Калькуляторы расчета размеров развертки конуса
Иногда в ходе выполнения тех или иных хозяйственных работ мастер встаёт перед проблемой изготовления конуса – полного или усеченного. Это могут быть операции, скажем, с тонким листовым металлом, эластичным пластиком, обычной тканью или даже бумагой или картоном. А задачи встречаются самый разные – изготовление кожухов, переходников с одного диаметра на другой, козырьков или дефлекторов для дымохода или вентиляции, воронок для водостоков, самодельного абажура. А может быть даже просто маскарадного костюма для ребенка или поделок, заданных учителем труда на дом.

Калькуляторы расчета размеров развертки конуса
Чтобы из плоского материала свернуть объёмную фигуру с заданными параметрами, необходимо вычертить развертку. А для этого требуется рассчитать математически и перенести графически необходимые точные размеры этой плоской фигуры. Как это делается – рассмотрим в настоящей публикации. Помогут нам в этом вопросе калькуляторы расчета размеров развертки конуса.
Развертка усеченного конуса. Формула площади и пример решения задачи
Каждый школьник слышал о фигуре конус. Его свойства и характеристики изучает стереометрия. Из этой фигуры можно получить ее усеченный вариант. В данной статье рассмотрим вопрос, что такое развертка усеченного конуса и как найти ее площадь.
Как сделать ровный конус из бумаги. Как сделать развертку – выкройку для конуса или усеченного конуса заданных размеров. Простой расчет развертки
Иногда в ходе выполнения тех или иных хозяйственных работ мастер встаёт перед проблемой изготовления конуса – полного или усеченного. Это могут быть операции, скажем, с тонким листовым металлом, эластичным пластиком, обычной тканью или даже бумагой или картоном. А задачи встречаются самый разные – изготовление кожухов, переходников с одного диаметра на другой, козырьков или дефлекторов для дымохода или вентиляции, воронок для водостоков, самодельного абажура. А может быть даже просто маскарадного костюма для ребенка или поделок, заданных учителем труда на дом.

Калькуляторы расчета размеров развертки конуса
Чтобы из плоского материала свернуть объёмную фигуру с заданными параметрами, необходимо вычертить развертку. А для этого требуется рассчитать математически и перенести графически необходимые точные размеры этой плоской фигуры. Как это делается – рассмотрим в настоящей публикации. Помогут нам в этом вопросе калькуляторы расчета размеров развертки конуса.



Как построить развертку в КОМПАС
Построение развертки — важный момент работы с листовыми телами. Важно освоить способы получения развертки в автоматическом режиме, чтобы не строить её в КОМПАС геометрическими примитивами.
- Читайте также:
Какую фигуру будем изучать?
Круглый прямой усеченный конус представляет собой два круга, имеющих разный диаметр, которые расположены в параллельных плоскостях. Окружности этих кругов соединены прямыми отрезками равной длины, именуемых образующими фигуры. Расстояние между круглыми основаниями называется высотой. Описанная фигура показана ниже на фото.
 Вам будет интересно: Технология исследовательской деятельности: понятие, внедрение нового, разработка проектов, цели и задачи
Вам будет интересно: Технология исследовательской деятельности: понятие, внедрение нового, разработка проектов, цели и задачи

Получить ее можно двумя принципиально отличающимися геометрическими способами. Во-первых, можно взять обычный круглый конус и параллельной его основанию плоскостью отсечь верхнюю часть. Такое действие приведет к образованию верхнего (малого) основания усеченного конуса. Во-вторых, можно взять трапецию с двумя прямыми углами и вращать ее вокруг стороны, ограниченной этими углами. Сторона трапеции, вокруг которой будет происходить вращение, называется осью фигуры. Две параллельные стороны трапеции опишут круглые основания во время вращения, а четвертая наклонная сторона образует боковую поверхность фигуры.
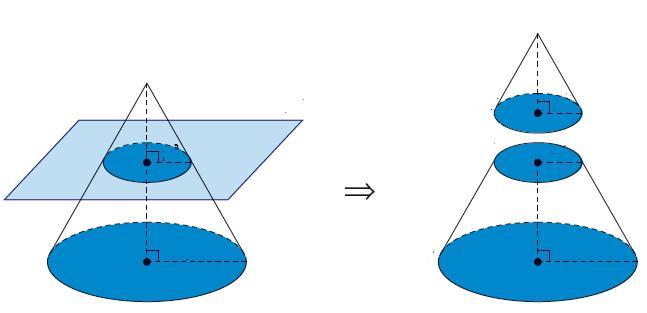
Схема выше демонстрирует получение усеченного конуса с помощью сечения плоскостью.
Определение диаметра через объем и высоту

Теперь покажем, как найти диаметр конуса, зная его объем V и высоту h. Для этого необходимо вспомнить, что объем конуса, как и объем любой пирамиды, можно определить, пользуясь следующим равенством:
Здесь S — площадь основания. Поскольку площадь основания в рассматриваемом случае является площадью круга, то это выражение можно переписать в таком виде:
- Читайте также:
Остается выразить отсюда радиус и умножить его в два раза, и мы получим ответ на вопрос о том, как найти диаметр конуса через величины V и h. Имеем:
Заметим, что в правой части получается размерность длины. Это доказывает правильность полученной формулы.
Все записанные в статье формулы для диаметра d фигуры также являются справедливыми для радиуса, который будет в два раза меньше диаметра.
Печать конусообразных стаканчиков на принтере
Самый простой вариант — это печать на сувенирном принтере с помощью поворотного устройства. Видео взято на канале Andrey Printcompany.
Печать на конусном бокале. UV-принтер
Промышленный вариант, высокоскоростная UV-печать на специализированных принтерах. Видео 3sixty CMYK UV-print on cone shaped product взято на канале ACG Fyrtal.
Высокоскоростная UV-печать на специализированных принтерах
Ещё один промышленный UV-принтер — Inkjet Cylinder Printing Machine – The X360. Видео взято на канале Inkcups.
Inkjet Cylinder Printing Machine – The X360

- Читайте также:
Развертка усеченного конуса
Как мы видели, рассматриваемая фигура образована тремя поверхностями. Две из них представляют основания, а третья является боковой. Сумма площадей этих поверхностей является полной поверхностью усеченного конуса. В трехмерном пространстве ее площадь вычислять неудобно, поскольку сама величина является двумерной. В связи с этим при возникновении проблемы определения площади поверхности пространственных фигур, их принято представлять на плоскости.
В нашем случае развертку получить достаточно просто. Для этого следует мысленно отрезать по соответствующим окружностям основания от фигуры. Затем, необходимо разрезать вдоль образующей и раскрыть поверхность боковую. В итоге получится результат, показанный на фото.
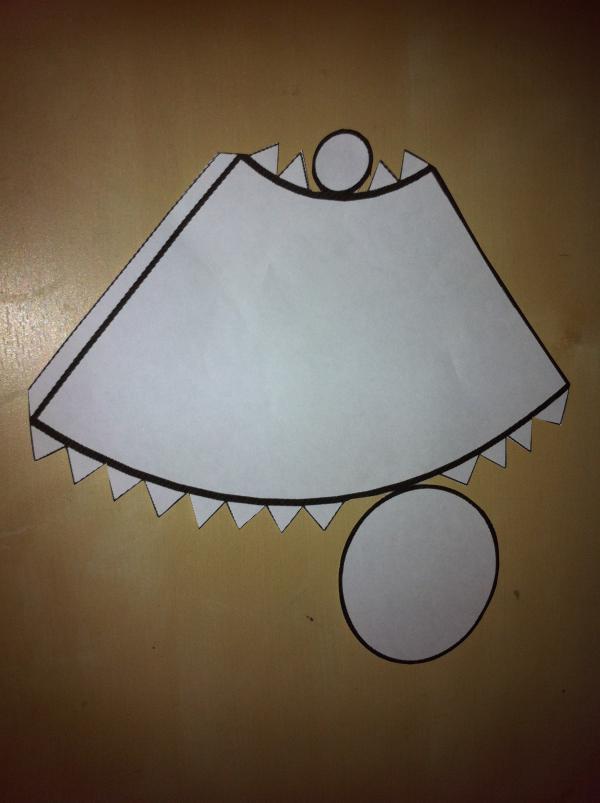
Она представляет собой два разных круга и часть кругового сектора, у которого вырезан центр.
Формула площади поверхности фигуры
Для вычисления площади поверхности усеченного конуса необходимо определить эту величину для каждой части его развертки. Обозначим радиусы оснований буквами R и r. Тогда их площади будут равны:
Для вычисления площади боковой поверхности учтем, что ее развертка образована двумя одинаковыми генератрисами g и двумя дугами окружностей, которые имеют длину 2*pi*r и 2*pi*R. Опуская рассуждения и промежуточные математические формулы, приведем конечное выражение для площади этой части развертки фигуры. Оно имеет форму:
Получив площади для оснований и боковой поверхности, можно записать формулу развертки конуса усеченного. Ее общая площадь S равна:
S = So1 + So2 + Sb = pi*(R2 + r2 + g*(R + r)).
Таким образом, площадь S фигуры однозначно определяется из знания радиусов ее оснований и длины генератрисы.
- Читайте также:
Видео гибки конусной обечайки
После сборки проверяется сварочный зазор и выполняются сварочные прихватки (рис.21). Параметры прихваток приведены в таблице 2. Заходные и выводные планки применяются для обеспечения качественного сварного шва по торцам обечайки.
При сборке обечаек используются роликовые стенды (рис.22) и кантователи. Сварку кольцевых и продольных швов обечаек производят ручным способом, механизированным способом или с применением сварочных роботов. Для ликвидации остаточных напряжений в сварных швах обечайки подвергают термообработке в шахтных печах. После сварки производится калибровка обечайки на вальцах — прокатка ее в несколько заходов. При окончательном контроле изготовленных обечаек проверяют их геометрические размеры, отсутствие деформаций и поверхностных дефектов детали.
Установлен сертификат профессионализма, соответствующий занятию промышленного кипятильника, профессиональной семьи тяжелой промышленности и металлических конструкций, который будет иметь официальный характер и действительность на всей территории страны.
Сертификат профессионализма. Аккредитация учебного контракта. Только переходное положение. Адаптация к национальному учебному и профессиональному плану внедрения. Министр труда и социальных дел настоящим уполномочен издавать такие положения, которые могут потребоваться для осуществления этого Королевского указ.
Более подробно об изготовлении отдельных видов обечаек, читайте в разделах «Вентиляция», «Водосток» и «Для гибки металла».
Вальцовка обечаек – важнейший технологический процесс, без которого нельзя даже представить производство цилиндрических деталей. Рассмотрим более подробно его особенности, технологию и используемый инструмент.
Этот Королевский указ вступает в силу на следующий день после его опубликования в Официальном государственном бюллетене. В Мадриде 24 января. Министр труда и социальных дел. Профессиональный профиль профессии. Для строительства различных элементов используются режущие и формовочные машины, а также электросварочное оборудование, а также организует рабочее оборудование для получения продуктов в условиях безопасности и требуемых качественных характеристик. Построить металлические конструкции.
Построить наборы цилиндрических каналов. Компетентность 1: сборка металлоконструкций. Компетентность 2: построение наборов цилиндрических трубопроводов. Компетентность 3: построение конусов и бункеров. Наблюдение при формовании в горячем состоянии не превышает предельную температуру молекулярной структуры материала.







Вычисление диаметра фигуры через линейные параметры и угол при основании
Описанную пространственную фигуру можно получить, если вращать вокруг любого катета прямоугольный треугольник. Этот факт демонстрирует рисунок ниже.

Из рисунка видно, что два катета AC и AB являются радиусом r и высотой h объемной фигуры соответственно. Генератриса g — это гипотенуза BC. Эти соответствия позволяют записать формулу диаметра конуса через известные g и h:
При записи этой формулы использовалась теорема Пифагора, а также определение диаметра, который в два раза больше радиуса основания конуса.
Если известен угол φ между основанием и любой из образующих g фигуры, тогда диаметр конуса можно определить по следующим формулам:
Оба равенства являются следствием применения определения тригонометрических функций тангенса и косинуса.
Бумажный или пластиковый стаканчик
Самый распространенный конический предмет, с которым сталкиваются абсолютно все люди — это стаканчик. Он может быть бумажным или пластиковым, с принтом или без, но неизменным остается одно — это форма! Коническая фома стаканчика была выбрана не просто так, она имеет неоспоримое преимущество перед цилиндрической.
Форма конуса позволяет вставлять один стаканчик в другой, тем самым получается сформировать компактную упаковку из десятков изделий. Форма цилиндра не позволяет этого сделать. Итак, подобная конусообразная форма делает удобнее хранение, транспортировку и реализацию стаканчиков.
Однако, при необходимости напечатать картинку на конусообразном предмете, возникают некоторые технические и дизайнерские сложности. Сразу обращаю ваше внимание, что стаканчик является усеченным конусом, и далее рассматриваемый способ подготовки принта для печати, будет основан именно на построении макета усеченного конуса и подходит для любых подобных предметов, например, для кружек латте.
Построение развертки трубы
Построение развертки трубы можно выполнить по аналогии с построением развертки усеченного конуса:
- построив трубу листовым телом;
- построив развертку Приложением Оборудование: Развертки
Если использовать первый способ, то усеченный конус мы строили командой «Линейчатая обечайка», а трубу нужно строить командой «Обечайка»

В остальном все очень похоже. Также создается эскиз на любой из системных плоскостей, например, на XY. Строится окружность. Запускается команда «Обечайка», указывается длина трубы и толщина стенки. Чертеж развертки получается опять же по аналогии с пошаговым описанием получения развертки усеченного конуса.
Если использовать способ с Приложением Оборудование: Развертки, но там понадобится команда «Патрубок цилиндрический тип 3». Указываются параметры трубы и получается развертка в автоматическом режиме.
Геометрическая задача
Необходимо провести расчет развертки усеченного конуса, который имеет высоту 13 см и радиусы оснований 2 см и 7 см.
Решение данной задачи с помощью непосредственного применения формулы для S невозможно, поскольку не известна длина генератрисы g. Тем не менее, ее можно вычислить, используя такую формулу:
Это выражение можно самостоятельно получить, рассмотрев прямоугольный треугольник со сторонами g, h и (R-r), здесь h – высота усеченного конуса. Генератриса g будет равна 13,93 см (значение приведено с точностью до 0,01 см).
Осталось подставить значения генератрисы и радиусов в формулу для S, чтобы получить требуемый ответ:
S = 3,14*(72 + 22 + 13,93*(7 + 2)) ≈ 560,1 см2.
Следует не забывать, что записанная для S формула справедлива только для круглого прямого усеченного конуса.
Услуги вальцовки недорого
Компания предоставляет услуги вальцовки по ценам
, наиболее приемлемым в Москве. На заказ мы качественно выполним любые объемы работ, в том числе в промышленных масштабах. Изготовим изделия в точности, соответствующие чертежам заказчика. Работы выполняются в оговоренные сроки, без нарушения графиков. Для вальцовки у нас имеется технологически современное оборудование и опытные специалисты, которые относятся к своей работе с максимальной степенью ответственности. Производим вальцевание тонколистового и пруткового металла. Осуществляем вальцовку кромок листа и углов с точным радиусом закругления.
Круглый конус в геометрии
Приведем геометрическое определение этой фигуры. Круглым конусом называется поверхность, которая образована прямыми отрезками, соединяющими все точки некоторой окружности с одной-единственной точкой пространства. Эта единственная точка не должна принадлежать плоскости, в которой лежит окружность. Если вместо окружности взять круг, то указанный способ также приводит к получению конуса.
Круг называется основанием фигуры, его окружность — это директриса. Отрезки, соединяющие точку с директрисой, называются генератрисами или образующими, а точка, где они пересекаются — это вершина конуса.
Круглый конус может быть прямым и наклонным. Обе фигуры показаны ниже на рисунке.

Разница между ними заключается в следующем: если перпендикуляр из вершины конуса падает точно в центр окружности, то конус будет прямым. Для него перпендикуляр, который называется высотой фигуры, является частью его оси. В случае конуса наклонного высота и ось образуют некоторый острый угол.
Ввиду простоты и симметричности фигуры далее будем рассматривать свойства только прямого конуса с круглым основанием.
От ровного листа до круглой обечайки:
Вальцы с асимметричным расположением валков (рис.11) производят практически полную гибку обечайки. Наиболее современными являются четырехвалковые машины (рис.12), на которых за один цикл осуществляется вальцовка и подгибка краев. Радиус гибки обечаек проверяют шаблонами. Возможные дефекты вальцовки цилиндрических обечаек приведены на рис.14.
Также способы получения нужной формы бывают разные.
Гибка конических обечаек производится несколькими способами:
1) Установкой под углом среднего валка у симметричных трехвалковых машин и бокового валка у асимметричных трехвалковых и четырехвалковых вальцев (рис.15). 2) Гибкой по средней линии последовательно по различным участкам (рис.16) на вальцах. Сначала осуществляют подгибку кромок, затем гнут середину заготовки на каждом участке с переустановками. Такой способ приводит к повышенному износу оборудования. 3) Гибка обечаек на вальцах со сменными коническими валками. Этот способ оправдан в серийном и массовом производстве. 4) Безвальцевым способом для листа толщиной до 20 мм. На рис. 17 показан метод свертывания. Кромки 3 и 4 заготовки закрепляют в опорах 2 и 5, сводят друг к другу, одновременно поворачивают опоры в разных направлениях. Далее кромки конической обечайки соединяют на прихватках и снимают со станка. 5) Наиболее производительным способом является изготовление конических обечаек в штампах (рис.18). Перед сваркой частей обечаек производят их предварительную фиксацию для исключения деформации элементов и обеспечения сварочных зазоров. Совмещение кромок обычно производится струбцинами и сборочными кольцами для тонкого листа (рис.19). На одну обечайку устанавливается две струбцины по торцам. Цилиндричность обечаек обеспечивается специальными приспособлениями с домкратами, распирающими деталь. При сборке габаритных деталей используются стяжные планки и клиновые соединения (рис.20).
Переходные оправки и втулки

Переходные втулки конусов Морзе.
Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Конус Морзе и метрический конус

Конус Морзе № 2 (MT2).

Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы (гнёзда)).
Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году[1].
Конус Морзе подразделяется на восемь размеров, от КМ0
до
КМ7
(англ. MT0-MT7, нем. MK0-MK7)[2][3]. Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры.». В российском стандарте конус КМ7
к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой, без оных. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве шпинделя есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделе штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами
(англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200).
Конструктивных различий между конусом Морзе и метрическим нет.
Размеры наружного и внутреннего конуса (по ГОСТ 25557-2006), мм
Таблица 1
- Отсутствует в ГОСТ 25557-2006
Укороченные конуса Морзе
| Конус Морзе на Викискладе |
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
- B7
— укороченный до 14 мм
КМ0
. - B10
,
B12
— укороченный до 18 и 22 мм соответственно
КМ1
. - B16
,
B18
— укороченный до 24 и 32 мм соответственно
КМ2
. - B22
,
B24
— укороченный до 45 и 55 мм соответственно
КМ3
. - B32
— укороченный до 57 мм
КМ4
. - B45
— укороченный до 71 мм
КМ5
.
Гибка металла на вальцах
07 Дек 2013 Рубрика: Механика |
За последнее время ко мне было несколько обращений от читателей блога за помощью в решении одной и той же задачи: как при работе на трехвалковых листогибочных вальцах и профилегибах определить окончательное местоположение среднего ролика (валка)…
…относительно положения крайних роликов (валков), которое обеспечит гибку (вальцовку) заготовки с определенным заданным необходимым радиусом? Ответ на этот вопрос позволит повысить производительность труда при гибке металла за счет уменьшения количества прогонов заготовки до момента получения годной детали.
В этой статье вы найдете теоретическое
решение поставленной задачи. Сразу оговорюсь – на практике я этот расчет не применял и, соответственно, не проверял результативность предлагаемого метода. Однако я уверен, что в определенных случаях гибка металла может быть выполнена гораздо быстрее при использовании этой методики, чем обычно.
Содержание
- 1 Конус Морзе и метрический конус 1.1 Метрический конус
- 1.2 Укороченные конуса Морзе
-
8.1 Конус 1:50
У этого термина существуют и другие значения, см. Конус (значения).
Ко́нус инструмента́льный
— конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Другие конусы, применяемые в машиностроении
Конус 1:50
Конусность 1:50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей, зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и конически развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′[5].
Конус 1:30
Конусы насадных разверток, зенкеров и оправки для них. Конусность 1:30 соответствует углу уклона 0°55′[5].
Конус 1:16
Резьба обсадных труб 6 5/8″, бурильных и насосно-компрессорных труб, резьба трубная коническая общего назначения.
Конус 1:10
Концы валов электрических и других машин и соответствующие им муфты. ГОСТ 12081-72.
Центры упорные и конусы инструментов для тяжелых станков. ГОСТ 7343—72.
Отверстия под заклепки в котельных листах, мостовых и корабельных конструкциях (т. н. котельный конус).
Конус 1:7
Пробковые краны, центры упорные для тяжелых станков, конусы инструментов (ГОСТ 7343—72).
Конус 1:5
Концы шлифовальных шпинделей с наружным базирующим конусом ГОСТ 2323
Конус 1:4
Фланцевые концы шпинделей токарных, револьверных и других станков, резьба замков в нефтепромышленности.
Конус 1:1,866
Центры станков, центровые отверстия, потайные и полупотайные головки заклёпок диаметром 16—25 мм, потайные головки винтов диаметром 22—24 мм.
Конус 1:0,866
Конус 1:0,652
Потайные головки болтов, потайные и полупотайные головки заклёпок диаметром 10—13 мм.
ли со статьей или есть что добавить?