Как сварить латунь в домашних условиях
Многие медьсодержащие сплавы поддаются термической обработке. Сварка латуни связана с некоторыми свойствами из-за высокого содержания легкоплавкого цинка. Металл также легируют другими элементами. Приступая к самостоятельному ремонту деталей из латунных сплавов, важно установить марку металла, от этого зависит выбор присадки. Чем светлей металл, тем меньше в нем меди. Цинк дает зеленоватый оттенок. Для ответственных соединений выбирают сварку латуни аргоном, под защитной атмосферой образуется прочный шов.
Сварка латуни: особенности и виды технологий

Сварка латуни необходима довольно часто. Выполнить эту работу как следует могут далеко не все люди. Но знание особенностей и видов технологий позволяет хотя бы проконтролировать получаемый результат.

Как паять латунь дома
Латунь – это сплав, обязательными компонентами которого являются медь и олово. Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток – высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала.

Как выполняется сварка латуни, какие существуют технологии
Латунь не является чистым химическим элементом, это сплав, состоящий из цинка и меди. Нормы по количественному содержанию металлов в сплаве не существует, поэтому их процентное соотношение варьируется от 20% до 30% для каждого элемента. Зачастую в латуни можно обнаружить и некоторые другие элементы. Многокомпонентный состав подразумевает наличие олова, свинца, никеля, марганца или железа. Многие отождествляют понятия латуни и бронзы. С точки зрения металлургии это два разных сплава, у которых наблюдаются отличия как по физическим, так и по химическим свойствам.

- Читайте также:
В промышленном отношении все сплавы латуни подразделяются на два вида:
- Однофазный сплав – сплав, в котором цинк присутствует в количестве, не превышающем 35%. Его еще называют сплавом «альфа». По физическим свойствам альфа отличается пластичностью. Изделия можно деформировать, не нагревая их предварительно.
- Двухфазный сплав содержит гораздо больше цинка. Его доля может достигать 60%. Этот сплав называется «альфа-бета», он имеет прочную структуру. Изделия из двухфазной латуни отличаются своей прочностью. Чтобы изменить форму, необходимо повышать температуру изделия или увеличивать внешнее давление.
Как провести сварку латуни аргоном?

Сварка – процесс, подразумевающий задействование высоких температур для образования шва с целью соединения двух и более элементов. Одна из проблем, которая может возникнуть при проведении подобной процедуры с цветными металлами, это их деформация под воздействием повышенных температур. Дополнительной проблемой при сварке латунных элементов является входящий в состав материала Zn. Он начинает испаряться, когда температура нагрева достигает +420 ºC. В процессе обработки происходит выделением ядовитой составляющей – окиси металла. Стоит подробнее рассмотреть, как провести сварку латуни аргоном или другим электродом.


Выбор присадочного прутка и особенности аргонодуговой сварки (TIG) черной стали, нержавейки, алюминия, меди и ее сплавов, магния

Банальные вопросы, которые задает себе каждый начинающий сварщик-аргонщик, ведь при аргонодуговой сварке (читайте АрДС для чайников) необходимо в одной руке держать горелку, перемещая ее вдоль линии соединения, а второй — добавлять присадочный материал в сварочную ванну по мере ее расплавления. В некоторых случаях, например, при сварке тонкого металла встык, можно обойтись и без прутка, но если нужно получить усиление шва в виде выпуклого валика или сварить тавровое соединение с определенным катетом, без присадки никак не обойтись.
Здесь все так же, как и в ручной дуговой сварке. Присадочный материал должен иметь сходный химический состав с основным металлом изделия, тогда и механические свойства шва будут высокими. В процессе плавления прутка и переходе металла в сварочную ванну происходит некоторое выгорание легирующих элементов, поэтому в идеале их процентное содержание в прутке должно быть немного выше, чем у свариваемого металла.
Вот некоторые металлы, которые широко используются на сегодняшний день во всех отраслях народного хозяйства и в быту:
- черные ;
- нержавеющие;
- алюминий;
- медь и ее сплавы.
Остановимся на каждом из них подробнее.
- Читайте также:
Особенности сваривания латуни
Тем, кто решил заняться сваркой латуни в домашних условиях, необходимо учитывать особенности цветного сплава. Хотя по физическим свойствам латунные сплавы схожи с медью, из-за высокого содержания цинка (его бывает 40%) латунь намного капризнее. Температура плавления меди – 1080°С, цинка всего 420°С. Он начинает выгорать в процессе работы, вскипает при 950°С. В рабочей зоне образуются ядовитые пары и белый налет на металле, он мешает разогревать заготовки.
Расплавленный цветной металл способен насыщаться водородом, шов становится рыхлым, пористым, начинает трещать. Прочность у такого соединения небольшая. Для получения полноценного шва необходимо предусмотреть:
- защиту свариваемых деталей от перегрева, с этой задачей справляется флюс или шлаковая обмазка;
- локализовать водород, чтобы он не соприкасался с ванной расплава – необходимо увеличить приток кислорода или прикрыть рабочую зону инертным аргоном, препятствующим окислению.
Учитывая особенности латунных сплавов, нетрудно предположить, что варить их можно электродуговой, газовой или аргонодуговой сваркой.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- Читайте также:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Просто и эффективно
На сегодняшний день разработаны различные технологии, позволяющие сваривать изделия из латуни. Но все они довольно сложны, затратны, и требуют, чтобы выполняющий работу специалист обладал определёнными навыками. Альтернативой сварке часто становится пайка латуни. Она несколько проще технологически и предъявляет иные требования к квалификации исполнителя.
Особенности
Латунь поддается сварке, однако этот процесс считается технологически сложным. Входящие в ее состав компоненты в виде цинка и меди отличаются по физико-химическим свойствам, следовательно, по-разному себя ведут в одинаковых условиях. Несмотря на это сварка, в принципе, возможна. Если узнать все особенности поведения металлов, то можно осуществить сварку тривиальными способами, причем в домашних условиях. По своей технологии процесс похож на сварку меди.
Можно выделить несколько традиционных препятствий, с которыми сталкивается каждый сварщик при проведении сварочного процесса. Основной проблемой является большой разрыв между температурами плавления металлов, входящих в состав сплава латуни.
Если для меди температура плавления составляет 1080°C градусов, то цинк плавится уже при 420°C, а при 905°C градусах цинк начинает кипеть (при нормальном давлении).

В результате действия электрической дуги цинк плавится и закипает. Из места формирования шва он постепенно испаряется и выгорает.
Цинк в процессе сварки реагирует с кислородом. Образовавшийся оксид в виде пленки покрывает деталь. Она образуется именно в зоне шва, но именно эта пленка препятствует нормальному сплавлению. Помимо этого, в латуни при нагревании быстро начинают появляться поры и трещины. Они обусловлены тем, что при повышении температуры начинается процесс поглощения водорода. В расплавленном металле он образует пузыри. В итоге пористая структура шва негативно сказывается на его прочности.
Если подытожить представленную теорию, можно выделить три основные проблемы, характерные для сварки латуни:
- испарение и выгорание металла (цинка);
- образование пор и трещин;
- образование оксида цинка (белой пленки).
Подготовка к работе
На сегодняшний день сварка бронзы, как и прочих сплавов, содержащих медь, осуществляется тремя способами: ручная дуговая сварка, аргонодуговая сварка и газовая сварка. Подготовительные работы определены для каждого вида работ и не зависят от выбора способа сварки. Необходимость подготовки металлических поверхностей продиктована требованиями к сварочному шву.
- Читайте также:

Первым делом путем механической обработки необходимо сформировать кромки, которые будут прилегать друг к другу максимальной площадью. Затем наждачной бумагой или любым инструментом с абразивом придется отполировать торцы до появления характерного золотистого блеска. Данную процедуру нужно выполнять в любом случае, так как бронза быстро покрывается слоем окисла, который может препятствовать формированию качественного шва.
Если нет возможности провести механическую обработку, а кромки находятся в нормальном состоянии, то избавиться от окисла можно с помощью раствора азотной или соляной кислоты.
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно необходимо подготовить. У латунных заготовок необходимо тщательно зачищать кромки, на них содержатся плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм предварительно не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительно притупляют: делают Х-образную разделку под двухсторонний провар стыка.
Необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем возникают внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.
Важно правильно установить детали относительно друг друга, от этого напрямую зависит качество шва. Тонкие заготовки предварительно не прогревают, металл быстро нагревается.
Возникающие препятствия
Если содержание цинка в сплаве невысоко, то особых проблем не возникает. Справиться с задачей удаётся с помощью обычной канифоли. Но в случае, когда количество цинка превышает 15%, в обязательном порядке требуется использование специальных флюсов. Это связано с тем, что испаряясь при нагреве, цинк и медь образуют на поверхности детали прочную оксидную плёнку, удалить которую очень непросто.
Как подготовиться?
В работе с латунью используют электродуговую, газопламенную или аргоновую виды сварок. Однако вне зависимости от выбранного метода предварительно изделие требуется подготовить. Чтобы сварка прошла успешно, потребуется обработать края изделий посредством выреза сварочных кромок. Дополнительно будущее место шва необходимо отполировать до получения блестящей поверхности.
Делается это с помощью плотной наждачной бумаги или заточенного напильника.


Зачастую на поверхности латунных изделий образуются окислы. Они способны ухудшить качество сварки в несколько раз. Поэтому от окислов во время подготовки необходимо избавляться. Сделать это помогут концентрированные растворы азотной или соляной кислоты. Стоит отметить, что чистка поверхности должна проводиться перед основными работами.

Ручная дуговая сварка
Сварка бронзы чаще всего необходима при проведении ремонтных работ, исправлении брака или при наплавке. Можно применять предварительный подогрев детали до 350-450°C градусов, однако следует помнить, что при высокой температуре прочность бронзы снижается. Ручная дуговая сварка ведется в нижнем положении. В качестве расходного материала применяются металлические или угольные электроды.
- При использовании металлического электрода выставляется постоянный сварочный ток обратной полярности.
- Угольные электроды требуют прямой полярности.

Возможна сварка и переменным током, однако для стабильной дуги сила тока должна быть существенно выше. Если при постоянном токе она выбирается исходя из расчета 40 А на 1 мм (диаметр электрода), то для переменного тока показатель возрастает до 80 А. Шов накладывается непрерывно, без поперечных движений электрода.
Литые детали из бронзы после сварки следует отжигать при температуре 500°C градусов. Прокат проковывается без разогрева. Фосфористая бронза подлежит дуговой сварке, но использовать рекомендуется электроды, в состав которых входит олово, фосфор и медь. Электроды для оловянной бронзы содержат цинк, олово, свинец, фосфор, никель, железо и медь. Алюминиевая бронза сваривается медными прутками, в которых присутствует алюминий, марганец и железо. Наплавка бронзы осуществляется бронзовыми электродами ОСЦ-5-3-20 или АЖ-9-4.
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно. Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
- Одним из наиболее распространённых является флюс «Бура». Придуманный очень давно, этот рецепт получил одобрение многих ювелиров, занимающихся пайкой разных металлов, в том числе и латуни. Он относится к разряду высокотемпературных смесей, активизирующихся при достижении 700 – 900 градусов Цельсия. Несмотря на солидный возраст, свою работу он выполняет качественно.
- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
- Несколько меньшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (порошкообразный) и Chemet FLISIL-NS-Paste (паста). Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.
Перечисленные марки приведены лишь в качестве примера. На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, затем хорошо прогревают, чтобы не возникали трещины и поры, после этого быстро делают финишный слой;
- внутренние напряжения в шве снимают прогревом готового соединения до 600–650°С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения – в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300°С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.
Для сварки латуни нужен постоянный ток, прямой полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика – 30 см за минуту, максимальный ампераж рабочего тока – 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется, для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200°С.
Полезные рекомендации
Как уже было отмечено, в процессе сварки выгорает цинк. Он образует токсичный оксид. Определить его наличие можно по небольшим белым хлопьям. Также процесс выделения оксида цинка сопровождается потрескиванием. Если сварочные работы проходят в домашних условиях, необходимо самостоятельно позаботиться о средствах индивидуальной защиты. При проведении соединения латунных элементов в помещении требуется организовать принудительную вентиляцию. Оптимальным решением станет сварка на открытом воздухе.

Еще один полезный совет – соблюдение техники безопасности. К ней относится ношение одежды из плотной негорючей ткани, а также тщательная подготовка рабочего пространства. Под рукой при проведении сварки должен находиться огнетушитель. В некоторых случаях сварке предпочитают пайку латуни специальной паяльной лампой. Присадкой при использовании такого метода выступает оловянный припой, а в качестве флюса выступает бура. Расплавленное олово заполняет образованную трещину, что придает диффузному слою необычный бронзовый оттенок.

Как варить латунь, смотрите далее.
Рекомендации
Когда нужно заделать трещину в латунной конструкции при помощи электросварки, применяют либо графитированные, либо имеющие толстое покрытие электроды. Первый вариант позволяет варить нетолстые изделия даже без помощи присадочной проволоки. Иногда используют угольные электроды. Процедура работы с ними не отличается от аналогичной сварки меди; припоем становится латунная проволока.
Чтобы качественнее сварить латунь электродуговым способом, нужно:
- за один проход сваривать не более 3 мм металла;
- предварительно подогревать толстые конструкции до 200-300 градусов;
- прорабатывать тонкостенные материалы в один проход.


Тонкостенные элементы, а также трубы можно соединять главным образом газопламенной сваркой. В пламени должен быть переизбыток кислорода, который компенсирует уход большого количества цинка.
Флюс готовят, используя прокаленную буру с вхождением борной кислоты. Смесь изначально суха; перед самым применением ее разводят водой до нужной концентрации. Пастообразный состав придется наносить мягкой кисточкой на нужное место.
Готовясь к сварке латуни в среде аргона, необходимо очень тщательно подготовить соответствующие места. Убрать окислы поможет травление слабой азотной или соляной кислотой. Важно: между воздействием кислоты и самой сваркой должно проходить как можно меньше времени.
При работе в помещении очень важна качественная вентиляция. Но даже она не освобождает от использования защитных очков и респираторов.

О том, как выполняется сварка латуни, смотрите далее.
Какой взять припой
Не менее важным, чем выбор флюса, является определение нужного состава припоя.
- Для пайки латуни с содержанием меди хорошо подходит припой ПМЦ-48, плавление которого происходит при 870 – 880 градусах. Несколько меньшая температура плавления у ПМЦ-36. Оба состава относятся к группе медно-цинковых припоев.
- Марки МФ-1, МФ-2 и МФ-3 относятся к группе медно-фосфористых припоев. Они относительно недороги, пластичны, однако обладают высокой электропроводностью и сопротивляются ударным и вибрационным нагрузкам хуже, чем составы с содержанием серебра.
- Наилучшими механическими качествами обладают серебряные припои. Среди них – ПСр-10, ПСр-12м, ПСр-25 и далее, вплоть до ПСр-72. Все они имеют некоторые отличия, заключающиеся в химическом составе и температуре плавления. По-разному они реагируют и на процентное соотношение меди и олова в соединяемом металле.
Из вышесказанного ясно, насколько важно прежде, чем приступать к выбору флюса и припоя, определиться с маркой латуни. Только тогда удастся добиться приемлемого результата пайки.
Аргоновая
Аргоновая или аргонодуговая сварка – это разновидность дуговой сварки, которая обладает определенными особенностями. Сварка ведется неплавящимся вольфрамовым электродом в среде защитного газа, роль которого выполняет аргон. Если бы инверторы, работающие в режиме TIG, были так же распространены, как и инверторы MMA, то аргонодуговую сварку латуни можно было бы назвать самым популярным способом соединения. Тем более, что именно такой способ сварки обеспечивает высокое качество.
Прибегают к аргонно-дуговому способу при сварке достаточно массивных заготовок. Сначала выполняется подготовка поверхностей. Она сводится к зачистке кромок до характерного блеска. Латунь быстро окисляется, поэтому нередко приходится бороться со слоем окисла. Для этого кромки обрабатывают азотной кислотой, после чего заготовку следует промыть и высушить.

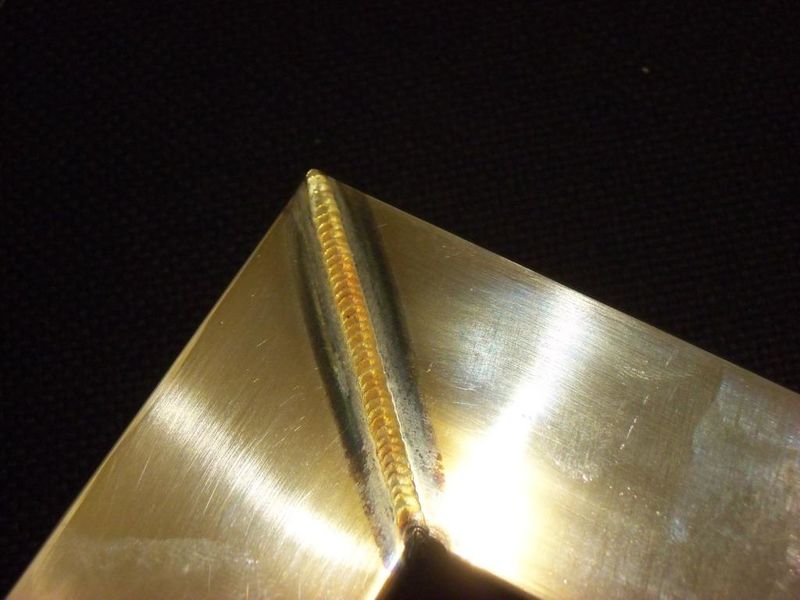
При сварке необходимо получить длинную дугу. Сплошной шов исключается, так как в процессе его наложения может произойти сквозное прогорание металла. Шов формируется из отдельных валиков.
Сварка латуни характерна постепенным понижением напряжения. При использовании вольфрамового неплавящегося электрода применяется присадка. Оптимальным вариантом для материала присадки служит бронза или фосфор. Из этих элементов делается специальный прутик, который одним концом вносится в зону формирования шва. Но при ведении аргоновой сварки допускается еще применение плавящихся электродов. Так или иначе, процесс сопровождается характерным потрескиванием, которое возникает при испарении цинка.
Достоинства аргонно-дуговой сварки можно сформулировать подробнее.
- Данный метод считается наименее затратным. На приобретение угольных или латунных электродов, к которым еще полагается флюс, потребуются немалые средства.
- Высокие показатели качества в сочетании с относительной безопасностью переносит данный способ в разряд передовых.
- Высокая скорость формирования шва.
- Внешний вид шва получается эстетичным. Не стоит забывать, что множество изделий из латуни являются элементами декора, поэтому аккуратный шов – залог качественной работы мастера.
- Выделяющиеся газы, в том числе и соединения цинка, считаются ядовитыми. В процессе сварки они выдуваются аргоном и не могут причинить сварщику большого вреда.
- Отсутствие шлаковой корки, которую впоследствии приходилось бы сбивать или счищать.
- Аргон препятствует быстрому окислению на обработанных кромках.

Аргонодуговая
Данный тип сварки принципиально схож с ручной дуговой сваркой. Отличие заключается лишь в том, что процесс происходит в среде защитного газа. Аргон тяжелее воздуха, поэтому он образует защитную зону, через которую к сварочной ванне не поступает атмосферный кислород. Аргонодуговая сварка может осуществляться неплавящимися вольфрамовыми электродами или плавящимися электродами, роль которых выполняют прутки.
Именно аргонодуговая сварка наиболее часто применяется при работе с бронзой и латунью. В особенности такое предпочтение отдается при толщине металла, превышающей 5 мм. Производительность сварки достаточно высокая, однако сам процесс требует от сварщика наличия определенной квалификации. Электрическая дуга, образованная между поверхностью металла и электродом, частично расплавляет кромки, после чего происходит соединение с образованием шва. Как было уже сказано выше, требуется предварительная подготовка кромок.

Существует ряд рекомендаций, позволяющий получить высококачественное соединение деталей из сплавов меди.
- Шов желательно формировать небольшими участками.
- При финализации процесса постепенно понижается напряжение, а затем дуга уводится в сторону.
- Для предотвращения испарения легирующих элементов применяют специальные присадки, содержащие кремний, алюминий или бор.
Сварка бронзы и латуни сопровождается выделением токсичный веществ, поэтому осуществляется с соблюдением всевозможных мер безопасности. Аргоновая сварка имеет ряд преимуществ перед остальными типами соединения.

- Получение эстетичного шва.
- Экономичность процесса.
- Не нужно очищать деталь от шлака.
- Для бронзы аргоновая сварка является наиболее предпочтительной.
- Аргоновой сваркой можно наплавлять детали, восстанавливая их прежнюю форму (например, при износе).
- Имеется возможность работать с тонколистовым металлом.
Газовая сварка
Газосварка латуни производится, когда малоэффективна электродуговая сварка, качество швов при работе при плавке металла горелкой хорошее. Варить латунь нужно с переизбытком кислорода в газовой смеси по двум причинам:
- образовавшаяся оксидная пленка на ванне расплава снижает скорость испарения Zn;
- связывается водород, которым может насыщаться шов.
По ГОСТу газовая сварка латуни производится с использованием нескольких видов присадок:
- ЛКБ 062-02-004-05, медная проволока, легированная оловом и кремнием, в составе есть бор, его хватает для защиты ванны расплава, флюс применять не надо;
- ЛК 62-0,5, этот наплавочный латунный материал плавят с бурой.
Защитный флюс делают самостоятельно: смешивают буру или боракс (Na2B4O7) с небольшим количеством борной кислоты. Делают из этой смеси густую кашицу, наносят на рабочую зону кисточкой. Можно купить готовый флюс БМ-1, состоящий из ¾ метилбората и одной части метилового спирта.
В среде аргона
 Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
В качестве материала для неплавящихся электродов, как правило, используется вольфрам. А хорошим присадочным материалом в большинстве случаев могут стать бронзовые прутки марки БрКМц-3-1.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
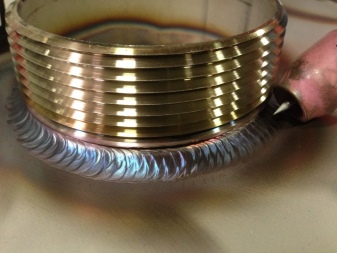
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом варить нужно не цельным швом, а небольшими отдельными участками (валиками).
Здесь нужна точность и аккуратность, потому что достаточно велика вероятность прожога. В частности, из-за этого сварка латуни аргоном проводится посредством длинной дуги. И мастер должен постепенно снижать силу тока в зонах сваривания, чтобы добиться нормального результата.
В связи с описанными выше особенностями технологии применять аргоновую сварку лучше всего на изделиях толщиной более 5 миллиметров.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Область применения
Совершенно очевидно, что выполнить пайку латуни проще, чем сварку не только в домашних условиях, но и на производстве. Полученное соединение будет обладать достаточной прочностью. Тем не менее, рассчитывать на то, что оно выдержит очень высокие нагрузки, всё же не стоит. Исходя из этого, определяется и область применения технологии.
- Изготовление электрических и электронных компонентов. Механические нагрузки в этом случае невысоки, а на первый план выходит электропроводность. Не стоит забывать и о том, насколько трудно использовать сварку для соединения деталей малого размера.
- Соединение элементов, подвергающихся малым и средним нагрузкам. Сюда можно отнести детали небольших механизмов вроде часов, или составляющие трубопроводов, работающих при давлении, не превышающем нескольких атмосфер.
- Производство ювелирных изделий. Разумеется, стоимость латуни значительно ниже, чем серебра или золота. И всё же, она довольно часто используется для изготовления недорогих колец, брошек и других украшений, становясь если не главной их частью, то хотя бы компонентом оправ и застёжек.
- Не стоит забывать и реставрационные работы. Иногда пайка латуни – единственный способ восстановить вещь, сделанную много лет назад.
Нашлось применение такой методики и в машиностроении. Изготовить с её помощью новый, или запаять повреждённый латунный радиатор значительно проще, чем применять сварку. Эффективность и долговечность получившейся детали окажется значительно выше, чем у более дешёвых аналогов из алюминия.
Мастерство приходит с опытом
Не стоит полагать, что если вы возьмёте в руки паяльник или газовую горелку, то у вас всё получится сразу. Потребуются долгие тренировки, чтобы по их результатам накопить необходимый опыт и понять, каково это – паять латунь. Так что, наберитесь терпения, и можете приступать.
ли со статьей или есть что добавить?