Разработка техпроцесса листовой штамповки и эскизное проектирование штампа
Обработка металлов давлением – это вид механической обработки суть которой состоит в разделении материала без снятия стружки или пластической деформации. Одним из способов обработки материалов под давлением выступает холодная штамповка. Когда с помощью различного типа штампов осуществляется холодная пластическая деформация для достижения определенного результата обработки металла. Данный способ является наиболее прогрессивным из всех методов изготовления деталей.
ВВЕДЕНИЕ

заготовка штамповка крепеж раскрой
Холодная штамповка – вид обработки металлов давлением, объединяющий ряд процессов, осуществляемых холодной пластической деформацией при помощи различных видов штампов, непосредственно деформирующих метал и выполняющих требуемые операции.
В технологическом отношении холодная штамповка позволяет:
— получать детали сложной формы, изготовление которых другими методами весьма затруднительно;
— создавать прочные и жесткие, но легкие по своим массовым характеристикам детали при небольшом расходе материала;
— получать взаимозаменяемые детали с высокой точностью размеров.
В экономическом отношении преимуществами являются:
— экономичность использования материала и небольшой отход;
- Читайте также:
— низкая стоимость изготовления изделий;
Разработку технологического процесса листовой штамповки будем вести с помощью системы автоматизированного проектирования «КОМПАС-Штамп», которая реализуется в среде Windows c чертёжно-конструкторского редактора «КОМПАС-График». Система «КОМПАС-Штамп» ориентирована на автоматизацию проектирования штампов для различных операций холодной листовой штамповки и обеспечивает автоматизацию проектирования штампов оригинальных и типовых конструкций.
ПРОЕКТИРОВАНИЕ ШТАМПА ДЛЯ ГИБКИ И ВЫТЯЖКИ
Часто требуется изготовить оснастку для штамповки изделия методом гибки, отбортовки, вытяжки, и других формоизменяющих операций. Кроме того, требуется изготовить штамп для вырубки развертки будущей детали, исполнительные размеры которой определены только теоретически, т.е. с недостаточной точностью. В этом случае лучше применять метод отработки изделия.
Рассмотрим последовательность действий.
Сначала я моделирую изделие в одной из 3d программ, и получаю векторную модель изделия.
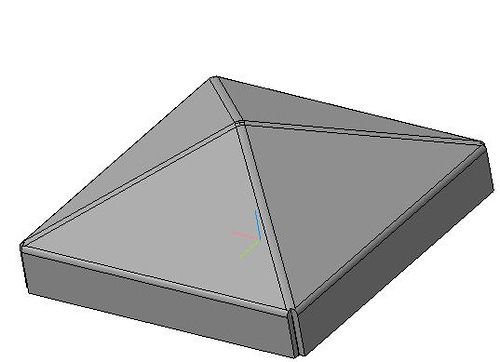
Векторная модель изделия
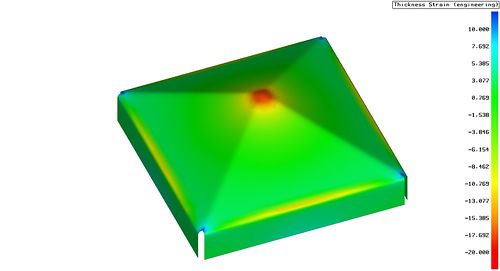
С помощью одной из программ я получаю расчетную развертку, и определяю опасные сечения детали.
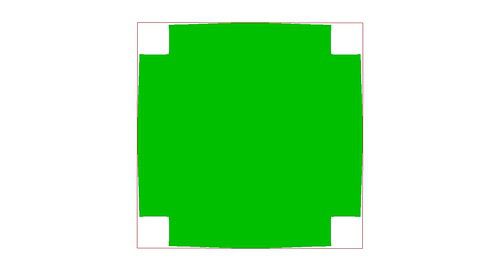
Развертка
- Читайте также:
Места утонения
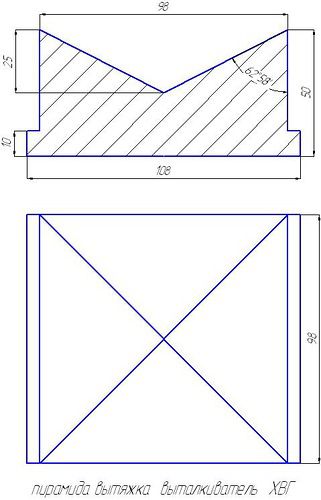
Дальше я изготавливаю штук 10 -20 разверток, по рассчитанным размерам (обычно, с помощью электроэррозионной обработки), проектирую штамп.
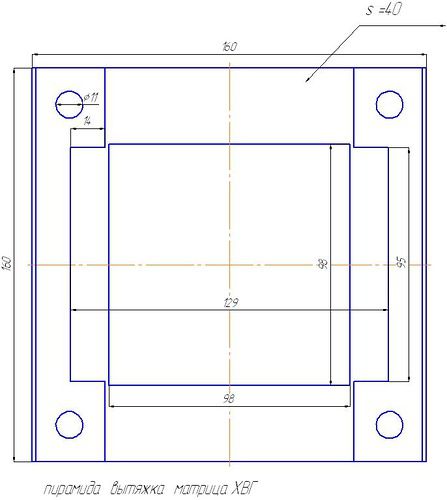
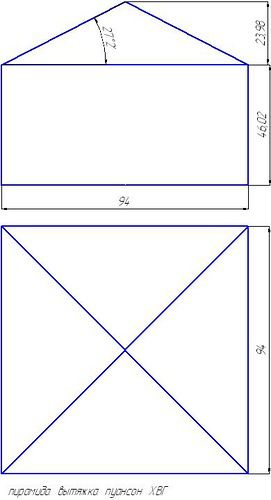
В данном примере достаточно спроектировать пуансон, матрицу и выталкиватель.
В экономическом отношении штамповка обладает следующими преимуществами:
Наибольшее распространение холодная штамповка получила в крупносерийном и массовом производстве, где большие масштабы выпуска позволяют применять технически более совершенные, хотя и более сложные и дорогие штампы.
Эффективность использования холодной штамповки обусловлена снижением веса изделия при увеличении жесткости и прочности штампованных деталей в сравнении с другими методами обработки металлов. При обработки металлов холодной штамповкой есть возможность получить законченную деталь без применения последующих деформаций.
Наше конструкторское бюро предлагает услуги по разработке и проектированию штампов. У нас есть большой опыт в данной области проектирования изделий. Также есть возможность изготовления спроектированных штампов у наших проверенных партнеров.
Листовая штамповка

Люди издревле делали из металла тонкостенные изделия, сосуды и украшения. Они изготавливались из листа металла методом чеканки-придания формы холодному или разогретому листу пластичного металла путем обстукивания его молотком вокруг деревянной модели будущего изделия. Швы запаивались или чеканились. Такой обработке подвергалась чаще всего медь, реже серебро или золото. Полученные таким образом изделия ценились чрезвычайно высоко, поскольку все операции были ручными и на изготовление одного кувшина у мастера уходил не один день.
Пытливый человеческий ум искал пути ускорить и удешевить производство до середины 19 века, когда появился такой мощный источник энергии, как пар. С тех пор технология производства тонкостенных изделий из металлического листа путем деформации его под давлением, или листовая штамповка, существенно усовершенствовалась. Сегодня этим методом производят миллиарды различных деталей — от частей телефонов до корпусов автомобилей.
Проектирование штампа с подробным описанием
Далее представлен один из примеров, реализованный нашим КБ, изготовление данного элемента было осуществлено нашими партнерами — производственной компанией по изготовлению штампов.
- Читайте также:
Рабочие части штампа
Как и в примере с вырубным штампом, проектировать плиты верхнюю и нижнюю, промежуточные плиты, прокладки, толкатели, буфер нет необходимости, так, как я и проектировщик, и изготовитель штампа.
После изготовления формоизменяющего штампа, я отштамповываю на нем несколько вырезанных заготовок. После измерения полученных изделий становиться ясно, какие изменения нужно внести в файл развертки. Процесс подгонки развертки (отработка) может повторяться 2 – 3 раза, пока не будут получены требуемые размеры. (В данном штампе потребовалось уменьшение расчетных размеров развертки)
Полученный таким путем файл развертки является исходным для проектирования вырубного штампа.
Содержание статьи
1. Конструктивно-технологический анализ детали, выбор заготовки и схемы штамповки
2. Проектирование штампа, выбор оборудования.
Сферы использования
Промышленное производство не обходится без холодной и горячей штамповки. С помощью этих методов за небольшой промежуток времени можно создать как мелкие, так и крупные детали. Горячая штамповка применяется там, где нужно получить объемные детали.
При штамповке фланцев применяются 2 метода:
- В процессе ковки используются гидравлические прессы. Здесь под действием давления идет затекание металла в полость, которая изготовлена в бойке. Это пространство соответствует форме получаемой детали.
- При использовании листового металла в качестве заготовки применяются кривошипно-шатунные прессы. В них вставляется штамп и подается листовой металл. Под давлением происходит вытяжка фланца.
Преимущества работы с нами
Большой практический опыт работы с оснасткой для холодной штамповки позволяет предлагать клиентам:
- Читайте также:
ли со статьей или есть что добавить?