Пайка медных трубок газовой горелкой (инструкция)

Работа с газовой горелкой и расплавленным припоем заставит нервничать любого исполнителя, будь то начинающий или профессионал. Важный момент: последствия ошибок пайки практически варьируются от негерметичного шва трубы до самого настоящего домашнего пожара. Однако, как и для большинства практикуемых ремёсел, ключом к успеху пайки медных трубок газовой горелкой являются практика и планирование работ.
Медные трубы: инструкция пайки медных соединений (мягким припоем)

Специалистами пайка определяется как группа процессов соединения, посредством которых достигается объединение материалов нагреванием до температуры пайки. При этом используется присадочный металл (припой), обладающий ликвидусом (состоянием плавления), не превышающим 450°C и солидусом (твёрдым состоянием) ниже основных металлов. Инструкция пайки показывает — большая часть работы выполняется при температурах 175 — 315°C.
Как правильно паять медные трубы: технология пайки своими руками, инструменты, основные ошибки
При установке систем водоснабжения и других инженерных коммуникаций из медных сегментов применяются разные методы соединения. Один из надежных пайка.
Этот вариант подразумевает применение припоя, представляющего собой расходный материал в виде термопластичного состава. Он плавится, когда на него воздействует высокая температура, создаваемая газовой горелкой. Благодаря этому свойству припой проникает в зазор между двумя соединяемыми деталями.
Выполняя пайку медных труб, можно создать надежные швы, выдерживающие существенное давление и даже механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
Пайка медных труб: общие сведения, способы и технология выполнения работ

Медные трубопроводы сейчас широко применяются для создания отопительных систем и во время прокладки внутридомовых водопроводных сетей. Они постоянно используются при установке кондиционеров. Поэтому так часто проводится пайка медных труб. Расскажем о вариантах выполнения соединений, используемом оборудовании и расходниках. Рассмотрим также подробно технологию проведения работ, включая отрезку труб, применение флюса, соединение двух деталей и саму пайку.
Пайка медных труб: технологические особенности и ход работы
- Читайте также:
Если сталь обычно варят, то медь лучше паять. С пайкой меди при желании справится даже новичок, чего нельзя сказать про сварку. Пайка при низких температурах не портит структуру и практически не влияет на свойства металла, также необязательно приобретать дорогое оборудование, которое обычно сложно найти. Главное, паяльные соединения получаются надежными и термостойкими, что хорошо для отопления. Если захотеть, то можно своими руками выстроить водопровод, который прослужит долгие годы.


Горелка для пайки – особенности, необходимый инструмент, виды горелок, правила выбора, этапы пайки

При поиске надежного, долговечного и экологически чистого материала для домашнего водопровода многие останавливают свой выбор на медных трубах. Однако обеспечить качественную, герметичную и прочную стыковку частей такого трубопровода позволяет только термический способ – пайка. Разберем, каковы особенности этой технологии, как правильно при этом применяется специальная горелка для пайки, какие виды ее существуют, как правильно ее подобрать для конкретных условий, и из каких главных этапов состоит процедура стыковки.
Какие горелки лучше для пайки медных труб: по виду топлива, по техническим возможностям
Самым известным способом соединения медных труб является капиллярная пайка. Для реализации этого метода необходим комплект специального инструмента. Если в кустарных условиях труборез можно заменить ножовкой по металлу, то вместо горелки для пайки медных труб профессионалы иногда применяют электрический паяльник.
Хотя этот инструмент менее распространен по сравнению с приспособлением, использующим в качестве топлива газовоздушную смесь для получения узконаправленного пламени. Ведь именно с его помощью нагреваются медные детали, и плавится припой при соединении отдельных элементов трубопроводных систем.
Виды медных труб и их использование
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700 °C. Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды. К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.
Трубы из меди есть разные 
- Читайте также:
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Последовательность подготовки и проведения операций пайки
Как выполняются соединения медных труб пайкой припоем? Ниже по тексту представлена инструкция пайки медных труб, учитывающая все детали процесса. Однако для получения удовлетворительных, непрерывных соединений пайкой, необходимо соблюдать последовательность подготовки и проведения операций.
Технологическая последовательность основана на стандартной практике ASTM B 828 и выстраивается следующими функциями подготовки и операциями:
- измерение и резка,
- развертывание,
- очистка,
- применение флюса,
- сборка и поддержка,
- нагрев,
- применение припоя,
- охлаждение и чистка,
- тестирование.
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.

Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
- Высокотемпературное;
- Низкотемпературное.
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
- Читайте также:

Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.

Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Общие сведения
Несмотря на более высокую цену трубопроводов из меди, они все чаще применяются во время монтажа инженерных коммуникаций в жилых частных постройках. Причина этому их отличная термостойкость, хорошая гибкость и продолжительная долговечность.
Если пайка медных трубок выполнена качественно при соблюдении технологии, тогда коммуникации можно без опаски заливать бетоном, прокладывать в стенах. В любом случае инженерные системы будут эффективно выполнять свое предназначение. Ими можно будет пользоваться, пока здание не разрушится. Поэтому высокие затраты на монтаж медных трубопроводов всегда окупаются.
Чтобы пайка меди была осуществлена качественно, нужно обладать знаниями, необходимыми приспособлениями и расходными материалами. При этом сам процесс проводится достаточно просто. Ведь во время его выполнения не нужно использовать агрессивные вещества для очистки медных поверхностей.
- Читайте также:
Медь хорошо соединяется с большим количеством легкоплавких металлов. Это позволяет быстрее подобрать нужный припой. Кроме того, не требуется использовать дорогой флюс, потому что при процессе расплавления металла отсутствует интенсивное взаимодействие с кислородом. Еще не происходит деформация труб, а созданное соединение после нагрева легко разбирается.
Пайка медных труб – особенности, необходимые приспособления
Суть пайки отрезков медного трубопровода сводится к предварительной подготовке краев соединяемых труб, заполнению зазора между ними специальным сплавом-припоем, последующим нагревом и очисткой поверхности. При этом в отличие от сварки, когда сам материал соединяемых конструкций плавится и за счет этого образует единую структуру, стыковка происходит за счет другого состава. Температура его плавления всегда ниже, чем у материала труб.
Процедура пайки в зависимости от применяемой температуры классифицируется на 2 основных типа:
- 600-900 °C. Для разогрева сплава применяются профессиональные горелки, производящие высокотемпературное пламя. Работают они на пропане, бутане, ацетилене и кислороде. Способ подходит для монтажа трубопроводов, функционирующих под большими нагрузками.
- Не более 500 °C. Метод используется для пайки на основе мягкого и твердого припоя в бытовых условиях. Для достижения необходимого уровня нагрева применяют обычные газовые горелки или электрические паяльники.
Традиционно для пайки медных труб применяются газовые горелки, которые независимо от назначения и конструкции, как правило, состоят из следующих основных рабочих узлов:
- Приборной головки.
- Редуктора.
- Форсунки.
- Регулятора подачи газа.
- Крепления для баллона.
Вещество, связывающее края труб в процессе термической обработки, называется припой. Есть две основные его разновидности:
- Мягкий. Имеет форму проволоки, сечением от 2 до 6 мм.
- Твердый. Представляют собой стержни, отличающиеся не только более высокой температурой плавления, но и лучшими рабочими характеристиками – позволяют трубопроводу выдерживать больший напор.
В состав припоя могут входить различные виды металлов – олово, цинк, медь, свинец, серебро, а также фосфор. Также для осуществления качественной равномерной пайки обязательно применяется флюс. Это могут быть как отдельные вещества в виде смол, канифоли, воска, так и готовые смеси на базе хлорида цинка, борной и соляной кислоты.
Помимо основного инструмента – газовой горелки – для монтажа трубопровода потребуются дополнительные приспособления для подготовки краев труб к стыковке – снятия фасок, расширения, зачистки, нарезки и проч.

Конструктивные отличия
Новые модели газовых устройств, использующиеся для монтажа медных труб, отличаются продуманной конструкцией. Производители выпускают разборное оборудование небольшого веса. Поэтому приборы удобно применять и перевозить.

Газовая горелка для пайки медных труб
Аппараты помещаются, например, в слесарный ящик или сумку сантехника. Горелки для пайки медных труб состоят из следующих элементов:
- Форсунки, где газ смешивается с воздушной средой.
- Головки горелки.
- Устройства, для регулировки поступления газовой смеси. Благодаря этому узлу исключается перерасход топлива.
- Редуктора, снижающего давление газообразной смеси, поступающей из баллона и настраивающим режим пайки.
- Узла, выполняющего прямое закрепление и удерживание баллона или шлангового перехода для подключения к емкости с топливом.
Производители выпускают модели, которые дополнительно оборудуются зажигательным элементом — пьезоподжигом. Который быстро разжигает пламя одним прикосновением руки. Поэтому эксплуатация выполняется легко.
Производятся также модели с другими дополнительными элементами. К ним относятся наконечники и переходники. Газовые горелки еще могут иметь вращающееся или копьевидное сопло. Такой конструктивный элемент в некоторых моделях можно менять.
Это позволяет работать с пламенем, которое будет иметь требуемые параметры (скорость поступающего газа, длина факела). Комплектация зависит от конкретного производителя и марки оборудования.
Способы соединения
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.
Фитинги под опрессовку 
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110 °C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300 °C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.

Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.

- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром; Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.

Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).

Фото — паяльник
Технология
В процессе достигается герметизация поверхности между трубой и муфтой через припой (термопластическое вещество). Припой становится более жидким при высоких температурах и заполняет пространство между муфтой и трубой, тем самым связывая их.
Для таких работ мастера используют переносной пост для сварки. В его состав входят газовые баллоны, редукторы, соединительные рукава, горелка и резак. Сварочные посты нужны для работ, связанных с резкой, пайкой, металлоконструкцией. Обычно он необходим при высокотемпературной пайке, потому что высокотемпературная пайка требует специального оборудования, в том числе переносной пост. Однако если есть желание самим научиться паяльному делу и самостоятельно заниматься ремонтными работами, то такой пост нужно приобрести.
Кроме того, для самостоятельной пайки необходимо ознакомиться с ГОСТ 19249-73 «Соединения паяные. Основные типы и параметры». Стандарт устанавливает обязательные нормы каждого вида изделия, объясняет аббревиатуры, классифицирует соединения.
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида:
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.
Есть фитинги для пайки медных труб с впаянным припоем 
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Видео-инструкция пайки соединений меди
Визуально при помощи видеоролика ниже инструкция пайки демонстрируется самым подробным образом. Этот урок поможет проще овладеть опытом выполнения работы:
При помощи информации: CDA
КРАТКИЙ БРИФИНГ
Zetsila — публикации материалов, интересных и полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мультитематическая информация — СМИ .
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;
 Фото — пайка с припоем
Фото — пайка с припоем - Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.
 Фото — после зачистки
Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Правила выбора
При выборе горелки для пайки меди и медных труб твердым или мягким припоем необходимо учитывать следующий ряд критериев:
- Мощность. На нее влияет и температура, и интенсивность пламени, и возможность регулировки скорости горения. Параметр задается толщиной стенок, диаметром труб и объемом работ.
- Вид применяемого газового топлива и его доступность в конкретных условиях применения. Также должна учитываться возможность смены типа применяемого газа – например, переход с ацетилена на пропан и наоборот.
- Назначение. Горелка может использоваться далеко не только для пайки, но также и резки, и плавки металла, что существенно расширяет ее универсальность.
- Вид обрабатываемого материала. На практике часто приходится соединять не только медные, но также бронзовые, латунные и стальные трубы и арматуру.

Приборы для пайки меди со стационарными и съемными баллонами
Горелки для выполнения соединения труб из меди выпускаются не только с одноразовыми баллонами, подключаемыми непосредственно к приборам. Производители изготавливают еще устройства со стационарными топливными емкостями.

Газовая горелка на баллончик
Съемные одноразовые баллоны — наиболее удобный вариант. Вентиль на ручки газовой горелки позволяет регулировать количество поступающего топлива.
К преимуществам аппаратов с одноразовыми герметичными баллонами относятся следующие плюсы:
- Легкая перевозка.
- Несложный процесс использования, так как конструкция прибора позволяет занимать любое удобное положение во время работы.
- Возможность подключать к рукоятке различные сопла.
- Не надо подключаться к сети электрической энергии.
- Высокая степень безопасности, потому что есть обратные клапаны, которые способны перекрывать газ при возникновении нештатных ситуаций.
- Предоставляется возможность выполнять регулировку интенсивности пламени, что позволяет изменять скорость нагрева медных деталей и расходного материала в виде припоя.
- Имеется возможность получить швы хорошего качества, если выполняются все условия использования аппарата.
Устройства с одноразовыми баллонами также имеют недостатки. Самым существенным минусом таких приборов является маленький объем баллона с газовой смесью. Поэтому приходится часто покупать новые емкости при выполнении большого количества стыков.
Газовые горелки со стационарными баллонами отличаются возможностью создания пламени, имеющего высокую температуру. Это позволяет использовать в работе тугоплавкие припои, швы получается более качественные.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Видео описание
Резка медной трубы труборезом и ножовкой, а также удаление заусенцев показано в видеоролике:

Использование флюса
Чтобы понять, как запаять медную трубку, нужно полностью узнать технологию. Она подразумевает обязательное использование флюса. Его наносят кисточкой на наружную поверхность трубы в месте, которым она вставляется в другой трубопровод.
Специалисты осуществляют процесс очень аккуратно. Флюс наносят в минимальном количестве тонким слоем. Его равномерно распределяют по поверхности.
Соединение двух труб перед пайкой
После нанесения флюса две трубы быстро соединяют, чтобы к составу не прилипла пыль. При этом выполняют полную стыковку. Другими словами, одну трубу вставляют в другую до упора. При этом может использоваться фитинг или создаваться раструбное соединение.
Стыкуют два трубопровода путем вращения одного относительно другого. Такое движение облегчает процесс и позволяет равномерно распределить флюс по поверхностям. При этом его не должно быть за пределами соединения. Ведь он представляет собой агрессивное вещество. Поэтому при выдавливании флюса из зазора его удаляют тряпкой.
Низкотемпературное соединение
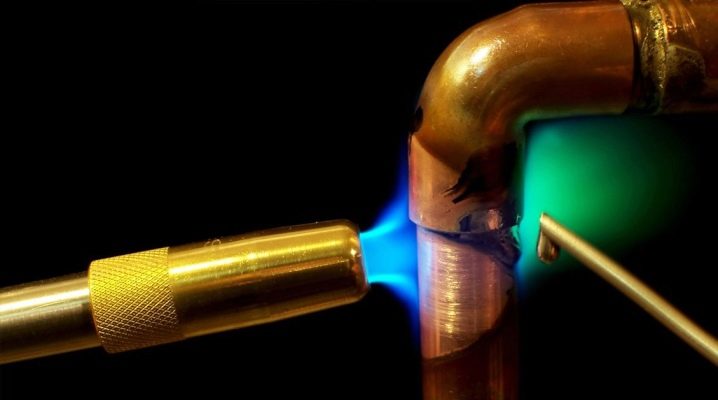
После выбора этого способа и определения, чем запаять медную трубку, мастер направляет пламя горелки на стык. При этом он постоянно перемещает газовое оборудование по месту соединения, чтобы равномерно прогреть две детали. Потом специалист берет легкоплавкий припой и прикасается точечно им к зазору.
После контакта с раскаленной поверхностью расходный материал сразу же начинает плавиться. В этот момент горилку обязательно удаляют от соединения, что позволяет припою затечь в зазор. Процесс повторяют, пока он полностью не заполнится по всей окружности стыка.
Во время пайки соединяемые детали не перемещают. Пока припой не остынет, они должны находиться в неподвижном состоянии. При этом строго следят, чтобы не перегреть металл. В противном случае произойдет разрушение флюса. Поэтому не будут удаляться и растворяться оксиды.
Разновидности по типу топлива
Используемая газовая смесь влияет на конструктивные особенности оборудования. Для пайки медных деталей применяется пропан, газокислородное вещество и MAPP-газ. Существует также мультитопливо, но оно не применяется в приборах для пайки медных сегментов трубопроводов.
Пропановые горелки
Приспособление, использующее пропан, позволяет эффективно разогревать, плавить, паять медь. Инструмент применяют при работе с металлом, у которого толщина от 2 до 9 мм. Корпус изделия создается из латуни. Для изготовления сопла применяется высокотемпературный металл. Чаще всего — это нержавейка.

Пропановая горелка для пайки медных труб
В пропановых горелках регулировка пламени в большинстве случаев выполняется ручным методом. Для этого используется редуктор. Он расположен на патрубке рядом с соплом.
Пламя пропанового инструмента имеет температуру минимум 1300°C. Поэтому паяльное приспособление широко применяется на практике.
Газокислородные горелки
Такие аппараты используют в качестве топлива смесь кислорода с газообразным веществом. И оснащаются специальным редуктором, позволяющим подавать отдельные компоненты газокислородного вещества, у которых одинаковое давление.
Конструктивные особенности газокислородного оборудования позволяют работать с помощью стабильного и прямонаправленного пламени. Поэтому швы между элементами из меди получаются высокого качества.

Горелка для пайки медных труб твердым припоем
Приборы работают с разными видами газообразного топлива. Благодаря такой особенности можно использовать в работе пламя с разной температурой. Пайка с помощью ацетилена позволяет нагреть деталь до 3260°C.
Если же применить бутан, значение температуры составит 2760°C. При использовании водорода и пропана рабочий параметр будет равен соответственно 2680°C и 2640°C.
Под МАПП газ для пайки медных труб
Этот тип оборудования отличается повышенной тепловой мощностью. Поэтому газовые горелки с питанием МАПП газом широко применяются для обработки разных металлов, включая медь. С помощью пламени, образующегося из смеси, в состав которой входит несколько компонентов, можно выполнять следующие операции:
- прогрев;
- плавку;
- отжиг;
- пайку.
Газовое топливо под названием «Метилацетилен-Пропадиен-Пропан» формирует высокотемпературное пламя с хорошей интенсивностью и формой.
МАП газовые горелки для пайки медных труб создают тепловой поток, у которого температура составляет 2400°C. Поэтому температурная эффективность лучше, чем у пропанового аппарата.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Какую газовую горелку выбрать
Инструмент для пайки меди продается на рынке в большом количестве. Последние модели приспособлений изготавливаются исключительно по новейшим технологиям. Поэтому подобрать газовый нагреватель непрофессионалу довольно трудно.
Перед покупкой рекомендуется определить условия эксплуатации аппарата. Если этого невозможно сделать, выбор следует остановить на универсальной модели. Рекомендуется также принимать во внимание следующие критерии:
- Тип используемого газообразного топлива.
- Мощность аппарата, подбираемая в зависимости от толщины стенок и диаметра труб.
- Сферу применения, потому что устройство для пайки медных элементов не всегда можно использовать для резки металла.
- Материалы, которые можно обрабатывать выбранным приспособлением.
При покупке также нужно учитывать вес. Одним из оптимальным является устройство массой примерно 400 г. Непрофессионалу рекомендуется модель, в комплекте которой присутствуют наконечники стандартного, циклонного и супер циклонного типа. Эти детали позволят выполнять пайку разной конфигурации.
Коротко о главном
Пайка трубопроводов из меди осуществляется при температуре до или более 450°. При низкотемпературном или высокотемпературном методе применяется газовая горелка и флюс, который наносится для улучшения растекания припоя и удаления оксидов с металлической поверхности.
При низкотемпературном методе применяется мягкий припой. Он может быть создан из олова или свинца. При высокотемпературном способе используется твердый припой, например, из серебра или меди.
Пайка начинается с обрезки труб с помощью трубореза, удаления заусенцев со срезов. Потом наносится флюс, и выполняется соединение деталей вращательным движением. Затем стык нагревается и прикладывается припой.
ли со статьей или есть что добавить?