Марки мягких припоев и флюсов
для пайки паяльником
Марки мягких припоев и флюсов для пайки паяльником
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Припой ПОС 60 — температура плавления, свойства, характеристики

Основным материалом, применяемым при пайке, является специальный сплав, называемый припоем. К одной из важнейших его характеристик относится температура плавления.
Существует множество разнообразных сплавов, используемых в качестве припоев при выполнении паяных соединений металлических изделий. Они имеют различия по химическому составу и по физико-механическим свойствам.
Какие бывают оловянно-свинцовые припои

Оловянно-свинцовые припои: виды и характеристики
Что такое припой знает каждый, кто хоть единожды пытался соединить металлические детали с помощью пайки. Но о том, что припои бывают разные и самый популярный из них известен под маркировкой «ПОС», известно далеко не всем.
Рассмотрим, какие бывают припои для пайки меди, алюминия и других металлов, на сайте svarkapajka.ru
ПОС — легкоплавкий оловянно-свинцовый припой. Сплав из олова и свинца образует эвтектическую смесь, отличающуюся более низкой температурой плавления, нежели каждый металл по отдельности. Именно это качество позволяет сплаву соединять различные металлы.
В настоящее время существует множество разных марок ПОС: бессурьмянистые, малосурьмянистые, сурьмянистые, сплавы с кадмием, медью или висмутом. Разное соотношение компонентов в сплавах обусловливает их различные характерные особенности.
- Читайте также:
Припои для пайки разных марок: состав и свойства, назначение и применение
Пайка – способ получения неразъемных герметичных соединений, широко применяемый в различных сферах промышленности и в быту. Он незаменим при монтаже радиодеталей и починке электроники, бытовой техники, различного оборудования. Припой – один из необходимых атрибутов пайки. Обсудим, что это такое, какие его разновидности существуют, и от чего зависит выбор марки материала.

Как расшифровывается ПОС
Рассмотрим основные марки оловянно-свинцовых и оловянных припоев, которые широко используются на сегодняшний день в пайке. Для маркировки всех припоев с содержанием свинца и олова используется особая аббревиатура, состоящая из русских букв, а также цифр.

Буква «П» обозначает припой, буква «О», то что припой оловянный, а буква «С» — свинцовый. Число на конце аббревиатуры ПОС означает одно — процент содержания олова. Например, ПОС-61 или так называемый «Третник» имеет в своём составе 61% Sn, то есть, олова.
Виды припоев ПОС
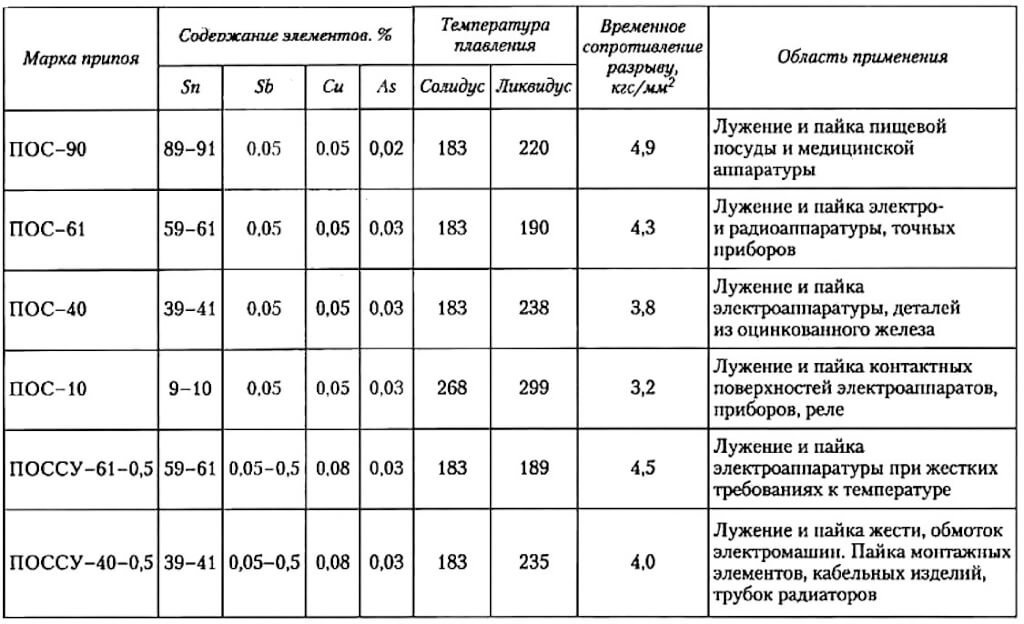
Для начала вспомним, какие бывают припои из сплавов оловянно-свинцовой группы. Самые популярные — это бессурьмянистые припои ПОС-10, ПОС-40, ПОС-61 и ПОС-90. Припой ПОС с содержанием сурьмы называется ПОССУ. Сурьма в составе припоя добавляет ему несколько процентов по прочности.
Когда мы говорим про плавление смеси олова и свинца, нужно помнить про определения солидуса и ликвидуса. При нагревании любой смеси двух и более металлов происходит сначала расплавление (преобразование из твердой в жидкую фазу) самых легкоплавных частиц. Эта температурная отметка называется солидусом сплава.
При дальнейшем росте температуры начинают плавиться более тугоплавкие компоненты. Как только они расплавятся, наступает точка ликвидуса. Теперь припой ПОС полностью расплавлен. Подробнее этот процесс поясняет картинка, выдранная из презентации на тему сплавов.
- Читайте также:
Между этими двумя точками находится состояние повышенной пластичности припоя. В этом состоянии припой можно тянуть и деформировать без потери целостности.

Существуют эвтектические сплавы — припои, у которых точка солидуса и ликвидуса совпадает. Это очень удобно при пайке и говорит о высоком качестве припоя.
Как выглядит припой?
Припой для пайки выпускают в виде стержней, проволоки или трубок, заполненных флюсом (канифолью). Диаметр проволоки может быть различным. Логично, что для мелких соединений лучше выбирать проволочку меньшего диаметра — например, 0,3 мм. В основном при пайке печатных плат используют припой диаметром от 0,75 до 1,0 мм. Более толстая проволока удобна лишь при пайке массивных деталей.
Выпускается припой и в таких формах, как паяльная паста (тиноль), порошок или фольга. Последний тип разработан специально для решения сложных технологических задач. Для любительского применения достаточно катушки с проволокой.
Разнообразие марок
Припойная продукция выпускается в различных формах, это могут быть литые чушки, проволока, порошок, паста, ленты из фольги или трубки с флюсом внутри. Все припои ПОС производятся в соответствии с ГОСТом и имеют различные характеристики в зависимости от процентного соотношения компонентов.
Цифры в маркировке припойных смесей говорят о количестве в их составе олова. Поскольку температура плавления и прочность припоя напрямую зависят именно от него. Так, например, ПОС-90 состоит из 9 частей олова и 1 части свинца.

Плавится состав при 220°C и используется для пайки металлических деталей перед гальванизацией золотом или серебром. А ПОС-40, где оловянная составляющая представлена 40%, плавится при температуре 222°C.
- Читайте также:
Чаще всего специалисты применяют припой с маркировкой 61. Его популярность обусловлена более низкой температурой плавления (около 190 градусов) и достаточной прочностью.
Сплавы с сурьмой
Маркировка «ПОСсу» говорит о том, что в оловянно-свинцовую композицию введено небольшое количество сурьмы. Чем больше её в сплаве, тем выше температура его плавления. Добавление сурьмы делает припой дешевле, но паять таким сплавом труднее, поэтому обычно с этим расходным материалом работают только профессионалы.

Сотые доли процента сурьмы имеют малосурьмянистые марки, они начинают плавиться при 189 градусах и используются при производстве холодильников, авиа- и автоприборов, посуды для приготовления еды.
Сурьмянистые припои для пайки содержат 1,5 — 6,0 % сурьмы. Их применяют в трубчатых радиаторах, электрических лампах, а так же для пайки белой жести.
Про состав припоя
Название припоя оловянно-свинцовой группы говорит о содержании в нем олова. Например ПОС-40 содержит 40 % олова, а ПОС-61 — почти 61 % олова. Остальная часть состоит из свинца и дополнительных примесей. По внешнему виду можно на глаз прикинуть состав припоя . Если припой ПОС более матовый и темный, то он больше содержит свинца. Если более светлый и блестящий — то больше олова. Лучше всего это познается в сравнении. Как выглядит лист олова и лист свинца смотрите на фото.

Прочность припоя зависит не только от легирования сплава, но и от паяемого металла. Например, для пайки меди или цинка в припой ПОС добавляют несколько процентов меди или цинка соответственно. Это снижает химическую эрозию металла и увеличивает поверхностную прочность соединения.
Легирование припоя
Для улучшения эксплуатационных характеристик применяют легирование припоя следующими веществами:
- Читайте также:
- Адгезию припоя улучшает добавка из меди, кадмия, сурьмы, алюминия, серебра и цинка;
- Пластичность припоя и стойкость к термоциклированию улучшается добавкой индия, серебра, марганца, висмута, лития;
- Прочность припоям добавляют никель, кобальт, цинк, кремний, бор, железо;
- Коррозионную стойкость припоя увеличивает никель и медь;
- Жаропрочность повышает кремний, цирконий, вольфрам, ванадий, кобальт, ниобий, гафний.
Технические характеристики припоев ПОС и ПОССу
Чтобы не расписывать все технические характеристики припоев оловянно-свинцовой группы, просто приведу таблицу параметров. По ней можно определить температуру плавления, плотность, удельное электросопротивление, теплопроводность, временное сопротивление разрыву, относительное удлинение, ударную вязкость и твердость по Бринеллю припоев.
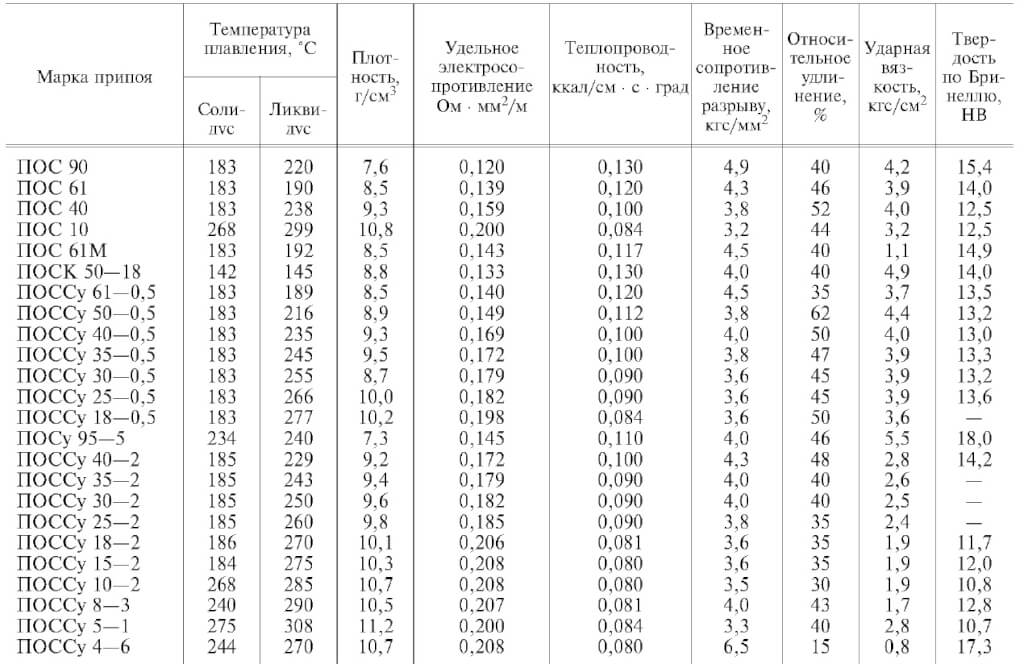
Анализ таблицы показывает, что самым легкоплавким среди списка является кадмиевый припой ПОСК 50-18 с характеристикой по температуре плавления 145 градусов Цельсия. Самым прочным является припой для пайки ПОССу 4-6 с временным сопротивлением разрыву 6,5 кгс/кв. мм.
Паяльные пасты (тиноль) для пайки
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
Припои с малым содержанием олова
Все припои, которые содержат 50% олова и меньше, характеризуются высокими температурами плавления и прочностью на растяжение. Они, точно также как и оловянно-свинцовые припои с большим содержанием олова, нашли достойное применение в самых разных сферах.
Например, ПОС-40 получил широчайшее применение, как на крупных заводах, та и в быту. ПОС-35 особенно популярен в машиностроении и при пайке электрооборудования. А вот ПОС-30 и ПОС-20 относятся к тугоплавким припоям, которые применяются для пайки радиаторов и проводов.
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Как самостоятельно определить или расшифровать марку припоя?
В большинстве случаев расшифровать марку припоя несложно. Буква П обозначает слово «припой», другие – входящие в него компоненты (Ср –серебро, К – кадмий, М – медь, А — алюминий, Кр – кремний и т. д.). Если в материале присутствуют драгоценные и редкие металлы, маркировка начинается с них, даже если их доля составляет всего 1%. Далее следует цифра, соответствующая процентному содержанию компонента. Например, ПМЦ-36 содержит 36% меди, ПОС-61 – 61% олова.

В обозначении многокомпонентных сплавов при маркировке часто используется следующая схема: сначала идут буквы, обозначающие компоненты, затем – цифры, соответствующие их процентному содержанию (расшифровка марки МНМц 68-4-2: 63–68% меди, 4–5% никеля и 1,5–2,5% марганца). Бессвинцовые сплавы, набирающие популярность благодаря отсутствию токсичного элемента, маркируются по наименованию компонентов на латыни с указанием их содержания после соответствующих букв: Sn95,5Ag3,8Cu0,7 (трехкомпонентный олово-серебряно-медный сплав).
Определить примерный состав можно и по внешнему виду. Материалы с высоким содержанием цинка, олова или серебра окрашены в светло-серебристый цвет, свинца – в тусклый серый. Латунный, золотой и фосфорный припои желтые, медный имеет красный подтон. Если он обладает металлическим блеском, в нем много олова. Тугоплавкие припои на вид матовые.
Низкотемпературные припои
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Как выбрать нужный припой и флюс?
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).

Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
Не менее важен и правильный выбор флюса. Самый доступный вариант – канифоль. Она лучше всего подходит для пайки в быту. Ее используют при ремонте радиодеталей, плат, соединении небольших медных, латунных, железных, никелевых деталей. Для пайки этих и более крупных элементов подойдет также глицерин-гидразиновый флюс, канифоль-гель «Актив» и ЛТИ-120. Последний активно используется при пайке проводов.
При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Выбор припойного материала
 Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
То есть, присадочный материал должен расплавляться раньше, чем основной. Но это не единственное условие выбора.
Жидкий расплав должен хорошо смачивать поверхность основного металла. Кроме этого, к паяному соединению предъявляются определённые прочностные требования.
Правильный подбор присадочного материала для пайки позволяет приблизить прочность соединения к прочности основного металла.
Именно по этой причине при пайке какого-либо металлического изделия стараются использовать присадку на основе такого же металла, как металл изделия.
При этом более низкая температура плавления припоя обеспечивается дополнительными компонентами, входящими в его состав.
Правда, следует заметить, что сравнять эти характеристики при пайке не удаётся никогда. То есть, при механических испытаниях на разрушение излом всегда будет происходить в месте соединения.
В некоторых специфических видах пайки прочность соединения играет не главную роль. Например, при пайке ювелирных изделий основной является эстетическая часть работы. Поэтому изделия из золота, серебра и платины паяются только припоями на основе одноимённых металлов, причём той же пробы.
Сравнительная таблица отличий технических характеристик в припоях серий ПОС 50, ПОС 60, ПОС 61, ПОС 63, Sn60Pb40
| Серия припоя | ПОС 50 | Sn60Pb40 | ПОС 60 | ПОС 61 | ПОС 63 | ||
| Температура плавления | начальная | solidus | 183°C | ||||
| жидкость | liquidus | 216°C | 191°C | 190°C | 190°C | 183°C | |
| Плотность | Р(υ) | 8 г/см3 | 8,41 г/см3 | 8,41 г/см3 | 8,44 г/см3 | 8,51 г/см3 | |
| Удельное электрическое сопротивление | ρ | 0,149 Ом*мм2/м | 0,139 Ом*мм2/м | ||||
| Теплопроводность | λ | 0,11 ккал/см*с*град | 0,12 ккал/см*с*град | ||||
| Временное сопротивление разрыву | σB | 3,6 кгс/мм2 | 4,3 кгс/мм2 | ||||
| Относительное удлинение | δ | 50 % | 46 % | ||||
| Ударная вязкость | αк | 4 кгс/см2 | 3,9 кгс/см2 | ||||
| Твердость по Бриннелю | НВ | 14,5 | 14 | 14,9 | |||
| Электрическая проводимость | Cu% | 10,9 | 11,3 | 11,3 | 11,37 | 11,5 | |
Страшная тайна припоя ПОС-60
Вот и настало время страшной тайны припоя ПОС 60. Согласно ГОСТ 21930-76 под названием «Припои оловянно-свинцовые в чушках. Технические условия» и ГОСТ 21930-76 «Припои оловянно-свинцовые в изделиях. Технические условия», такого припоя, как ПОС-60 просто не существует. Сам ГОСТ 21930-76 можете скачать и посмотреть. Вот полная таблица из этого ГОСТа.

Так что «ПОС-60» — это жаргонизм или народное обозначение «припоя, которым все паяют». Мне кажется, что это связано с путаницей в обозначении ПОС-61. Потому что при содержании олова в припое по ГОСТу от 59 до 61 % логичнее его называть ПОС-60, а не ПОС-61.
Среди припоев, произведенных по международным стандартам существует припой Sn60Pb40. Это припой для пайки с содержанием олова 60 % и свинца 40 %. Его можно было бы назвать ПОС-60, если разработать хотя бы ТУ под него. Согласно международным данным, в которых описаны характеристики, температура плавления припой 60/40 равна 191 градус Цельсия.

Та же история с припоем типа ПОС-62. Такого свинцового припоя по ГОСТу пока не придумали. Так что, если у меня спросят «а какая температура плавления припоя ПОС-62», я знаю, что ответ c цифрой 184 градуса Цельсия нужно искать с импортном каталоге припоев. Вот например, можно воспользоваться каталогом припоев компании Kester.
ли со статьей или есть что добавить?