией дисперсных компонентов. Такие жидкости имеют отличные смазывающие и противоизносные характеристики.
По способу приготовления или составления рабочей жидкости различают эмульсолы – готовые жидкости, в составе которых есть присадки, мешающие расслоению, – и концентраты СОЖ, смешиваемые с водой перед использованием для получения эмульсий СОЖ
По вязкости, температуре вспышки, кислотному числу и т.д. (масляные СОЖ)
Подача СОЖ при обработке деталей лезвийным инструментом
В зону резания лезвийным инструментом применяют следующие основные способы подачи СОЖ:
- Свободно падающей струи;
- Напорной струи;
- Струи воздушно-жидкостной смеси ( в распыленном состоянии) ;
- Через каналы в теле режущего инструмента.
В промышленности наиболее широко применяют способ подачи СОЖ свободно падающей струёй (поливом). Техника применения остальных способов значительно сложнее, хотя каждый из них в своей области более эффективен, чем подача СОЖ поливом.
Существуют еще несколько способов подачи СОЖ, применяемых лишь в единичных случаях. Например, на операциях нарезания резьбы метчиками применяют периодическую ( импульсную) подачу дозированного количества СОЖ на режущий инструмент перед началом обработки. На агрегатных станках СОЖ подают на метчик автоматически, на универсальных станках это делают вручную. На универсальных станках в единичном и мелкосерийном производстве применяют иногда способ контактного смачивания обрабатываемой детали кистью или тампоном впереди режущего инструмента (например, на операциях нарезания резьбы плашками).
Смазочно-охлаждающие жидкости для операций резания
Полуторапроцентный раствор кальцинированной соды в кипяченой воде (для чернового обтачивания)
Вода, тринатрийфосфат и тринит натрия – повышает антикоррозийную стойкость
Вода, эмульсол и сода – обеспечивает обтачивание высокого качества
Масло (индустриальное и льняное) и керосин – для высокоточной работы дорогостоящими резцами
Сульфофрезол и керосин – для глубокого сверления металла
Керосин – при работе с алюминием и его сплавами
Обработка металла давлением также требует применения СОЖ для металлообработки, но такие материалы должны обладать особыми свойствами. Металлообработка давлением характеризуется значительными усилиями и невысокой скоростью скольжения между деталью и инструментом, поэтому СОЖ должна быть достаточно вязкой, стойкой к расслоению при высоких температурах. Зачастую в составе таких жидкостей содержится тонкочешуйчатый графит, который минимизирует трение в зоне пластической деформации.
Особые смазочно-охлаждающие материалы применяются также при работе с алюминием и его сплавами. Этот металл имеет свойство налипать на поверхности режущего инструмента, с которыми соприкасается. По этой причине СОЖ для алюминия должны обеспечивать высокое качество чистовой обработки заготовки. При работе с алюминием обычно используются эмульсии СОЖ на основе жирных кислот и вещества с этиленгликолем или глицерином.
Особенности воздействия на станки и заготовки
В общем случае СОЖ решает три задачи: охлаждает, смазывает и удаляет мелкие частицы (стружку). Но по факту уходит намного больше проблем. Например, вот последствия эффективного охлаждения:
- замеляется процесс изнашивания режущего инструмента;
- повышается точность работы на токарном станке;
- сокращается количество технологических процессов;
- улучшается качество обрабатываемых деталей;
- снижаются риски для сотрудника, его рабочее место становится более комфортным.
СОЖ для токарного станка — не обязательный компонент металлообработки, но без него невозможно получить качественную продукцию и рационально планировать затраты на обслуживание инструмента.
Как правильно эксплуатировать СОЖ для станков
1. Определить рабочий металл и его особенности. Каждый металл или сплав имеет свои специфические особенности в обработке, что влечет за собой тщательный подбор СОЖ. Жидкость, подходящая для стали, будет неэффективна при работе с алюминием и т. д.
2. Выбрать концентрацию СОЖ. Низкая концентрация ухудшит производительность станка, а слишком высокая может навредить здоровью работников и привести к вспениванию жидкости. Необходимая концентрация достигается путем добавления в воду небольшими порциями концентрата СОЖ при тщательном перемешивании.
3. Следить за совместимостью смазки станка и СОЖ.
4. Контролировать расход эмульсии СОЖ – он должен быть не меньше 10-15 литров в минуту (независимо от состава).
5. Использовать эмульсию СОЖ сразу же, в начале работы, не дожидаясь, пока резец нагреется.
6. Подавать СОЖ в места максимально высокой температуры – туда, где идет процесс образования стружки.
7. Не применять СОЖ для обработки хрупких металлов – мелкая крошка этих материалов, смешиваясь с СОЖ, забивается в узлы и агрегаты, тем самым портя дорогое оборудование.
Перед применением готовая жидкость или концентрат СОЖ тщательно перемешивается с водой, при этом необходимо концентрат СОЖ добавлять небольшими порциями в воду. Если добавлять в обратной последовательности – воду вливать в концентрат СОЖ, – то эмульсия может не получиться из-за расслоения жидкостей, образования крупных капель нерастворившегося концентрата.
Необходимо проанализировать состав (рецептура каждой СОЖ должна соответствовать ГОСТу), ввести присадки при необходимости и заправить в аппарат непрерывной подачи. Хранение возможно в специальных емкостях при установленных температуре и влажности. После работы эмульсию СОЖ нужно очищать от загрязнений, а жидкости, не подлежащие очистке, утилизируют по правилам производства.
На видео показаны некоторые требования к приготовлению эмульсии СОЖ из концентрата.
Использование СОЖ при обработке отверстий
Зенкерование, сверление, рассверливание и развертывание. При сверлении, зенкеровании и развертывании отверстий на универсальных станках широко применяют подачу СОЖ поливом. В этом случае СОЖ подают по направлению стружечных канавок инструмента, тем самым обеспечивают поступление жидкости в зону резания и удаление стружки. Но эти задачи решаются при подаче СОЖ поливом неэффективно. Так как продвигающаяся от режущих кромок по канавкам инструмента стружка препятствует доступу СОЖ в зону резания, а энергия потока жидкости оказывается обычно недостаточной не только для удаления стружки из зоны резания, но даже для смывания её с режущего инструмента.
При сверлении отверстий в стальных деталях спиральными сверлами из инструментальной стали расход СОЖ, подаваемой поливом, должен быть не менее 4 -8 л/мин. При сверлении твердосплавными свёрлами стали и чугуна расход СОЖ увеличивают до 12 – 16 л/мин.
Примерно такие же или несколько меньшие нормы расхода СОЖ поливом устанавливают на операциях рассверливания, зенкерования и развертывания. Разновидностью этого способа подачи СОЖ является направление СОЖ на сверло, зенкер или развертку через каналы в технологической оснастке, например в державках, патронах. Это конструктивное решение бывает целесообразно на токарных автоматах и револьверных станках, где вращается обрабатываемая заготовка, а не режущий инструмент.
На некоторых сверлильных операциях при зенкеровании и развертывании отверстий глубиной меньше двух диаметров, а так же отверстий малого диаметра СОЖ подводят через кольцевые насадки.
Если СОЖ подают через кондукторную втулку, то шейка или направляющая часть развертки или зенкера не должны препятствовать доступу СОЖ в отверстие. Для этого на направляющей части инструмента следует прорезать и отполировать глубокие канавки. Для обработки отверстий в деталях из труднообрабатываемых материалов применяют свёрла, развертки и зенкеры с внутренним подводом СОЖ.
Нормы расхода и давление СОЖ
Производительность насоса, подающего СОЖ в зону глубокого сверления, рассчитывают, исходя из условия, что скорость транспортирующей жидкости должна быть не меньше скорости образования стружки. Практические нормы расхода и величины давления СОЖ на станках при сверлении кольцевыми сверлами обычно несколько превышают расчетные величины.
Объем резервуара ( бака- отстойника) для СОЖ универсального станка для глубокого сверления желательно принимать с расчетом обеспечения 10- минутной работы насоса. Но для станков средних размеров ёмкость бака- отстойника не должна превышать 6м 3 . В целях стабилизации температуры жидкости в систему подачи СОЖ встраивают теплообменники и охладители.
Протягивание.
На операциях протягивания внутренних и наружных поверхностей СОЖ обычно подают, поливом, стараясь создать на зубьях протяжки равномерный слой смазки еще до их контактирования с материалом обрабатываемой заготовки. Одновременно следует подавать СОЖ и в зону выхода протяжки для её охлаждения и смывания стружки. При обработке тонкостенных деталей необходимо охлаждать их третьей струёй жидкости. При протягивании отверстий лучшие результаты дают кольцевые устройства, с помощью которых обеспечивается более равномерное распределение СОЖ по всему периметру обрабатываемой поверхности.
Нормы расхода СОЖ при протягивании зависят от многих факторов: принятой схемы и режимов резания, конструкции и материала протяжки, конфигурации обрабатываемой поверхности, материала обрабатываемой детали и другие. Для средних условий работы расход СОЖ составляет 10 – 20 л/мин. При скоростном протягивании (20 – 60 м/мин) расход СОЖ увеличивается до 30 – 50 л/мин. Примерно столько же СОЖ подают при наружном протягивании.
Большие затруднения встречаются подавая СОЖ при протягивании глубоких отверстий, а так же при обработке поверхностей большой длины. На таких операциях желательно увеличивать давление подаваемой СОЖ до 8 – 10 кгс/см 2 , направляя поток СОЖ против направления протягивания. Если повышение давления СОЖ почему-то окажется невозможным, следует использовать стандартные электронасосы большой производительности.
Нарезание резьбы метчиком
Нарезание резьбы метчиком, выполняют с подачей СОЖ поливом или с импульсной подачей СОЖ на метчик перед началом цикла. Особые трудности возникают при нарезании резьбы в глухих отверстиях.
Наиболее радикальным методом решения задачи отвода стружки из зоны резания, повышения производительности и качества нарезания резьбы метчиками является применение метчиков с каналами для подвода СОЖ в зону резания. Каналы для подвода СОЖ повышают стойкость метчиков в 1,5-2 раза, исключают их поломки вследствие затупления, улучшают качество резьбы. Зона обработки должна быть надежно экранирована, что бы предотвратить разбрызгивание СОЖ. Но при этом затрудняется наблюдение за процессом резьбонарезания.
Когда требуется замена СОЖ
Замена эмульсола производится по истечению срока годности продукта, а также в тех случаях, когда в процессе использования его качество, внешний вид и эксплуатационные характеристики значительно ухудшились.
Как показывает практика, масляные эмульсолы имеют более длительный срок годности по сравнению с СОЖ на водной основе. Это объясняется тем, что вода является хорошей средой для развития всевозможных микроорганизмов, что приводит к снижению уровня кислотности рН и появлению неприятного запаха. Вредными факторами для водосмешиваемых СОЖ являются также повышенные температуры, загрязнение смазочными материалами и абразивами. Такая эмульсия теряет стабильность и свои свойства, становится более токсичной. Текущий контроль состояния СОЖ дает возможность своевременно выявить несоответствия и внести корректировки. Периодичность контроля устанавливается стандартами:
Виды смазочных смесей
Все используемые для смазки специальные растворы по своим техническим показателям и химическим особенностям делятся на четыре типа.
Водная суспензия
Считается экономически выгодным вариантом. Кроме того, эту смазку для опалубки вполне возможно приготовить своими руками. Подойдут жидкий мыльный раствор с керосином, смесь глины и масла, суспензия, подготовленная из извести и гипса, разбавленных щелоком. Составы размешиваются, наносятся на опалубочные элементы, которые потом следует просушить. Тонковатый слой, оставшийся после сушки на щитах, отличается инертностью к бетонному раствору. Случается, что палубы конструкции окрашиваются простым составом – разведенной известью или цементным молочком. Варианты таких смазок недорогие, отлично подходят для небольших опалубочных конструкций, бетонирование в которых предполагает применение не виброуплотнения, а штыкования. Опалубку, обработанную такими растворами, простукивать не следует. Дело в том, что смазочный слой эластичностью не обладает, и после ударов от щитов отслаивается, перемешиваясь с раствором в зонах контактирования, загрязняя его поверхность и понижая прочность.
Если бетонирование ведется с виброуплотнением, такие составы для предварительной смазки не используются.
Гидрофобизаторы
Цена на эти смазочный смеси довольно высокая, не каждая считается безопасной для раствора в плане загрязнения поверхности конструкции. Cмазочные смеси для опалубки спросом пользуются, так как в своем химсоставе содержат поверхностно-активные компоненты, основу которых составляют минерализованные масла.
На основе органических углеводородов – замедляющие
Находящиеся в таких смесях замедлители достаточно результативно выполняют свое предназначение по разделению опалубочной поверхности и бетонного раствора. Однако используют их нечасто, потому что такие смазки обладают побочным эффектом – порой затруднительно держать под контролем процесс замедления, на ход реакции оказывают влияние многочисленные условия, в число которых входит и температурный режим воздуха. От воздействия подобных реакций поверхность фундаментной конструкции может находиться под воздействием напряжения и растрескиваться.
Комбинированные
Такие образцы смазок считаются более выгодными, и многих строителей не останавливает даже их высокая цена. В состав входят замедлители застывания бетонной массы и гидрофобизаторные компоненты, негативное воздействие которых понижается за счет добавления пластификаторов. Основное предназначение таких эмульсий – придание поверхности фундаментной конструкции гладкости и обеспечение легкого демонтажа опалубочных щитов.
Обратные эмульсии обладают определенными свойствами – сокращают численность и параметры пор, несколько увеличивают устойчивость бетона к воздействию влаги.
Применение СОЖ на автоматических линиях и агрегатных станках
В массовом и крупносерийном производстве автоматические линии включают в централизованную систему подачи СОЖ, рассчитанную на весь цех или группу линий и станков.
В агрегатных станках и автоматических линиях, состоящих из этих станков, применяют системы подачи СОЖ трёх типов
- Системы низкого давления, в которых для подачи эмульсий и синтетических СОЖ поливом используют электронасосы типов П, ПА и ПЗС.
- Системы высоко давления, в которых подача СОЖ производится шестеренными насосами типа БГ. Эти системы применяют для подачи углеводородных СОЖ поливом и через инструмент (кроме ружейных сверл) и эмульсий через инструмент. На некоторых агрегатных станках работает одновременно большое число разных инструментов. В связи с этим иногда сочетают на одном станке подачу СОЖ под давлением через инструмент и подачу СОЖ поливом.
- Системы низкого давления, в которых подвод СОЖ через инструмент производится вихревыми насосами типа ВМК, сечения каналов подвода жидкости в муфте и инструменте назначают из расчета скорости потока не более 5 м.с. Насос подбирают, исходя из расхода СОЖ на весь станок.
Способы подачи СОЖ при абразивном и алмазном шлифовании
Подачу СОЖ к зоне резания свободно падающей струёй (поливом) широко применяют на универсальных круглошлифовальных станках. СОЖ подают к зоне резания с помощью центробежного электронасоса, через сопло, имеющее щелевое или круглое выходное отверстие (при внутреннем шлифовании СОЖ подают так же через осевое отверстие шпинделя). Скорость истечения жидкости примерно 1м.с. Интенсивность охлаждения должна возрастать с увеличением поверхности контакта инструмента и заготовки, высоты круга и плотности структуры, а так же с уменьшением размеров абразивных зерен.
Чем выше должно быть качество шлифованной детали, тем обильнее нужно подавать СОЖ. При круглом, наружном, внутреннем и плоском шлифовании периферией круга расход СОЖ должен быть не менее 8 – 10 л/мин на каждые 10мм ширина сегмента или кольца (все нормы расхода СОЖ для шлифования с линейной скоростью круга 30 – 35 м.с).
В результате действия воздушных потоков, создаваемых вращающимся шлифовальным кругом, большая часть жидкости, подаваемой наиболее распространенным в настоящее время способом полива, практически никакого участия в процессе шлифования не имеет.
ли со статьей или есть что добавить?