Как варить алюминий самостоятельно

Сварка алюминия
Формирование сварных соединений требуется в условиях не только производства, но и дома. Конструкции создаются из разных металлов, в т. ч. обладающих характеристиками, усложняющими работу. Сварка алюминия сопряжена с некоторыми трудностями. Их необходимо изучить до начала процесса.

Возможна ли сварка алюминия в домашних условиях инвертором?

В быту используются изделия из алюминиевых сплавов, которые изредка нуждаются в ремонте.
Возможна ли сварка алюминия в домашних условиях инвертором? Да, с помощью специальных электродов домашние мастера сваривают треснувшие или новые изделия.
Как варить алюминий инвертором без аргона
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.

- Читайте также:
Учтите: электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
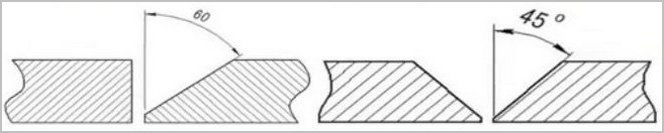
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.
Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
Без подогрева алюминиевых изделий и просушки плавящихся стержней, соединение не получится.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
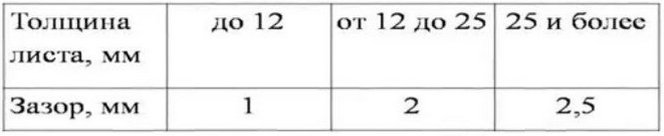
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.
Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.
- Читайте также:
Видео:
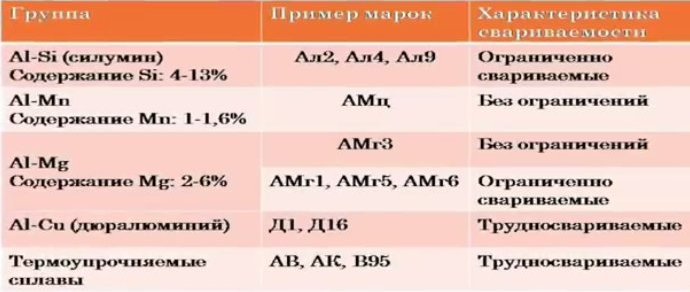
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.
Технология сварки дюралюминия

Сварка алюминия
Одним из самых распространенных цветных металлов является алюминий, его применяют как в чистом виде, так и в составе сплавов. Из дюралюминия делают разные детали, поэтому сварщикам приходится часто сталкиваться с этим материалом. Сложность обусловлена тем, что кроме алюминия, в составе такого сплава есть и другие металлы, такие как Cu, Mg, Mn. Сварка дюралюминия – сложный технологический процесс, требующий некоторых навыков, поэтому новичку справиться с ним будет сложно.
.jpg)
Сварка алюминия электродами
 Как правило, для сварки конструкций и деталей из алюминия чаще всего используется специальное оборудование и особые технологии. Сваривать же при помощи ручной дуговой сварки довольно-таки непросто. Но иногда это бывает необходимо, и мы поможем вам разобраться, как сваривать алюминиевые конструкции электродами.
Как правило, для сварки конструкций и деталей из алюминия чаще всего используется специальное оборудование и особые технологии. Сваривать же при помощи ручной дуговой сварки довольно-таки непросто. Но иногда это бывает необходимо, и мы поможем вам разобраться, как сваривать алюминиевые конструкции электродами.
- Читайте также:
При выполнении работ с алюминием применимы в основном такие типы сварки:
- ММА (ручная дуговая сварка алюминия (см. электроды по алюминию));
- MIG (полуавтоматическая сварка алюминия);
- TIG (сварка алюминия в аргоновой среде с употреблением проволоки присадочной).
Мы не будем затрагивать тему агронодуговой сварки или применении вольфрамовых электродов. Ниже пойдёт речь об проведении сварочных работ простыми ручными покрытыми электродами дуговой сварки.
Выбор электродов по алюминию: правила и нюансы

Виды сварки
Уникальные свойства алюминия как металла выливаются в серьезные сложности сварочных работ с ним. Эти сложности вполне объяснимы, и способы их решения известны. Чтобы выбрать самую оптимальную рабочую технологию в том или ином «алюминиевом» случае, необходимо разбираться в свойствах этого чрезвычайно интересного и капризного металла.
От работ по нему никуда не деться: по популярности с ним не может сравниться ни один металл, одна автомобильная промышленность чего стоит. Алюминий широко используется в авиационной, космической и многих других отраслях.
Вместе с тем этот металл чрезвычайно капризен в сварочных работах, это один из самых сложных материалов, требующих дифференцированного подхода к каждому технологическому случаю. Электроды по алюминию – ключевой элемент для получения сварочных швов высокого качества.
Как выбрать сварочные электроды?
В этой статье мы отвечаем на вопросы, которые возникают при выборе электродов для сварки. Разных видов — десятки и сотни. Каждая марка разрабатывается под свои задачи. Значение имеет все: материал стержня, его диаметр, обмазка, сварочный ток. Давайте разбираться, при каких условиях какие электроды лучше.
Сварка алюминия электродами (MMA)
 MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
- Читайте также:
- сложно сделать ровный шов;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдается сильное разбрызгивание;
- тяжело очищать шов от шлаков.
И всё же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварка способом MMA может осуществляться для соединения алюминиевых конструкций, которые не несут ответственной нагрузки. Минимальная толщина металла должна быть не меньше толщины электрода (4 мм).
Ручная дуговая сварка покрытыми электродами пригодится в домашних условиях, когда нет возможности использовать громоздкое и дорогостоящее оборудование.
Сварка инвертором
 Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Конечно, существует другая техника, которая может применяться при ручной дуговой сварке: выпрямители, трансформаторы или генераторы. Однако инвертор является наиболее выгодным вариантом, благодаря следующим преимуществам:
- Высокий КПД — до 95% и выше. Высокочастотный импульсный полупроводниковый преобразователь позволяет полностью исключить индуктивные потери.
- Эффективный расход электроэнергии. Преобразователь автоматически отключается, когда прекращается работа.
- Защита от нестабильной электрической сети. Инвертор выдаёт нужное напряжение независимо от просадок в сети. Импульсный преобразователь автоматически подстраивается под входное напряжение и обеспечивает требуемые выходные параметры.
- Точная регулировка сварочного тока. Сила тока, необходимая для конкретных сварочных работ, напрямую зависит от толщины используемых электродов. Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.
- Быстрый поджиг дуги. Достаточно легко ударить электродом по детали. Инвертор обеспечивает стабильное горение сварочной дуги.
- Удобно использовать в домашних условиях. Инверторы, как правило, имеют компактные габариты. Для сравнения — сварочный трансформатор мощность 8 кВт весит более 40 кг, в то время как инвертор такой же мощности — менее 5 кг.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.

Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Какими электродами варить инвертором
На выходе инвертор выдает постоянный сварочный ток. Поэтому для сварки необходимы либо электроды для постоянного тока, либо универсальные электроды. Дальнейший выбор зависит от типа и толщины металла. Например, для бытовых задач достаточно электродов 2-4 мм.
Что такое дюралюминий
Дюралюминий состоит из следующих элементов: алюминия – 93,5%, меди – 4,5 %, магния – 1,5%, марганца – 0,5 %. Такой состав обуславливает эксплуатационные характеристики сплава. Основной компонент влияет на химическую активность дюралюминия, поэтому он быстро окисляется на открытом воздухе, в результате чего на поверхности образуется прочная оксидная пленка.
Приведенный состав сплава не является постоянным, он может меняться. Значение имеет не только соотношение металлов, но и технология термообработки дюралюминия.
Чем обусловлена низкая свариваемость алюминия
Существует несколько причин, по которым алюминий обладает низким уровнем сваривания:
- Изделия из алюминия и его сплавов покрыты тугоплавкой оксидной пленкой, обладающей большей плотностью и температурой плавления, чем сам металл. Это усложняет сварочный процесс и способствует загрязнению наплавленного металла.
- Формирование сварочной ванны затрудняется из-за высокой текучести алюминия в расплавленном состоянии. Поэтому рекомендуется использование теплоотводящих подкладок.
- Высокий коэффициент линейного расширения приводит к деформации соединения во время его остывания.
- Состав алюминия включает водород, который уменьшает пластичность и прочность металла. При застывании водород стремится выйти наружу, что способствует образованию дефектов в шве: поры и трещины.
- Высокая теплопроводность данного металла требует проводить сварку с помощью мощных источников тепла.

Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия.
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.

Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила — блестящая, так как состоит преимущественно из алюминия, покрытие — белое.


Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
Видео:
Электроды для сварки алюминия и алюминиевых сплавов: технические особенности
Алюминий относится к тому типу металлов, которые труднее всего сваривать. Свойства этого металла существенно усложняют процесс сварки, поэтому на крупных предприятиях очень редко используется ручная сварка электродами. Для этого применяется специальная техника.
Однако в домашних условиях или в небольших мастерских использование спецтехники может быть дорогим и невыгодным. Поэтому в таких условиях допускается применение ручной дуговой сварки.
Основные особенности алюминия, которые усложняют сварочный процесс:
- Оксидная плёнка. Образуется на поверхности алюминиевых изделий и создаёт дополнительные проблемы, так как для её расплавки нужна температура более 2000 о С. При том, что сам алюминий начинает плавиться при 600 о С.
- Тяжело сделать цельный шов. Метал быстро окисляется и на расплавленных каплях появляется тугоплавкая плёнка. Поэтому приходится принимать меры по снижению уровня кислорода в окружающей среде (с помощью специального оборудования это сделать проще, чем вручную).
- Алюминий быстро плавится и сильно растекается. При сварочных работах нужно использовать теплоотводящие подкладки.
- Склонность к образованию кристаллизационных трещин. В большинстве алюминиевых сплавов находится кремний. Из-за этого при сварке швов могут образоваться расколы.
- Высокий показатель линейного расширения. В процессе затвердения шва форма может деформироваться.
- Для сварки конструкция и деталей из алюминия нужно применять ток в 1,5 раза сильнее, чем при работе с другими металлами.
Подготовка металла
Перед соединением алюминиевых элементов в домашних условиях нужны следующие действия:
- Очищают металлические детали от оксидного налета. Обезжиривают поверхности растворителем.
- Для получения прочного равномерного шва края толстых деталей срезают под углом 45-60°.
- Покрытие электродов быстро впитывает влагу. Перед началом работы их прокаливают при температуре 200°С.
- Свариваемые детали прогревают до 250°С. Это ускоряет процесс разрушения оксидного налета.

Свойства и свариваемость дюралюминия
Сложности процесса сварки дюралюминия во многом объясняются его тугоплавкостью. По сравнению с основным компонентом, такой состав получился более плотным, поэтому он менее мягкий и гибкий. Во время сварочных работ быстро расходуются электроды, а текучесть сплава повышается. К этому надо подготовиться до начала сварки. Устранить указанную проблему помогает предварительная закалка дюралюминиевых деталей, ее выполняют при температуре +500°C.
- плотность – 2,5-2,8 тонн/м³;
- температура плавления – +650°C;
- мах текучесть – 250 МПа.
В связи с высокой склонностью к окислению, варят дюралюминий при температуре в пределах +300°С, при этом используют защитную атмосферу инертных газов или флюс.

Характеристики электродов для сварки алюминия дуговой сваркой
Дуговая сварка — выгодный и простой вариант при обработке конструкций из алюминия или его сплавов. При этом используются покрытые плавящиеся электроды.
Одна из главных особенностей алюминиевых электродов — быстрая скорость плавления. Поэтому сварка происходит в 2-3 раза быстрее, чем при работе с другими металлами.
При остановке сварки (или при обрыве дуги) на конце стержня, а также на поверхности кратера сварочной ванны образуется слой шлака. Из-за этого сложно повторно разжигать дугу. Рекомендуется варить одним электродом непрерывно, до полного расплавления расходника.
Важные особенности металла
Алюминий был впервые получен в 1825 г., а спустя 30 лет была разработана первая технология промышленного производства и очистки металла. До начала XX столетия себестоимость материала была сопоставима с золотом, но впоследствии цена упала из-за внедрения методики электролиза.
Химические свойства
В естественных условиях на поверхности металла находится оксидный слой, устойчивый к воздействию чистого кислорода, азотной и серной кислот. При повышении температуры азотная кислота разрушает пленку, аналогичное воздействие оказывает концентрированная соляная и разбавленная водой серная кислота.
.jpg)
Ингибиторами образования пленки являются олово или галлий, которые вводят в состав сплава.
Чистый алюминий вступает в реакцию с кислородом воздуха и галогенами (за исключением фтора, для соединения с которым требуется нагрев).
Физические свойства
Основные свойства материала:
- Металл имеет серебристо-белый цвет, удельный вес составляет 2,712 г/см³ (в 3 раза ниже, чем у углеродистых сталей).
- Температура перехода в жидкую фазу находится в диапазоне +658…660°С (зависит от степени очистки от примесей), расплав начинает кипеть при +2519°С.
- Материал образует сплавы с другими металлами, которые отличаются повышенными механическими характеристиками. Например, введение кремния позволяет получить силумин, используемый для литья деталей, а соединение с магнием (дюралюминий) применяется в автомобильной и авиационной промышленностях.
- Алюминий отличается повышенной электропроводностью (на уровне 65% по сравнению с очищенной медью), а также хорошо пропускает тепло, что позволяет применять металл при производстве радиаторов. Отполированные пластины обладают повышенной отражающей способностью.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.

Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
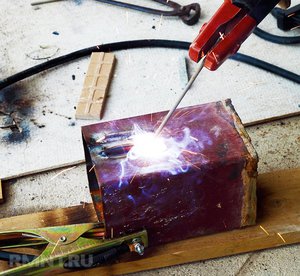
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.

Изначально рекомендую установить ток 100 А и попробовать.

Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.

Приноровившись уже получается стабильно держать дугу.

Как и после обычной сварки отбиваем окалину молотком.

И зачищаем щеткой.

Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.

Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.

Преимущества и недостатки
Среди преимуществ указанного сплава отмечают следующие:
- небольшой вес, но при этом дюралевые детали способны выдерживать высокие нагрузки;
- сварочные работы выполняют, используя разные технологии, их выбор зависит от условий проведения работ и других факторов;
- подготовка изделий не требует больших трудозатрат и времени;
- необходимые электроды всегда можно приобрести в специализированных магазинах.
Есть у данного процесса и ряд недостатков:
- сварочный шов имеет низкую устойчивость против коррозии;
- после создания такого соединения характеристики сплава ухудшаются;
- для проведения работ надо иметь высокую квалификацию, быть внимательным и все выполнять с высокой точностью;
- чтобы подобрать электроды, надо точно знать марку сплава;
- высокая текучесть дюралюминия создает сложности при формировании сварочного валика;
- для качественного выполнения работ приходится использовать флюс или защитный газ;
- стоимость расходных материалов высокая;
- при выполнении скоростной сварки сложно организовать контроль качества шва.
Техника безопасности
Электросварка алюминия в домашних условиях повышает вероятность получения травм и порчи имущества. Поэтому в таком случае особенно тщательно соблюдают следующие предписания техники безопасности:
- Работать необходимо, используя средства индивидуальной защиты. Для сварщиков предназначены специальные маски, прорезиненные сапоги, рукавицы. Рабочее место защищают металлическим экраном.
- Все электрические элементы должны быть заизолированы.
- Нельзя варить в помещениях с легковоспламеняющимися жидкостями и материалами.
- Комната должна хорошо проветриваться. Это предотвращает отравление газами.

Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
Трудности процесса
Рассмотрим сложности процесса сварки электродом по алюминию. Сложность ручной сварки алюминиевых конструкций во многом обусловлена свойствами данного металла. Ниже приведём примеры основных проблем, которые могут возникнуть в процессе сварки.
- Высокая текучесть металла. Расплавленный алюминий тяжело контролировать. При значительном перегреве поведение металла становится в какой-то степени непредсказуемым. Расплав может разрушить слой твёрдого металла, находящийся под ним, и вытечь через трещину. Для решения этой проблемы рекомендуется использовать прокладки из керамики или тугоплавкой стали.
- Окисляемость алюминия. Основная проблема алюминиевых изделий. Соединяясь с кислородом, молекулы металла формируют плотную оксидную плёнку. Она прочнее самого металла и плавится только при очень высокой температуре. Ещё один минус — плёнка является диэлектриком, поэтому тяжело поджечь дугу. Для решения этой проблемы нужно тщательно очищать рабочую поверхность металла перед сваркой.
- Высокий коэффициент линейного расширения. Алюминий достаточно хрупкий и обладает малой упругостью. При сильном нагреве металла зона сварки давит на остальную часть конструкции, что может стать причиной появления трещин или деформации плоских поверхностей. Чтобы этого избежать, нужно контролировать температуру сварки. А лучше — предварительно прогревать деталь до 200-250 о С.
- При застывании металл шва может кристаллизоваться и появляются горячие трещины. Поэтому желательно добавлять специальный присадочный материал. Особенно это необходимо в случаях, когда несколько швов находятся на небольшом расстоянии друг от друга.
Полезное видео
Посмотрите ролик, где умелец рассуждает о том, что сварка электродом алюминия – это не лучшее решение и демонстрирует процесс наглядно, с пояснениями.
Требования, выдвигаемые к сварке
Сваривая детали из дюралюминия, надо придерживаться таких требований:
- на место соединения предварительно наносят и равномерно распределяют флюс, это позволяет улучшить процесс сваривания;
- нагрев соединяемых деталей проводят равномерно, иначе под действием температуры они могут деформироваться;
- после завершения работ некоторое время выполняют подогрев созданного шва, делают это, пока металл не остынет;
- после сварки и остывания шва его очищают от шлака и проверяют на наличие трещин, раковин, повреждений.
Популярные способы
Сварка в условиях дома выполняется не только простым способом ММА, но и некоторыми другими.
Использование вольфрамового электрода
Такой расходный материал применяют при работе в защитной газовой среде. Вольфрам выдерживает нагрев до 4000°С, поэтому электроды относят к категории тугоплавких. Их используют в сочетании с присадочной проволокой, что повышает свариваемость алюминия. Для защиты рабочей области используют гелий или аргон, поэтому сварочный аппарат соединяют с баллоном. В бытовых условиях применяют небольшие резервуары. Дуга поддерживается за счет источника переменного тока. Аргонодуговая сварка – сложный способ. Он редко применяется для рутинных операций.
Сварка плавящимся электродом
Это самый несложный вариант соединения профилей из рассматриваемого материала. Для проведения процедуры приобретают электроды марок УАНА, ОЗА и т.п. Стержни, обработанные специальным составом, и инверторный аппарат позволяют сваривать детали любой толщины. Оборудование настраивают на режим постоянного тока обратной полярности. Сила устанавливается с учетом толщины металла. 1 мм соответствует 25 А. Для защиты сварочной ванны используют инертный газ.
Для прогрева металла применяют горелку. Сварка плавящимися электродами применяется при отсутствии особых требований к качеству шва.
С помощью полуавтомата
Несмотря на высокое качество сварных соединений, данный метод применяют редко. Это связано с высокой стоимостью аппаратуры. Полуавтоматическое устройство выдает короткий импульс высокого напряжения, разрушающий оксидный налет.
Частицы расплавленного электрода проникают в сварочную ванну. Чтобы понять, как заварить стык между алюминиевыми деталями, необходимо ознакомиться с особенностями работы с оборудованием:
- всегда устанавливают обратную полярность;
- чтобы проволока не застревала в механизме подачи, его снабжают специальным наконечником увеличенного диаметра;
- алюминиевый пруток образует петли, чтобы исключить этот недостаток, устанавливают подающее устройство с 4 валиками, тефлоновым вкладышем и узким рукавом;
- проволоку выводят в рабочую область ускоренными темпами, поэтому менять наконечник часто не придется.
Некоторые сварщики переделывают обычные полуавтоматы под приборы, работающие с алюминием.
Сварка алюминия газовой горелкой
В этом случае энергия газа используется для повышения температуры в обрабатываемой области. Это наиболее доступный для применения в домашних условиях метод. Газ защищает рабочую зону от контакта с кислородом. Расходные материалы и оборудование имеют среднюю цену, процесс прост в исполнении.
Как варить правильно: техника, этапы и нюансы
Сейчас разберёмся, как сваривать алюминиевые конструкции при помощи обычных покрытых электродов, и что для этого потребуется.
Первый этап: подготовительный
Перед началом сварки необходимо провести подготовительные работы по очистке поверхности от загрязнений и оксидной плёнки. Это нужно для того, чтобы обеспечить хорошую свариваемость металла и формирование качественного шва. Последовательность действий:
- Предварительная очистка. Любое моющее средство + жёсткая щётка. Затем металл промывается чистой холодной водой.
- Затем поверхность нужно обезжирить. Для этого подойдут органические растворители: уайт-спирит, ацетон и др.
- Если деталь небольшая, её можно на несколько минут положить в щелочную ванну. Температура раствора должна быть больше 60 о С.
- После этого поверхность нужно отшлифовать металлической щёткой. Нельзя использовать абразивные средства, так как частицы рабочего слоя могу остаться на поверхности.
- Затем металл промывается растворителем. Его нельзя вытирать, должен высохнуть самостоятельно.
Видео
В следующем ролике мастер варит электродами Zeller-480 подножку от велосипеда.
Техника и нюансы сварки
При сварке электродами нужно использовать постоянный ток обратной полярности. Сила тока зависит от толщины электрода. Рассчитывается следующим образом: на 1 мм электрода должен быть ток силой в 20-25 ампер.
Для того, чтобы шов получился качественным, рабочую поверхность детали следует прогреть до температуры 300-400 о С. Это поможет предотвратить появление горячих трещит, а также снизит риск деформации материала.
Электрод нужно держать вертикально, можно немного наклонять. Перемещать конец стержня следует в направлении шва. Рекомендуется производить сварку в один проход на короткой дуге, не совершая поперечных движений.
Если дуга оборвалась, с кратера на рабочей поверхности и с конца стержня электрода необходимо удалить шлаковую корку. Затем можно продолжить работу. После окончания сварки полученный шов следует очистить от шлаковых образований и промыть водой.
Подготовка перед сварочным процессом
Для получения качественного соединения перед началом работ поверхность деталей надо правильно подготовить. Это поможет убрать оксидную пленку, которая имеет высокую плотность и температуру плавления, что не позволяет стабильно образовываться дуге, в результате чего надежность соединения снижается.
Подготовительный процесс состоит из таких этапов:
- Зачистка поверхности от коррозии, масла и других загрязнений.
- Удаление тугоплавкого слоя, для этого используют щетку по металлу и мелкозернистую наждачную бумагу. На производстве оксидную пленку чаще всего удаляют методом катодного распыления, в таком случае она обрабатывается ионами, что позволяет быстро и качественно очистить поверхность.
- Обезжиривание поверхности. При этом не только удаляются остатки масла, но и оставшиеся частички, которые в процессе сварки мешают качественно выполнить работу.
- Обработка кромок. Если толщина свариваемых участков больше 4 мм, их углы скашивают под углом 35°.
Перед использованием электродов их прогревают при температуре +150°С, что помогает удалить лишнюю влагу. После проведения подготовительных работ рекомендуется начинать сварку, на протяжении 3 часов делать это можно не позже чем через сутки, т.к. снова образуется прочная оксидная пленка.

Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.

В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Какими электродами варить трубы, швеллер и тонкий металл
- Сварка труб сложна тем, что приходится варить в разных положениях. Нужно регулировать наклон электрода и скорость сварки. Электрод подбирают по диаметру в зависимости от толщины стенок самой трубы. Далее, нужно учитывать материал трубы. Для стальных рекомендуют электроды ОК 53.70 и ОК 74.70 (компании ESAB). Благодаря прочному шву они подходят и для труб высокого давления. Для соединения медных труб используют или вольфрамовые (неплавящиеся), или плавящиеся электроды, например UTP 39 (Bohler).
- Сварка швеллера (стального проката) требует шва повышенной прочности. Дело в том, что швеллер используют в качестве несущего или усиливающего элемента ответственных конструкций. Толщина стенки швеллера может достигать 7-13 миллиметров. Для таких массивных балок подойдут электроды УОНИ 13/55У. Сварка возможна в любых пространственных положениях. Ну а для более тонких швеллеров рекомендуем универсальные электроды АНО-21 диаметром до 5 мм.
- Сварка тонколистового металла (до 2 мм) требует аккуратности, дабы не прожечь металл насквозь. Во-первых, нужен электрод небольшого диаметра (от 0,5 до 2,5 мм в зависимости от толщины листа). Во-вторых, электрод со специальным покрытием — чтобы медленно плавился и стабильно горел. В числе подходящих марок можно назвать ОМА-2, МТ и МТ-2. Для самых сложных случаев — сварка полуавтоматом с применением сварочной проволоки.
Электроды по дюралюминию
Почти все виды электродов, которые предназначены для сварки алюминия, подходят и для работы с его сплавами. В том числе и для сварки дюралюминия. Однако есть некоторые марки, состав покрытия которых разработан исключительно для работы с чистым алюминием (например, изделия шведской компании ESAB OK 96.10). Другие же марки подходят для работы с алюминиевыми сплавами (от того же производителя, марка ОК 96.50).
Необходимое сварочное оборудование
Для проведения сварочных работ с дюралюминиевыми деталями используют стандартный электродуговой сварочный аппарат и плавящиеся электроды, а также это делают с помощью газовой горелки. На производстве для таких целей используют:
- полуавтоматы, в которых проволока подается в среде защитных газов, их обозначают DC MIG;
- сварочное оборудование, работающее с неплавящимися электродами, помещенными в среду аргона, их обозначают AC TIG.
Для сварки дюралюминия применяют оборудование, поддерживающее работу с постоянным и переменным током. Оно должно быть инверторным, компактным, чтобы его можно было перевозить. Хорошо, когда аппарат оснащен осциллятором для сварки, а длина шланга для подключения горелки до 3 м.
Какие электроды выбрать для начинающих
Начальный опыт электросварки лучше приобретать на сварочных электродах марки АНО (например, АНО-21). Это универсальные электроды с рутиловым покрытием. Удобны тем, что допускают сварку во всех пространственных положениях. Легко зажигаются. Металл разбрызгивается меньше, шлак легко отходит. Еще один плюс — можно варить влажные, плохо очищенные и даже ржавые поверхности.
По тем же критериям можно посоветовать электроды ОЗС-12 либо МР-3. Рекомендуемый диаметр — 3-4 миллиметра. Освоив работу этими электродами, можно перейти на ОК 53.70, УОНИ, ЛБ52У, Kessel и Bohler (два последних — производства Австрии и Германии).
Рекомендации от мастеров
Советы опытных сварщиков начинающим мастерам:
- Рекомендуется вести сварку заготовок электродами, изготовленными из сплава одной марки. Информация о химическом составе инструмента указывается производителем на упаковке.
- Необходимо учитывать соотношение толщины заготовок и диаметра электрода. При использовании инструмента с повышенным сечением возможно прожигание листового алюминия.
- Расходные материалы не рекомендуется просушивать более чем 2-3 раза из-за деградации покрытия.
- Перед началом электросварки кромки сопрягаемых деталей необходимо обработать абразивным инструментом, удаляющим окислы.
Из-за повышенной текучести расплава сформировать тонкий и равномерный шов затруднительно. Крупные узлы рекомендуется сваривать в несколько этапов с перерывами для очистки мест соединения от шлака.
Возможные сложности
Если свариваемые детали поддаются статическим нагрузкам, то работу можно выполнять плавящимися электродами. Когда в месте шва создаются скручивающие нагрузки, сварку выполняют полуавтоматом или аргонодуговым методом, т.к. они обеспечивают более надежное соединение.
Дюралюминий быстро плавится, поэтому работу надо проводить с высокой скоростью. При выгорании легирующих компонентов на месте шва часто образуется коррозия.
Проблемы возникают при неправильной настройке оборудования. Повышенная продувка сварочной зоны не позволяет шву нормально образоваться, кроме этого, увеличиваются затраты на данный процесс. Если же подача газа недостаточная, то металла в зоне проведения работ вспенивается, а вольфрамовый электрод начинает гореть.
Помощь специалистов
Для получения качественного шва при работе с дюралюминием специалисты советуют придерживаться следующих правил:
- перед выбором электродов определяют марку сплава, т.к. при его легировании используют разные элементы;
- чтобы металл не деформировался, его прогревание выполняют постепенно и медленно;
- нельзя резко прекращать работу, после наложения шва его еще некоторое время прогревают, чтобы он остывал постепенно.
Дополнительная информация
Для создания стыковых швов при работе с изделиями толщиной более 3 мм чаще используют вольфрамовый электрод. Во время сварки в рабочую зону подают инертный газ.
Применение угольного электрода и газосварки ацетиленом не позволяет создавать прочное соединение. Более качественный результат будет с использованием водородно-кислородных горелок.
Работая полуавтоматом, важно не только правильно выставить подачу проволоки, но и силу дуги, чтобы соединяемые детали не перегревались. Правильная настройка на переменный ток при выполнении аргонной сварки вольфрамовым электродом позволяет получать соединения высокого качества.
Чтобы методом сварки надежно соединить изделия из дюралюминия, надо четко придерживаться разработанных технологий, использовать исправное оборудование, иметь необходимые навыки и соблюдать правила техники безопасности.
KOBATEK-250
Описание Электроды KOBATEK-250 предназначены для сварки литейных алюминиевых сплавов (в том числе силумина), а также сварки, наплавки и.
ли со статьей или есть что добавить?