Почему ржавеет нержавейка после сварки

Казалось бы, из самого названия «нержавеющая сталь» следует, что этот материал никогда не ржавеет. Тем не менее, в определенных неблагоприятных условиях внешней среды и нержавеющие сплавы могут подвергаться коррозии. Чтобы избежать неприятных последствий, следует разобраться в причинах появления коррозии и в способах ее предотвращения.
Травление нержавеющей стали в домашних условиях
Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов. При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки – травление нержавейки в домашних условиях.
Как обработать швы нержавейки после сварки
Можно назвать множество изделий, которые делаются из нержавейки, и для создания большинства из них используется сварка. И пусть этот метод скрепления металлических деталей имеет преимущества, у него есть и недостаток — антикоррозийные свойства материала снижаются из-за него. И чтобы знать, как исправить это, стоит больше узнать об обработке нержавейки после сварки. Об этом и пойдет речь далее.

Дополнительный учет зачистки под неразрушающий контроль



Из-за этого и необходимости придания шву эстетичности зачистка является одним из пунктов, которые внесены в требования ГОСТа. Для зачистки сварного соединения применяются различные инструменты и методы:
- Механическая обработка стыка методом шлифовки с использованием «болгарки» или подручных абразивных материалов.
- Химическая обработка, подразумевающая протравливание специальными реагентами.
- Термический способ. Снимает остаточные напряжения конструкции.
Каждая из технологий отличается нюансами и рекомендована в конкретном случае. В определенной ситуации очень важно правильно выбрать наиболее подходящий метод и инструмент. Наиболее часто используются угловая шлифовальная машинка, металлическая щетка или шлифовальный станок. Важно при выборе оборудования учитывать в первую очередь отдаваемую мощность и только потом обращать внимание на потребляемую мощность.
Один и тот же вид оборудование имеет несколько модификаций. К примеру, в противовес привычной ручной шлифмашинке в производстве кораблей используются передвижные высокопроизводительный агрегаты. Они представляют собой шлифовальный станок, который можно переместить к конструкции большого размера и уже по месту зашлифовать стык.
- Читайте также:
Как убрать следы от сварки на деталях из нержавейки





Большое количество начинающих сварщиков удивленны фактом появления ржавчины на поверхности нержавейки. Ведь, казалось бы, это невозможно. Само название «нержавейка» говорит, что нержавеющая сталь не меняет своих свойств по истечению времени.
Но причина вовсе не в характеристиках материала, а в нарушениях правил обработки — в отсутствии шлифовки в частности. Или вообще в отсутствии обработки шва после сваривания.
На небольших заводах зачастую принимают на работу неопытных сотрудников, которые не знаю всех нюансов роботы с разными материалами.
Пропуска подготовительный или завершающий этап работы с нержавеющей сталью, в результате мы получаем некачественный товар. На небольших предприятиях качество продукции не контролируется должным образом.
Тогда на рынок попадет товар с необработанными швами. Это приводит к последующей коррозии материала. Да, эти вопросы не возникают на крупных предприятиях. Но в небольшом цеху встречается. Поэтому сразу уточним все этапы шлифовки.
- Шлифование
- Основные моменты шлифования
- Обработка нержавейки
- Подводим итоги
Причины важности обработки
В ходе изготовления многочисленных конструкций с задействованием в качестве основного материала нержавеющей стали активно используются сварочные методы за счет функционирования электрической дуги в инертной газовой среде.
Несмотря на формирование относительно ровных и прочных швов, они отмечаются присутствием непривлекательного внешнего вида, в результате чего возникает необходимость обработки сварных швов нержавейки. Так, место сварного соединения характеризуется наличием зеркального цвета, а то время как область возле шва – желтого цвета и его многочисленных оттенков.
В случае формирования рисунка в виде чешуек в образующихся бороздках отмечается присутствие черных полосок малых размеров. По прошествии определенного периода времени может возникать риск образования ржавчины в данных местах.
- Читайте также:
Явления подобного характера являются следствием воздействия чрезмерно высокого температурного режима, в результате которого происходит, перегрев в сварочной области. В момент присутствия высоких температур происходит выгорание элементов легирования с одновременным обеднением, что имеет следствием изменение цвета и повышение степени уязвимости по отношению к факторам внешнего действия.
В завершении процесса образуется пленка, которая отмечается низким уровнем сопротивляемости к агрессивному влиянию окружающей среды, что ведет к поэтапному развитию коррозии в месте обработки.
Точечная или питтинговая коррозия
Такое повреждение металла носит точечный характер. Оно вызывается гальваническими процессами, начинающимися при недостатке кислорода в некоторых точках изделия. Такие зоны приобретают отрицательный потенциал. Зоны с избытком кислорода приобретаются положительный потенциал. Так возникает анодно-катодная гальваническая пара, и протекающий ток вызывает окисление металла. Процесс распространяется в глубину изделия и приводит через некоторое время к образованию сквозных отверстий. Такому поражению подвержены различные емкости и трубопроводы.
Механическая шлифовка
Хорошие коррозийные свойства нержавеющей стали способствуют ее активному применению в среде, где используются жидкости. Такие изделия служат дольше, чем малоуглеродистая сталь. А блеск и зеркальный вид поверхности позволяют устанавливать конструкции на видных местах, улучшая общий дизайн помещения или фасада. Из нержавейки производят наружные перила и пандус, парковочные стойки, разнообразные полотенцесушители. Несмотря на соприкосновение с водой, и проведение сварочных работ на изделиях, все эти элементы сохраняют красивый вид. Достигается это за счет нескольких видов обработки.
Одним из них является механическая шлифовка, при которой убирается верхний оксидный слой на сварке, являющийся слабым местом конструкции, а также устраняются цветовые переходы и неровности в сварочном соединении. Этот процесс происходит в следующей последовательности:
- При помощи болгарки и толстого шлифовального круга стираются волны металлического шва и его выпуклости, выступающие за общую плоскость поверхности. Так можно быстро сравнять шов, но после болгарки остаются грубые борозды от абразива, и перегретые участки с темными пятнами.
- Чтобы снять эти дефекты более бережно, можно применить лепестковые круги для болгарки. Процесс будет длиться немного дольше, и потратится больше расходных материалов, при крупном объеме работ, но риски останутся мельче.
- Далее используются шлифовальную машину, называемую Rebir . Он имеет прямую форму, электромотор и рукоятку для удержания. На конец надеваются лепестковые круги (КШЛ), но их расположение отличается от кругов на болгарке. Благодаря широкой структуре кусочков наждачной бумаги можно производить больший нажим на обрабатываемое изделие, и захватывать широкую площадь. КШЛ бывают разного калибра по величине применяемого абразива. Для обработки нержавейки после сварки применяют сначала «40-ку», а затем «нулевку». Так устраняются все борозды от предыдущих инструментов. Покрытие становится одноцветным и матовым.
Работы следует проводить в респираторе, поскольку пыль от абразива и частицы снятого металла парят в воздухе. Шлифовщик должен защищать и глаза, для чего надеваются прозрачные очки. Нержавейка нагревается от трения шлифовальными кругами, поэтому на руках рабочего должны быть перчатки для избежания ожогов. В качестве аналога ручного шлифования применяются пескоструйные установки, где под даванием воздуха подаются гранулы песка, счищающие верхний оксид с металла. Это используется на предприятиях с большим оборотом продукции. В домашних условиях устанавливать такое оборудование нецелесообразно.
Факторы, определяющие стойкость металла к коррозии
Чтобы металл не был подвержен коррозии, он должен пройти пассивацию – переход поверхности в неактивное (пассивное) состояние, при котором на ней формируется тонкий защитный слой. Хорошая нержавейка быстро и легко пассивируется при обычных атмосферных условиях – контакте с кислородом из воздуха. Чем больше хрома в составе стали, тем выше ее пассивационная способность и антикоррозионные свойства.
Кроме хрома, легирование стали производят с помощью никеля. Он тоже способствует пассивации, но в чуть меньшей степени. Оба металла придают наивысшую антикоррозионную стойкость, хотя в состав стали могут вводиться и иные элементы: медь, ниобий, молибден. Для усиления защитных свойств любые добавки должны находиться в стандартном состоянии, а при изменении их структуры стойкость к коррозии падает (например, при переходе хрома в форму нитрида, карбида). Это может произойти во время контакта с сильными кислотами: серной, соляной, плавиковой.
- Читайте также:
Пассивный слой
Под пассивным слоем понимают тонкую оксидную пленку, которая формируется на стали после реакции хрома с кислородом. Она благоприятно воздействует лишь на свойства нержавейки: на обычной стали кислород при взаимодействии с атомами железа провоцирует формирование мелких пор и появление ржавчины. Слой коррозии тоже будет называться пассивным, ведь он реакционно инертен по отношению к окружающей среде.
Сенсибилизация нержавеющих сталей и коррозия сварных швов
Этот вид коррозионного поражения обусловлен отрыву отдельных кристаллов сплава от поверхности детали. Он обусловлен влиянием насыщеннымх солями металлов рабочих сред. В таких средах между разделенных кристаллов вклиниваются соли кальция, рост карбидных кристаллов приводит к дальнейшему разрушению кристаллической структуры.
Такому влиянию подвержены сварные швы, при выполнении которых нарушалась технология проведения сварных работ. Возможна сенсибилизация и участков оболочек емкостей. Ее называют ножевой коррозией, она распространяется в виде узких полос.
Ослабленная сенсибилизацией кристаллическая структура особенно подвержена гальваническому влиянию. Под действием наведенных потенциалов скорость коррозии многократно возрастает.
Для профилактики таких негативных процессов используют метод пассивирования нержавеющих сплавов и сварных швов.
Шлифовка механического характера
Нержавеющая сталь характеризуется присутствием высокого уровня коррозийных свойств, которые обуславливают ее активное применение в той среде, где зачастую применяются жидкости. Хотя изделия из подобного материала активно соприкасаются с водой и подвергаются предварительному проведению сварочных работ, со временем их внешний вид существенно не изменяется. Данная особенность прослеживается в результате задействования определенных принципов обработки.
Среди основных вариантов обработки принято выделять механическую шлифовку нержавейки после сварки. В ходе данного процесса устраняется верхний слой оксидной составляющей, образующийся на месте сварки и представляющий собой слабое место во всей конструкции. Также подвергаются устранению различимые переходы цвета и присутствующие неровности в соединении сварки.
Для данного процесса характерна следующая очередность:
- Читайте также:
- устранение волн в области металлического шва посредством применения толстого шлифовального круга и болгарки, а также нивелирование присутствующих выпуклостей;
- задействование лепестковых кругов для функционирования болгарки; основная цель подобных элементов – более аккуратное проведение работ наряду с большей длительностью процесса и расходованием материалов, что особо актуально для значительных масштабов выполнения работ;
- использование специально разработанного оборудного комплекса в виде шлифовальной машины, в результате работы которой создается одноцветное матовое покрытие;
- обязательное применение респиратора для снижения риска попадания в дыхательные пути абразивной пыли и металлических частиц, которые находятся в воздушном пространстве в течение выполнения работ.
Полировка
Следующим этапом обработки нержавеющей стали является полировка сварочного участка, и всего изделия, для придания окончательного блеска. Это еще больше зачищает поверхность, делая ее ровной и цельной, что мешает воздействию агрессивных жидкостей извне.
Вначале, сварочные швы обрабатываются диском с вулканитом. Это резиноподобный материал, круг которого насаживается на дрель. Вулканитом возможно придать шву нужную глубину и форму, «запилить» его создав вогнутую структуру. Материал действует мягко на сталь. После этого, на уже отшлифованную поверхность, наносится паста для полировки. Это может иметь алмазный состав. Подойдет обычная паста ГОИ. На дрель одевается войлочный круг и производятся продольные движения по всей поверхности. Чтобы хорошо отполировать места сварки используются маленькие круги, которыми удобно доставать участки в угловых соединениях. Работа ведется до получения зеркальной поверхности и отсутствия матовых пятен.
Электрохимическое (гальваническое) травление
Для его проведения необходимо выполнить ряд процедур.
Приготовление раствора. Подготовить водный раствор кислоты, выбранный для травления. Необходимо тщательно рассчитать его процентное содержание.

Подготовка поверхности. Необходимо выполнить обезжиривание любым методом, чтобы защитный лак качественно закрепился на нержавейке. После обработки касаться заготовки не рекомендуется, чтобы не вызвать отслоение лака и, как следствие, неоднородную обработку поверхности.
Создание защитного слоя. Нужно нанести защитный слой на участки, не нуждающиеся в травлении. В промышленности для этого используют специальные составы, которые можно применять и при домашней обработке (при соблюдении техники безопасности). Также в домашних условиях можно сварить защитный лак, состоящий из гудрона и канифоли, растворенных в скипидаре.
Травление. При проведении электрохимического травления нержавеющей стали заготовка опускается в ранее подготовленный раствор, после чего в созданную электрическую цепь подается напряжение. В этой цепи анодом является заготовка с подключенным положительным электродом, в качестве катода используют любую стальную пластину.
Продолжительность определяют по виду детали, внимательно наблюдая за состоянием заготовки, но не больше нескольких минут. После этого отключают напряжение, вынимают протравленную деталь из раствора и тщательно нейтрализуют кислоту с помощью реактивов.
Очистка нержавейки. Очищают нержавейку от остатков растворов специальными средствами, не влияющими на характеристики металла.
Коррозия в водной среде
В жидкой среде развивается преимущественно питтинговые и межкристаллитные виды коррозии. Особенно часто коррозируют сварные швы, их требуется защищать с особой тщательностью.
Темп развития коррозионных явлений, их свойства и глубина поражения металла определяются химическим составом жидкости и дополнительными условиями применения изделия. Среди наиболее влиятельных факторов отмечают:
- жесткость воды;
- присутствие ионов железа и других металлов;
- насыщенность жидкости кислородом;
- концентрация солей тяжелых металлов;
- температура жидкости;
- гальваническое воздействие.
Повышение температуры и образование застойных зон жидкости рядом с деталями из нержавеющих сплавов значительно ускоряют развитие коррозионных явлений.
Отклонения значения коэффициента pH жидкости от нейтрального коридора 6-7 также существенно ускоряет процесс коррозии. Чем более кислая или, наоборот, более щелочная среда- тем выше темпы поражения металла.
Ускоряют коррозию соли химически активных элементов, прежде всего, хлориды. Карбонаты и ионы меди активируют воздействие хлоридов.
Не все вещества, растворенные в воде, негативно влияют на скорость коррозионных процессов. Так, например, присутствие бикарбонатов и сульфатов железа замедляет
Наиболее пагубно на сохранность деталей из нержавеющих сплавов в жидкой среде влияют растворенные в ней ионы железа. Они реагируют с содержащимся в воздухе и растворенным в жидкости кислородом. Возникающие в ходе этих реакций продукты окисления выпадают в осадок на поверхности детали и многократно ускоряют коррозионные процессы, добавляя в них гальваническую составляющую.
Наглядным примеров таких явлений служит выпадение ржавого осадка на поверхности раковин и унитазов при протекающей арматуре.
Наиболее активно такие процессы протекают на границе жидкой и воздушной среды, когда чередуется воздействие кислорода воздуха и кислорода, растворенного в жидкости.
На практике при необходимости использования воды, загрязненной солями и имеющей pHотличный от нейтрального, используют метод отстаивания жидкости в промежуточных резервуарах. Кроме того, воду очищают в специальных фильтрах, наполненных гранулами ионообменных смол. Сосуды, используемые для хранения, обработки и нагрева таких вод, подлежат периодическому осмотру и облуживанию
Числовой эквивалент стойкости к точечной коррозии (PREN)
Показатель RREN относится к справочным, он показывает склонность разных видов и марок нержавейки к появлению питтингов. Числовой эквивалент стойкости к точечной коррозии применяют как ориентир, но не как абсолютное руководство для предопределения коррозионной стойкости.
Обычно наиболее устойчивыми к точечному ржавлению оказываются молибден, хром и азот в качестве добавок при легировании. Чем выше цифра RREN, тем более стойкой будет сталь к появлению питтингов. Вот справочная информация по RREN:
| Марка стали | RREN |
|---|---|
| 444 | 25 |
| 430 | 16 |
| 304 | 19 |
| 316 | 26 |
| 304LN | 21 |
| 904L | 36 |
| 316LN | 27,5 |
| SAF 2507 | 42 |
| Zeron 100 | 41 |
Химическое травление
Оно основано только на химических реакциях, без дополнительного воздействия электрического тока. Для травления нержавеющей стали в домашних условиях используются специально разработанные составы – травильные пасты. Они безопаснее реактивов, используемых в промышленных условиях. В состав таких паст не включается соляная кислота (из-за повышенного риска для здоровья).
От промышленных веществ домашние составы отличаются пониженным содержанием вредных хлоридов. Пасты изготавливаются на основе азотной и плавиковой (фтористоводородной) кислоты. Это жидкая желеобразная прозрачная субстанция, требующая осторожности при использовании.
Перед использованием пасты заготовку из нержавеющего сплава необходимо тщательно очистить и обезжирить. Для нанесения пасты на нержавейку используются специальные инструменты: пластиковые лопатки и кисти из кислотоустойчивых материалов.
Время выдержки пасты зависит от используемой марки, указано в инструкции к пасте. Возможный временной интервал – от 10 мин. до часа. Паста смывается большим количеством проточной воды (с соблюдением мер предосторожности).
При работе с крупными изделиями, большая площадь которых делает нанесение паст затруднительным, используют метод струйного напыления при помощи травильных спреев для обработки нержавейки.

Обработка сварных швов химическим способом
Однако наиболее качественный результат достигается при условии комбинирования двух способов зачистки — механического и химического. Обработка сварных соединений химическими препаратами может выполняться одним из двух методов: травления или пассивации. Для объективности нужно рассмотреть оба.
Травление
Обработка выполняется непосредственно перед механической шлифовкой. Используется специальный химический состав, позволяющий создать на поверхности однородный слой. Метод травления успешно применяется в случаях, когда требуется удалить побежалость. Практикуется травление отдельных участков соединения или заготовки полностью. В последнем варианте подразумевается, что заготовка будет полностью погружена в раствор.
В случае полного окунания заготовки нет строго регламентированного времени на выполнение процедуры. При таком методе воздействия срок выдерживания определяется в индивидуальном порядке в зависимости от состава и вида металлов. Нужно подчеркнуть, что зачистка сварного соединения будет более эффективной, если прибегнуть к травлению методом пассивации. Его особенность заключается в том, что стык получает очень существенный бонус: увеличиваются его прочностные характеристики.
Пассивация
Суть процесса состоит в следующем. Для обработки металлической поверхности используется специальный химический состав. После его нанесения по всей плоскости образуется пленка. Она предотвращает старение металла и образование коррозии. С точки зрения взаимодействия реагентов это выглядит так: оксиданты размягчают верхний слой стали, взаимодействуют с ним и растворяют свободные частицы, которые не являются составляющей металлической заготовки. Помимо этого, состав активирует образование на поверхности защитной пленки.
Угловые сварные швы зачищать нужно в соответствии с требованиями Правил Гостехнадзора. Согласно его положениям, качество очистки контролирует сменный мастер, а результаты отображаются в технологической карте ремонта сварочных соединений.











Травление
Оксидный слой и цветовые пятна можно устранить, используя кислоту для нержавейки после сварки. Процесс, при котором применяются кислоты, называется травлением, и обычно для него приобретаются серная или соляная кислота. Но можно использовать и аналоги, к примеру, кислоту азотную.
Для травления можно применить и щелочь. Тогда для правильной обработки, после сварки деталь из нержавейки помещается в расплав каустической соды. Она хорошо убирает оксидную пленку, не разрушая саму структуру стали.
Для того, чтобы их было удобно применять, средства для травления швов нержавейки после сварки, выпускаются в виде специальных паст или гелей, а также аэрозолей (для больших деталей). Используются эти материалы по следующему алгоритму:
- Металлической щеткой удаляются все окалины после сварки.
- Шов должен остыть до 50 °C.
- Деталь покрывается пастой для обработки сварных швов нержавейки или помещается в емкость с кислотным составом, если он жидкий.
- После все промывается большим количеством воды. Если используется паста, то процедура длиться от 10 минут до часа.
В зависимости от производителя состава для травления к этому алгоритму могут добавляться еще шаги, поэтому изучите инструкцию по применению.
Иногда травление требует сначала обработки сернокислым раствором, а потом смесью с азотной кислотой.
Важно не забыть, что при соприкосновении металла с кислотами начнут выделяться опасные для органов дыхания и слизистых пары.
Поэтому нужно быть в респираторе и желательно надеть специальные очки. А чтобы защитить руки, рекомендуется надеть резиновые перчатки. Но если кислота или состав с ней все же попадет на кожу, нужно экстренно начать промывать место водой, чем больше, тем лучше. А потом обратиться к врачу.
Иногда очистку сварочных швов нержавейки делают электрохимическим травлением. Для этого от источника тока проводят два провода, что нужно поместить прямо в кислоту. К плюсу подсоединяется деталь из нержавеющей стали, минус просто помещается в емкость с кислотой. Из-за замыкания окислы быстро отделяются от поверхности, и перенасыщение водорода не происходит. На всю процедуру уходит не более 10 минут.
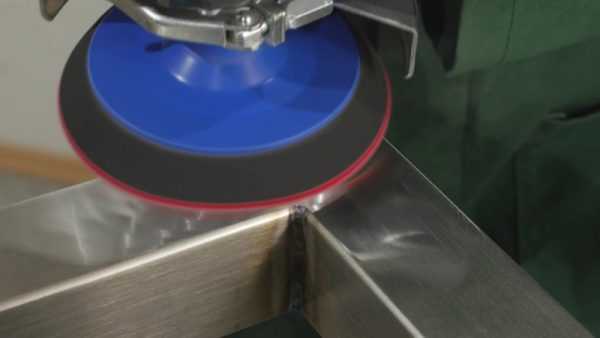
Шлифование
Один из главных способов обработки швов после сваривания – это шлифовка. На фото снизу вы можете наблюдать разницу до и после процедуры.
После шлифования нержавеющая сталь выглядит на много аккуратнее. Она приобрела блеск, ухоженный вид. Металл становиться намного прочнее и качественней.
Существует два основных вида шлифовки: современный и классический. У каждого есть свои плюсы и минусы. Одни ускоряют процесс работы. Другие делают швы прочнее. Всю необходимую информацию про каждый метод вы сможете найти в этой статье.
Напильник, наждачная бумага или любой другой инструмент для шлифовки – это главное, что нам нужно, вне зависимости от способа шлифования.
Мы можем использовать и собственные силы или воспользоваться шлифовальной машинкой. С последней работать быстрее, удобнее, но на дому для шлифовки можно просто использовать наждачную бумагу плюс собственные руки.
Шлифование проводиться в два этапа. При первом подходе проводится грубая шлифовка, когда поверхность нужно сделать максимально ровной, без явных неровностей.
Если работать с аппаратом для шлифования, то нужно использовать диск, проработав все швы. Это в общем, а далее мы детально разберем весь процесс поэтапно.
Коррозия и поверхностная обработка нержавеющей стали
Удаление коррозии можно произвести химическим способом – использовать специальные преобразователи ржавчины. Также поверхность изделий из нержавейки разрешается обрабатывать путем фрезерования, зачистки, шлифовки, полировки. Выбор конкретной методики зависит от предпочтений специалиста и ряда иных условий.
Подбор способа профилактической обработки металла будет обусловлен начальной коррозионной стойкостью конкретной марки стали. На шероховатых поверхностях чаще формируются элементы точечной коррозии, а на гладких пятна ржавчины появляются редко. Марки 304, 316 при использовании в условиях морской воды быстро ржавеют, их нужно защищать более тщательно.
Термическая обработка
Применяется в тех случаях, когда требуется зачистить остаточные напряжения внутренней части. Термообработка необходима в сваривании тонкостенных металлических конструкций. Суть процедуры сводится к тому, что готовая конструкция нагревается до определенной температуры, после чего охлаждается по определенному температурному графику.
Все работы производятся в три этапа. Изначально прогревается шов и рабочая поверхность вокруг него. Он должен выдерживаться нагретым в течение небольшого отрезка времени (второй этап), после чего остыть естественным путем (третий, заключительный, этап). Благодаря таким простым манипуляциям восстанавливается прочность и пластичность металла в районе сварочного шва.
Технология термической обработки имеет существенный недостаток. Если не удалось выполнить все манипуляции в точности с температурным графиком, то исправить ситуацию очень сложно. Простых решений нет. Потребуется дорогостоящая аппаратура и услуги профессионала, который имеет опыт подобной работы.
Контролировать соблюдение температурного режима можно разными способами. Наиболее распространенными являются измерения с помощью пирометра. Можно использовать тепловизор — специальное устройство, измеряющее температуру объекта на расстоянии. Менее эффективны методы контроля при помощи термокраски или термокарандаша, которые меняют свой оттенок в зависимости от температуры металла. Для их использования требуются практические навыки.




ТЕПЕРЬ ДАВАЙТЕ РАЗБЕРЕМСЯ, ЧТО МОЖЕТ РАЗРУШИТЬ ЗАЩИТНЫЙ СЛОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ?
(Тут возможны три варианта)
ПЕРВОЕ. Некачественные работы при монтаже металлических заграждений. То есть, вариант, повреждение защитного слоя, некачественной сваркой, или в процессе некачественной шлифовки.
Часто монтажные работы проводятся спустя рукава. За качеством обычно следят крупные и средние фирмы. Мелкие «подвальные» организации хватают любые заказы, посылают неспециалистов, и вы получаете соответствующий результат.
ВТОРОЕ. В процессе экономии и в желании продать вам подешевле, вам могут подсунуть сталь с низким содержанием хрома, никеля.
Тут надо уточнить.

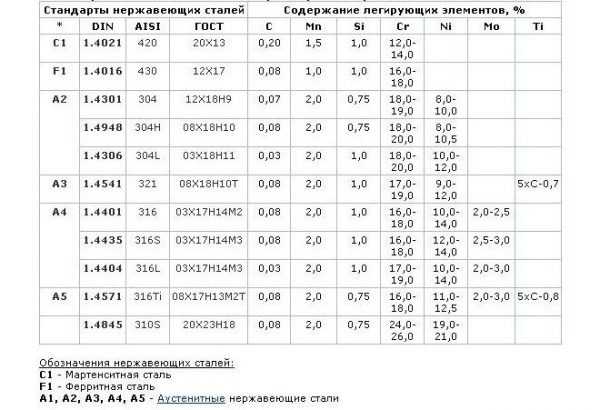
КАКИЕ СУЩЕСТВУЮТ СОРТА СТАЛИ?
В зависимости от наличия примесей в углеродистой стали она разделяется на сорта. Самая простая и низкосодержащая защитные антикоррозийные свойства сталь, которую мы используем это сталь марки AISI 201. Ограждение из этой стали допустимо использовать внутри помещений, при том что среда в этих помещениях не агрессивная. То есть, никакого обрамления таким перилами и отбойниками фонтанов и бассейнов быть не должно. Иначе через 2-3 месяца вы получите коррозию.
Если же вы собираетесь использовать свои ограждения из нержавейки на улице, то использовать можно сталь, не ниже AISI 304. В этом сорте стали никеля и хрома в пять раз больше, чем в AISI 201. Тогда вы гарантированно можете получить продукт на долгие годы без риска замены в ближайшее время.
Но даже категория AISI 304 вас не спасёт, если вы собираетесь использовать перила и ограждения в особо агрессивной среде, например, ограждения для бассейна с хлорированной водой или в местности с морским климатом. Здесь лучше использовать сталь с добавлением молибдена AISI 316.
Также часто недобросовестные компании используют штампованную фурнитуру, а выдают её за литую, более дорогую. Будьте внимательны и дотошны.
И ТРЕТИЙ ВАРИАНТ , когда вы можете получить незапланированную ржавчину на ваших новеньких перилах, это неправильное ухаживание за изделием. Несмотря на то, что ваше ограждение, казалось бы, металлическое, оно все равно требует к себе особого ухода. И неправильная очистка, может привести к нарушению защитного оксидного слоя и к появлению ржавчины.

Механический способ обработки сварных швов
Убрать цветовые переходы и прочие визуальные дефекты можно при помощи войлочного круга для УШМ и пасты ГОИ. Причем болгарку лучше использовать с регулятором оборотов.
Cоветуем: Регулируемая стойка для нарезания резьбы в металле
Кстати, войлочный круг нужного диаметра можно сделать самостоятельно. Для этого можно пустить «в расход» старые валенки.

Наносим на войлочный круг пасту ГОИ и приступаем к полировке. Таким способом можно добиться очень хорошего результата.

Кстати, вместо войлочного круга можно также использовать круги скотч-брайт или полировальные муслиновые круги. Они позволяют добиться даже лучшего результата, чем с войлоком.

Зачистка швов после сварки: техника безопасности
При выполнении любого рода сварочных операций прежде всего необходимо подготовить соответствующим образом рабочее место, оборудование и оснастку. Следует использовать специальную защитную одежду и предусмотренные регламентом средства. Строго придерживаться требований норм пожарной безопасности.
Перед началом работ необходимо пройти инструктаж, о чем делается запись в рабочем журнале. К выполнению работ допускают штатные сотрудники в возрасте от 18 лет, прошедшие соответствующую подготовку.
КАК ИЗБЕЖАТЬ КОРРОЗИИ ВАШИХ ОГРАЖДЕНИЙ?
(Всегда оформляйте договор)
ВО-ПЕРВЫХ , когда вы выбираете подрядчика для установки вашего изделия, убедитесь, что с вами заключают договор и дают гарантию не менее одного года. Лишний раз уточните условия гарантии, и на что вы можете рассчитывать и в каком случае? Внимательно принимайте результат работы монтажной бригады. Осмотрите, насколько качественно и без повреждений ли, обработаны сварные швы. К, примеру, в компании «Модерн Групп» используют сталь не менее 1.5мм толщиной, что гарантирует, что места сварных швов будут совершенно незаметны.
ВО-ВТОРЫХ , всегда настороженно относитесь к слишком «выгодным» предложениям. Возможно вас пытаются обмануть, выдав сталь категории AISI 201 за более высокую сталь категорий 300+. Это на сегодня чаще всего встречающийся обман покупателя на рынке металлических ограждений. На глаз качество стали не может определить даже специалист, что же говорить о простом обывателе? Тут вас, как ни странно, тоже спасёт бюрократия и буквоедство. Требуйте, чтобы в договоре была указана марка, стали. Эта, казалось бы, мелочь спасёт вас от последующих расходов и прочей головной боли.
Помните, экономить на качестве изделия, срок службы которого исчисляется десятилетиями, это последнее дело. Не гонитесь за бросовыми ценами. На стадии торговли требуйте объяснение любого для вас удешевления. Не стесняйтесь уточнять, почему и за счёт чего компания даёт вам скидку, не вылезет ли вам эта «экономия» потом боком. Ведь деньги это дело наживное, а нервные клетки не восстанавливаются.

ПРАВИЛЬНЫЙ УХОД ЗА ПЕРИЛАМИ
(Тут немножко подробнее поскольку с этим вы будете сталкиваться ежедневно)
ПОМНИТЕ! Нельзя использовать при обслуживании изделий из нержавейки моющих средств, содержащих хлор, щёлочь или абразивные элементы. Иначе вы со временем, просто «сотрёте» защитный оксидный слой вашего изделия. Или в случае абразивных добавок, повредите полированную поверхность.
ДЛЯ ОЧИСТКИ лучше всего использовать простую воду. При ежедневном уходе, серьёзная грязь просто не успеет накопиться и обычной влажной протирки будет достаточно. Если обычная мокрая очистка не даёт результата, добавьте в воду 1% нашатырный спирт. Также допускается использование для очистки ацетона.
КОГДА ВО ВРЕМЯ РЕМОНТА или строительства ваши ограждения из нержавеющей стали запачкались цементом или известью, то как можно скорое их нужно отмыть. Можно использовать при этом уксусную кислоту, но избегайте чистящие вещества содержащие соляную кислоту.
ЕСЛИ ЗАЛЯПАЛИ ПЕРИЛА КРАСКОЙ просто удалите её обычными средствами для удаления красок используя губку или щётку с нейлоновой чистящей поверхностью. Ни в коем случае не используйте металлическую щётку.
ЕСЛИ НУЖНО УДАЛИТЬ НАКЛЕЙКУ с полированной стальной поверхности, используйте фен. Нагревшийся клей легко отпустит приклеенный предмет.
ПРИ УДАЛЕНИИ ОСТАТКОВ КЛЕЯ от наклейки, жевательной резинки или пластыря, добавьте в вашу моющую жидкость масла эвкалипта. Можно купить, практически в любой аптеке. Все клеящие остатки аккуратно удалите данным моющим составом, иначе в этом месте начнёт налипать грязь и пыль.
Если все-таки, вы повредили своё изделие и нанесли глубокую царапину, которая начала ржаветь, не спешите бить тревогу и менять все изделие. Обработайте ржавчину азотной кислотой комнатной температуры, промойте потом чистой водой и просушите. Со временем защитный оксидный слой восстановится.
Если вы будете соблюдать все указанные здесь рекомендации, ваши перила и ограждения будут всегда чистыми и красивыми. А частые контакты с вашими ладонями пойдёт им только на пользу, ведь это естественная полировка вашего изделия. Так что пользуйтесь правильно и эти красивые и удобные изделия будут радовать вас годами.
Появление дефектов на поверхности металлов озадачивает и наводит на мысль о низком качестве стали. Еще больше вопросов возникает, если бурые пятна ржавчины появляются на высоколегированной стали. Важно вовремя понять, что стало причиной такого дефекта и что делать дальше, чтобы остановить этот процесс.
Нержавеющая сталь обладает устойчивыми свойствами благодаря хрому в качестве ведущего легирующего элемента. Даже незначительное количество хрома в составе сплава помогает сформировать тончайшую пленку из оксида хрома, предотвращающую коррозию из-за воздействия агрессивных реагентов, воды, щелочей.
Условия, в которых появляется ржавчина
Особенных условий, при которых появляются вкрапления ржавчины на поверхности нержавеющего металла, не нужно. Достаточно незначительного снижения концентрации хрома в сплаве, чтобы поверхность стала восприимчива к разрушающим внешним воздействиям. Еще одним условием, при котором внешний слой начинает портиться ‒ контакт железа с нержавеющей поверхностью.
Условием, при котором возникает нарушение защищенного хромом слоя металла, является неправильная технология сварки. На поверхность нержавейки попадают частички железа. Если потом плохо зачистить поверхность, то мельчайшие частицы приводят к проявлению вкраплений коррозии на нержавейке. Плохо зачищенный сварной шов, точнее площадь вокруг места сварки покрыта не только остатками железа, но и шлаком, брызгами от сварки, флюсом. Вкрапления не всегда будут развиваться в полноценную коррозию со сквозными дырами. Даже самый идеальный шов будет выглядеть неопрятно, если не зачистить поверхность вокруг, не убрать дефекты. В каталоге на нашем сайте вы можете купить нержавеющую бесшовную трубу 12х18н10т – способ избежать рисков, которые возникают при сварке.
Подводим итоги
Сейчас вы знаете все основные моменты, как очистить нержавеющую сталь после проведения сварки и отшлифовать ее до идеального, ровного состояния.
Это все отличает профессионала от новичка. Эксперт своего дела смотрит комплексно на весь обьем работы, в то время как новичок обращает внимание только на создание шва, забывая про все этапы работы.
Делитесь в комментариях собственным опытом шлифования, он очень важен для начинающих сварщиков. Как вы обрабатываете швы после сварки? Как подготавливаете нержавеющую сталь? Ждем ваших ответов. Успехов Вам в начинаниях!
Разновидности коррозии
Эффективные добавки, наделяющие высоколегированные сплавы антикоррозийными свойствами, не всегда решают проблемы с появлением дефектов. Классифицируют шесть основных видов ржавчины, поражающих нержавейку. О них стоит поговорить подробнее:
1. Щелевая коррозия. При проектировании изделий и массивных металлоконструкций возникают зазоры, или места крепления недостаточно хорошо уплотнены. Постепенно вода или кислотные реагенты деактивируют оксидный слой. Если вовремя не создать условия, в которых реакция прекратится, проржавеет не только место крепления, но и крепежные элементы.
2. Точечная коррозия. Возникает при нарушениях технологии работы с нержавейкой. Агрессивная внешняя среда, небольшие частички металла растворяют защитный оксидный слой, проникая вглубь сплава, образуя питтинги.
3. Гальваническая коррозия. Условием для ее проявления служит токопроводящая среда. Нержавеющая сталь контактирует с агрессивными реагентами и в полной мере проявляются разрушающие свойства на защитный слой хрома.
4. Межкристаллитная коррозия. Существуют условия, при которых во время сварки нержавейки кристаллы стали выпадают. Образуются точечные зазоры, в которых впоследствии и развивается ржавчина.
5. Общая коррозия. Возникает, когда на поверхность попадают йод, хлор, фтор, разрушающие молекулярную структуру хромсодержащего защитного слоя.
6. Эрозивная коррозия. Возникает при условиях постоянного механического воздействия на поверхность нержавеющей стали.
Как бороться с коррозией нержавеющей стали?
a) На металлургических заводах, где хранятся заготовки, должны соблюдаться условия хранения и предотвращаться ситуации, когда частицы нелегированного металла попадают на нержавейку.
b) Необходимо исключить близкий контакт даже с мельчайшими частичками обычного металла. Это же правило касается и инструментов. Металлические щетки, которые используют для чистки поверхности нелегированной стали, нельзя использовать для нержавеющих сплавов.
c) Не рекомендуется использовать сложные конструкции из нержавейки в соляной и серной кислоте.
d) Особые легирующие компоненты: тантал, титан, ниобий помогут усилить антикоррозийные свойства.
ли со статьей или есть что добавить?