Какие характеристики токарного станка 1а616?
Токарная обработка металла — востребованная область работы с металлом. Без специалистов и станков, изготавливающих мелкие детали с почти ювелирной точностью сложно представить себе машиностроение, металлообработку и множество других, созависимых отраслей.
Для обработки металлов на протяжении вот уже сотен лет используют токарные станки. Первая универсальная машина данного типа была выпущена уже в конце XVIII столетия и с каждым годом его возможности и конструкция улучшались для удобства использования.
Возможности, технические характеристики и схемы токарного станка 1А616
Применение токарного станка 1А616, технические характеристики. Подробные схемы, функциональные возможносты. Правила эксплуатации и техника безопасности.
- Функциональные возможности станка 1А616
- Основная комплектация и технические характеристики оборудования
- Органы управления
- Коробка скоростей станка
- Передняя бабка
- Фартук
- Суппорт токарно-винторезного станка
- Задняя бабка токарного станка
- Кинематическая схема
- Электрическая система станка
- Правила эксплуатации 1А616
- Первый пуск токарного агрегата 1А616
- Ход впуска и металлорезание
- Обслуживание и уход
- Техника безопасности при работе со станком
Широко применяемый в промышленном производстве токарный станок 1А616 выпускается со времен СССР и до сих пор пользуется определенным спросом у специалистов. Большинство известных моделей токарных станков типа 1А616 предназначаются для обработки небольших заготовок.
Токарно-винторезный станок 1А616 — характеристики, схемы, паспорт

Токарно-винторезный станок 1А616, характеристики и конструкцию которого мы рассмотрим в данной статье, начал выпускаться на Средневолжском комбинате в середине 1950-х годов.
Достоинства и недостатки универсального токарно-винторезного станка 1615, технические характеристики
Специальная обработка металлов резанием широко используется на большинстве крупных промышленных предприятий, а также при мелком цеховом производстве. Этот способ изготовления деталей реализуется посредством особых металлообрабатывающих станков, называемых токарными. В этом обзоре мы познакомимся с одним из представителей этого класса токарным станком 1616.
Универсальные токарный станок 1616 хорошо известны не только в нашей стране, но и в ближайшем зарубежье. Очень надежный и удачный образец станочного оборудования за десятилетия эксплуатации доказал свою эффективность в самых различных производственных областях.

Базовая модель этого станка прошла несколько этапов модернизации, на каждом из которых ее характеристики заметно улучшались. Рассматриваемое оборудование, помимо расточки деталей, также позволяет нарезать резьбы всевозможного типа (метрические, дюймовые и т. п.).
- Читайте также:
Станок 1А616 – универсальный токарный агрегат
Токарно-винторезный станок 1А616, характеристики и конструкцию которого мы рассмотрим в данной статье, начал выпускаться на Средневолжском комбинате в середине 1950-х годов.
Характеристики станка
Токарно-винторезный станок 1А616, конструкцию которого разработали более 60-ти лет назад, преимущественно используется для обработки заготовок, отличающихся небольшими габаритными размерами. Среди технических характеристик станка можно выделить следующие:
- максимальная длина выполняемого обтачивания — 660 мм;
- максимальная длина обрабатываемой заготовки — 710 мм;
- максимальный диаметр заготовки, располагаемой над суппортом — 180 мм, размещенной над станиной — 320 мм;
- масса оборудования — 1500 кг;
- диаметр сквозного отверстия, выполненного в шпинделе — 35 мм;
- резьбовой конец шпинделя выполнен в соответствии с ГОСТ 12593-72 и относится к типу 6К;
- прямое, а также обратное вращение шпинделя может осуществляться в интервале 9–1800 об/мин, регулировка данного параметра может выполняться по 21 ступеням;
- габаритные размеры оборудования — 2135х1225х1220 мм.
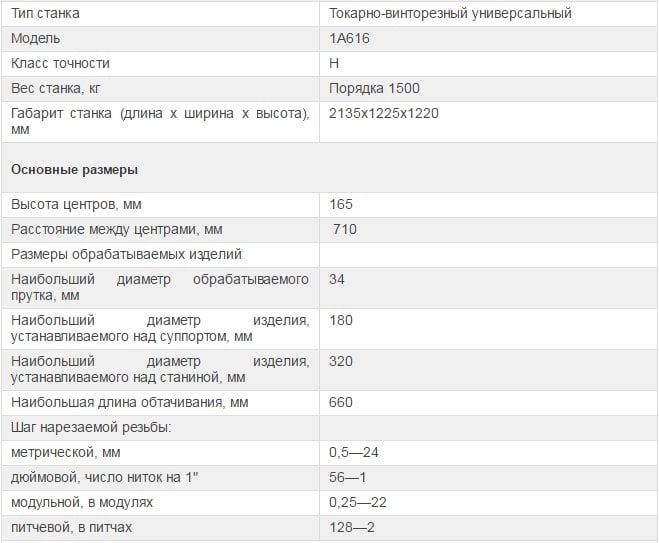
 Общие характеристики и основные размеры
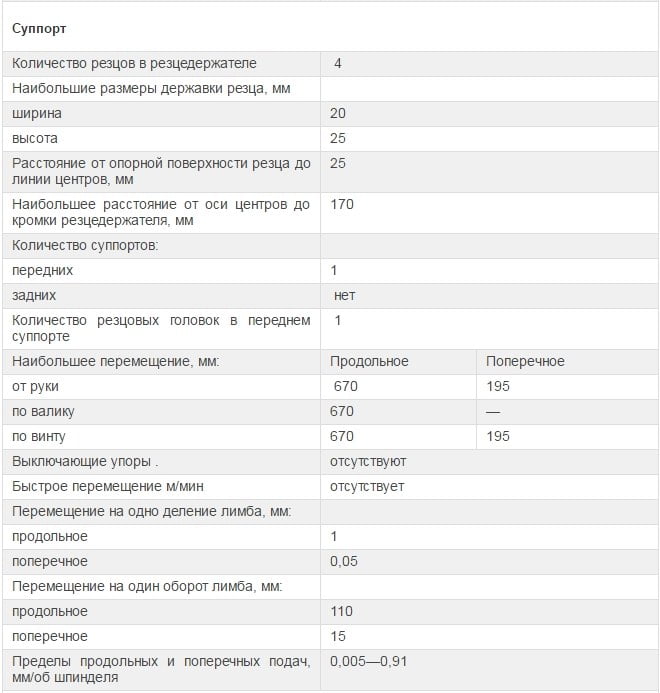
Общие характеристики и основные размеры  Характеристики суппорта
Характеристики суппорта  Характеристики резцовых салазок, шпинделя, задней бабки
Характеристики резцовых салазок, шпинделя, задней бабки  Характеристики электродвигателя, ремней, подшипников шпинделя, муфт
Характеристики электродвигателя, ремней, подшипников шпинделя, муфт
В поперечном направлении суппорт токарного станка перемещается по винту вручную, предельная величина такого перемещения составляет 195 мм. Продольное перемещение суппорта обеспечивается винтом или валиком, его максимальное значение может составлять 670 мм. Характеристики рабочих подач 1А616 при этом одинаковы и могут выбираться в пределах от 0,065 до 0,91 об/мин.
Технические свойства 1А616 позволяют выполнять оперативную замену зубчатых передач в его коробке подач на сменные прецизионные элементы, что дает возможность осуществлять с его помощью нарезание резьбы, отличающейся повышенной точностью. При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
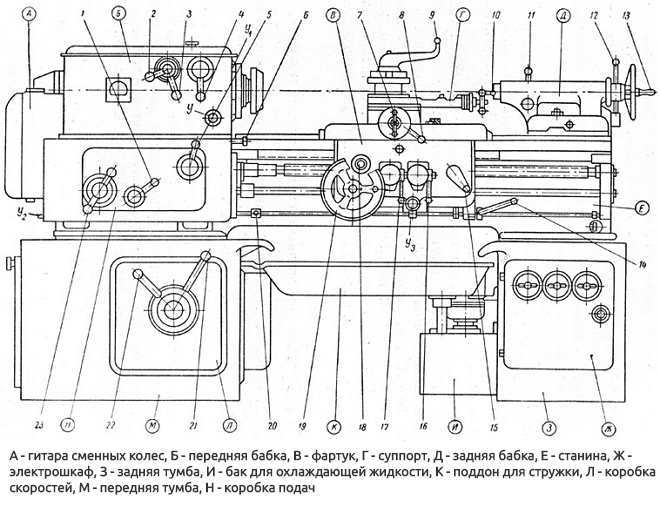
Основные узлы станка 1А616
Даже без использования сменных зубчатых колес на токарно-винторезном станке данной модели допустимо нарезать высокоточную резьбу со следующими характеристиками:
- питчевую — с шагом 2–128 питч;
- модульную, шаг которой находится в пределах 0,25–5,5 мм;
- дюймовую — с шагом 1–56 ниток на дюйм;
- метрическую — с шагом 0,5–24 мм.
Обрабатываемые детали можно фиксировать в обычном патроне токарного станка или использовать для этого пневматические и гидравлические зажимные устройства.
- Читайте также:
Функциональные возможности станка 1А616
Функционал данного оборудования представлен перечисленными ниже операциями:
- обтачивание поверхностей деталей произвольной формы (включая их торцевание);
- точечное сверление;
- вырезка канавок различной глубины;
- развертывание стандартных отверстий;
- подготовка резьбы посредством резца или метчика;
- формирование сетчатых рифлений.
Наличие большого числа всевозможных функций превращает токарно-револьверные станки в универсальные механизмы, к числу достоинств которых относят и их низкую стоимость.

Что собой представляет оборудование?
Обозначение 1А616 имеет точное определение:
- 1 – показывает номер группы токарно-винторезного станка, согласно систематизации ЭНИМС;
- А – первая модификация устройства;
- 6 – подгруппа системы (классификатор ЭНИМС);
- 16 – дистанционный показатель центров от основания. Для рассматриваемого прибора – 16-165 мм.
Винторезный станок 1А616 нашел применение в цехах крупных производственных предприятий, а также на частных производствах. Это говорит о том, что токарный станок востребован. Эти многогранные токарные агрегаты осуществляют множество функций обработки по металлу:
- обработка округленных поверхностей любой сложности;
- точение граней деталей;
- сверловка;
- зенкерование проемов;
- рифление;
- отделка фасонных конических заготовок.

На токарно-винторезном станке 1А616 обрабатываются изделия, изготовленные из компонентов разного природного состава. Операции осуществляются модулями из быстрорежущих металлов и головками прочных сплавов.
История появления модели
Производство токарного станка 1616 было освоено на Средне-Волжском заводе СВСЗ, основанном в далеком 1876 году. К их серийному выпуску специалисты предприятия приступили спустя половину столетия – в январе 1926 года.
- Читайте также:
Предшественником 1615 был первый выпущенный предприятием токарно-винторезный станок модели ТВ-155В. А уже к 1934 году на заводе было разработано и внедрено в производство оригинальное изделие марки СП-162 с большим числом скоростей и широким диапазоном оборотов шпинделя.
В качестве приводного механизма на этих моделях применялся отечественный электродвигатель с рабочей мощностью 1,5 кВт, специально разработанный по индивидуальному проекту. К выпуску интересующей нас модели (1615) завод приступил во время второй мировой войны. Спустя какое-то время станок успешно модернизирован, после чего рабочая скорость шпинделя была доведена до 1000 об/мин.
Через несколько лет после окончания войны (в 1949 году) в серию была запущена еще одна модернизированная модель под заводским обозначением «1616». В последующие годы она была усовершенствована до модельной серии 16Б16. С 90-х годов двадцатого столетия завод выпускает токарные станки, продаваемые под торговой маркой «SAMAT».

Технические характеристики
Паспорт токарный станок 1а616
Согласно данным в паспорте, прилагаемом к токарному станку этой модификации, он имеет следующие общие технические характеристики.
Благодаря подобной конструкции, суппорт металлообрабатывающего оборудования может перемещаться по следующим направлениям:
- поперек по винтовой передаче. В движение механизм можно привести только вручную. При этом величина преодолеваемого расстояния не превышает 195 мм;
- передвижение суппорта вдоль обеспечивается как винтовой, так и валиковой передачей. Максимальное расстояние, на которое может перемещаться суппорт в этом направлении составляет не больше 670 мм.
- Читайте также:
Паспорт суппорта 1а616
При выполнении резьбы высокой точности возможно включение ходового винта агрегата напрямую, а коробки передач в обход. Такое действие также предусмотрено конструктивными и техническими данными самого токарного оборудования.
В случае нанесения обычной резьбы метрического, дюймового или модульного типа проделывать вышеописанную операцию замены конструктивных рабочих элементов не требуется.
Детальное описание
Основа корпуса токарного станка 1615 – станина, на которой устанавливаются следующие рабочие механизмы:
- Бабки (передняя и задняя).
- Подвижный суппорт.
- Фартук.
- Коробки рабочей подачи и скоростей.
Кроме того, в состав рассматриваемого оборудования входят шпиндель и приводной движок (трехфазный электродвигатель на 380 Вольт).
Станина токарного станка 1616 изготовлена из чугуна и имеет диагонально расположенные ребра жесткости, усиленные двумя направляющими (передней и задней). Первая применяется для перемещения суппорта, а вторая – для поступательного движения задней бабки. Основание токарного станка 1616 посредством усиленных болтов крепится к «мощным» чугунным тумбам.
Габариты
Рабочие габарита токарного станка 1616 определяются исходя из размеров его станины. Его основные параметры в миллиметрах представлены ниже:
- Длина станины – 1960 мм.
- Ее ширина – 880 мм.
- Высота токарного станка 1616 – 1235 мм.
Вес описываемого образца станочного оборудования составляет 850 кг.

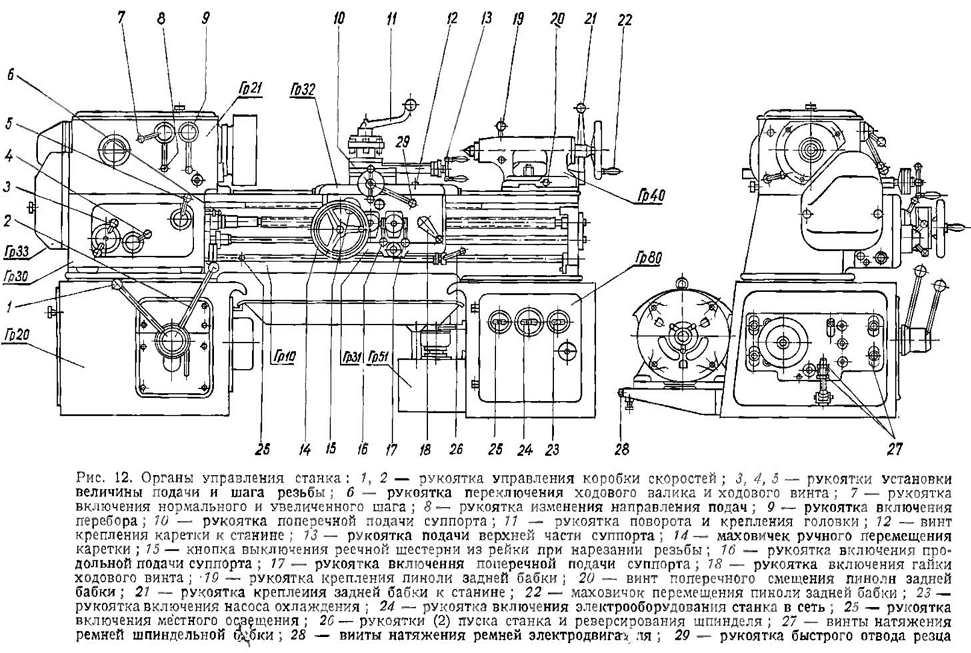
Расположение органов управления
С расположением рабочих органов управления токарным станком 1616 можно ознакомиться на приведенном ниже фото:

В их состав входят несколько типов рукояток и маховиков, выполняющих следующие рабочие функции:
- Включение или выключение фрикционных муфт.
- Выставление скорости перемещения шпинделя.
- Установки его оборотов и кратных множителей для каждого режима.
- Изменение направления рабочей подачи.
- Выставление параметров резьбы.
- Включение ходового винта.
- Запуск поперечной/продольной подачи суппорта (ручной, в том числе).
- Фиксация пиноли задней бабки и т. п.
К органам управления токарного станка 1616 относятся маховик для ручного перемещения каретки и суппорта, а также гайка для крепления задней бабки и винт для поперечного перемещения ее корпуса. В качестве приводного механизма используется один трехфазный асинхронный электродвигатель. Вращающий момент от него передается исполнительным механизмом с помощью 2-х клинообразных ремней и редуктора, размещенного в левой тумбе станины.
3 Электрооборудование и электросхема 1А616
Электрическая схема станка состоит из:
- трех плавких предохранителей;
- вводного выключателя;
- лампы освещения;
- реле напряжения;
- выключателя освещения;
- трех контакторов (остановки двигателя, его обратного и рабочего хода);
- выключателя электрического насоса, подающего жидкость для охлаждения резца;
- реле регулировки скорости движения двигателя;
- реле контактора напряжения (предназначено для включения и отключения устройства);
- понижающего трансформатора;
- переключателя управления;
- указателя нагрузки;
- селенового выпрямителя.

Агрегат располагает двумя электродвигателями (трехфазными):
- Электронасосом, направляющим к резцу охлаждающий состав: напряжение – 220/380 В, скорость – 2800 об/мин, мощность – 0,12 кВт, тип двигателя – ПА22.
- Двигателем главного привода: напряжение – 220/380 В, скорость – 1430 об/мин, мощность – 4 кВт, тип – А02-41-4.
Промышленные предприятия обычно заказывают оборудование, функционирующее при напряжении 380 В (и цепи управления, и силовые цепи). Агрегаты для индивидуального использования могут работать при 220 В, по специальному заказу выпускались и станки, работающие при напряжении 500 В.

Локальное освещение установки обеспечивается лампой в 36 В, питание на которую подается от понижающего трансформатора. Конструкцией 1А616 не предусматривается наличие электродвигателя для быстрого хода станка. Быстрое и при этом плавное торможение шпинделя обеспечивается тем, что для данной операции используется постоянный ток. Причем при торможении электрический двигатель не нагревается.
Инструкция по эксплуатации
16а16 станок токарно-винторезный:схема
Насколько точно будет работать станок зависит от того правильно ли произвели его установку. Агрегат должен основательно закрепляться специальными болтами к фундаменту или бетонной подушке высотой не менее 150 мм. При этом проверка станка должна происходить по ГОСТу 42 — 56.
Первый пуск токарного станка в работу не менее важен, чем процесс его установки и правки. Пуск также считается первоначальным, если оборудование продолжительное время простаивало и не обслуживалось. Во избежание поломок, отнеситесь к первоначальному запуску с особой тщательностью и ответственностью. Процесс подготовки первоначально пуска представляет собой последовательный процесс.
Этап 1. Тщательно отчистите коррозионный налет, если таковой имеется на открытии и других незащищенных узлах.
Этап 2. Необходимо проверить наличие масла и при необходимости добавить его.
Этап 3. Если планируется производство токарных работ с охлаждением, то в специальный бак необходимо добавить специальную охлаждающую жидкость.
Этап 4. Проверьте целостность электрических проводов и надежность их соединения.
Этап 5. После успешного прохождения вышеперечисленных шагов можно включать станок и производить токарные работы.
Общий процесс работы станка 1А616 можно разграничить на следующие ключевые моменты.
Этап 1. Заготовку необходимо надежно зафиксировать между центрами патрона или в нем самом.
Этап 2. Выбранные модификации резцов также тщательно закрепляются в специальном фиксаторе, расположенном на суппорте оборудования. В держателе одновременно должно быть установлено не больше четырех приспособлений для нанесения резьбы.
Этап 3. Инструменты необходимые для нарезки внутренней резьбы, сверления и расточки закрепляются в пиноле задней бабки.
Этап 4. Теперь важно правильно настроить необходимую частоту вращения шпинделя. Его коррекция производится специальными переключателями, размещающимися на коробке передач.
Этап 5. Ходовой элемент приходит в работу нажатием на пусковую кнопку, находящейся на коробке передач.
Этап 6. Для получения различных шагов резьбы производится соответствующая корректировка на рукоятках коробки передач и путем замены шестерней.
Этап 7. При включении узла, отвечающего за увеличение резьбового шага нужно резко повернуть вправо рычаг реверса подачи.
Этап 8. Рукоять передней бабки должна быть установлена в таком положении, которое будет соответствовать отметке «Нормальный».
Обеспечение движения подачи и резания
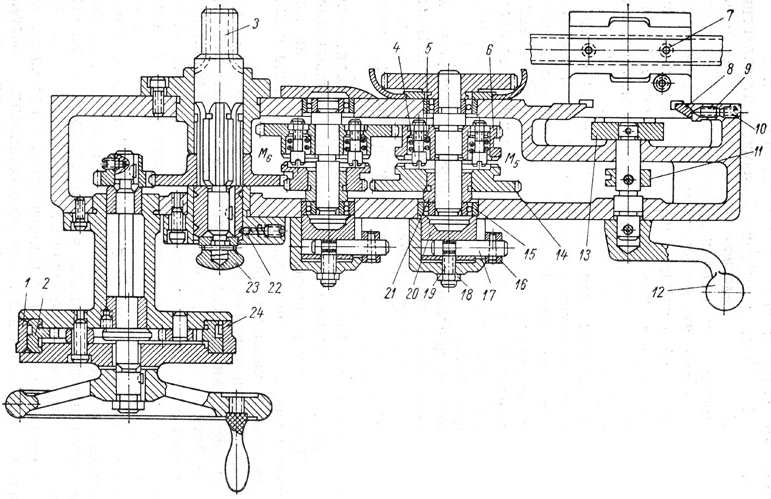
Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
- две клиноременные передачи;
- 12-ступенчатая коробка скоростей.
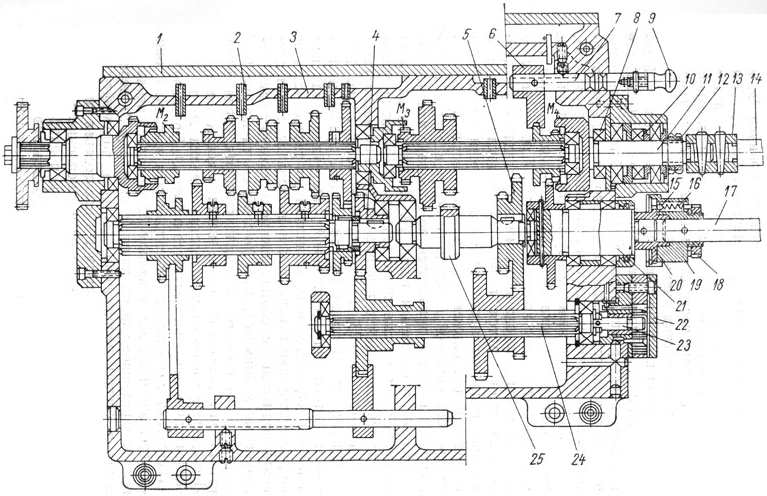
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
- поворот резцедержателя и его установка в требуемое положение;
- передвижение задней бабки, в которой размещается пиноль станка;
- установка суппорта в требуемое положение.
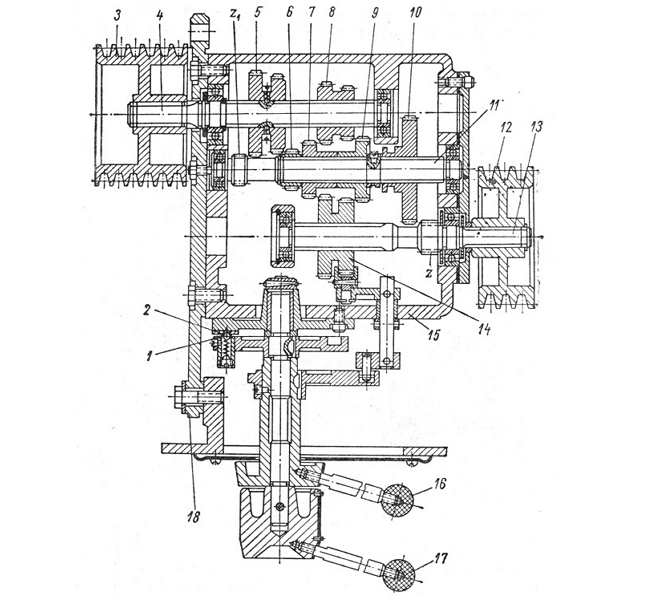
Фартук 1А616 (нажмите, чтобы увеличить)
Электрооборудование
Сам станок имеет два трехфазных двигателя, работающих при постоянном электропитании:
- главный привод оснащен двигателем мощностью 4 кВт;
- электронасос, направляющий жидкость для охлаждения к нарезающим элементам. Он имеет мощность 0,12 кВт.
Небольшими партиями производились станки со способностью работать от обычного потребительского напряжения, а именно 220 В.
Конструктив станка подобной модели не предусматривает наличие двигателя, обеспечивающего быстрый ход рабочего процесса оборудования. Плавное, но при этом быстрое торможение работы шпинделя обеспечивается тем, что в работе применяется постоянный ток. Что примечательно, при остановке работы сам электродвигатель не нагревается.
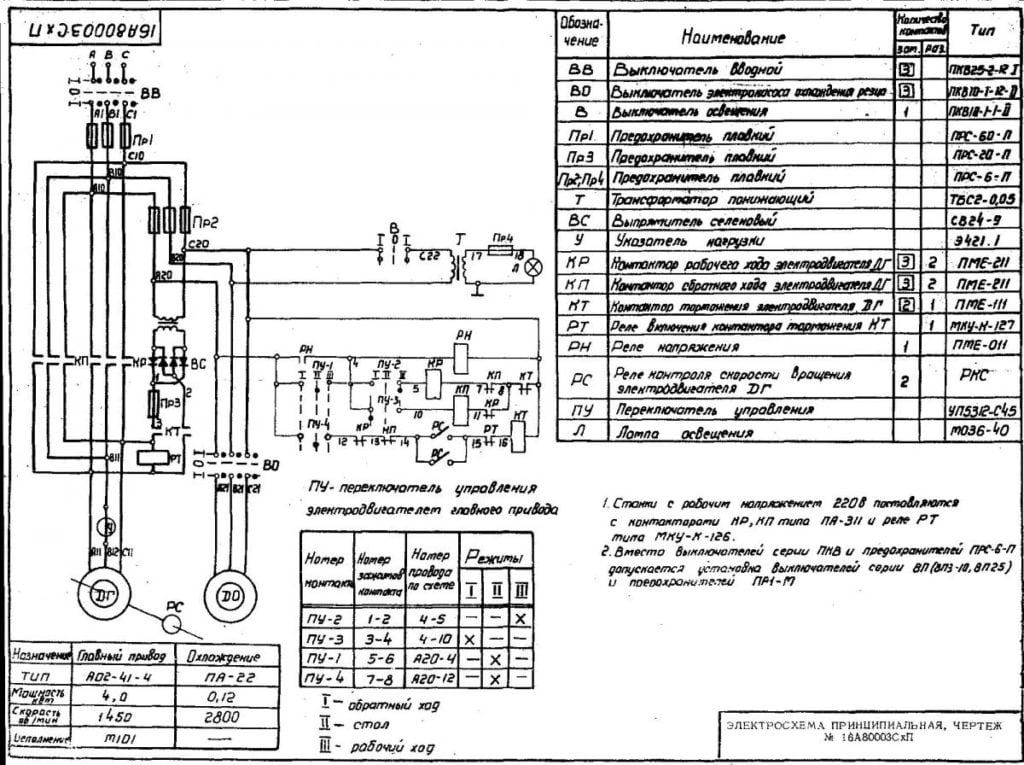
На картинке представлена электрическая схема станка.
4 Движение подач и резания в токарном универсальном агрегате
От шпинделя суппорт получает движение подач – поступательное прямолинейное перемещение резьбового резца на суппорте. Согласно расчетам коробка подач агрегата, интересующего нас, способна обеспечить целых 48 скоростей. На практике их число ограничивается 22, что обусловлено совпадением ряда скоростей. Подача суппорта в продольном направлении включается при помощи мелкозубой муфты, а получающий движение от вала ходовой винт подает поперечную подачу.
В тех случаях, когда выполняются резьбы с шагом не более шести миллиметров, формирование винтовой поверхности осуществляется при вращении, поступающем от шпинделя. Если требуется сделать резьбу с большим шагом, следует активировать перебор и применить звено повышения шага. Происходит это таким образом: в правую сторону смещается блок шестерен до тех пор, пока не произойдет зацепление шестерни полого вала и левой шестерни блока.

Под движением резания понимают одновременное вращение обрабатываемой заготовки и шпинделя. Суппорт с резцом при таком движении перемещается по отношению к ходовому валику в поперечном и продольном направлении. Привод описываемого перемещения выполнен раздельным, он состоит из:
- резцедержателя с четырьмя позициями;
- коробки скоростей с двенадцатью ступенями;
- клиноременных передач (их предусмотрено две).
Коробка скоростей является трехваловой, она располагает подвижной одиночной шестерней и подвижными двойными блоками в количестве трех штук. Блоки дают возможность увеличивать на выходном валу число скоростей. Добавим, что верхние обороты на шпиндель приходят от полого вала, но при условии, что кулачковая муфта находится во включенном состоянии.
Преимущества и недостатки
К преимуществам приобретения и эксплуатации металлорежущего токарного станка 1616 относят жесткость и прочность станины, а также четкую работу всех имеющихся на нем органов управления. Плюсом оборудования этого класса считается удобная конструкция патрона, позволяющего размещать дисковые заготовки диаметром до 320 мм. Многих пользователей привлекает оригинальность конструкции, которую при желании можно отнести к стилю «ретро».
Помимо основных коробка подач токарного станка 1616 позволяет проводить вспомогательные операции. Расширение функционала обеспечивается возможностью нарезания резьбы без применения комплекта сменных шестерен. Для подготовки точной резьбы ходовой винт включается напрямую (не через коробку подач). Ее механизм позволят нарезать через ходовой винт следующие типы резьбы:
- Метрическую с шагом в диапазоне от 0,5 до 12 мм.
- Дюймовую с количеством ниток от 1,75 до 60.
- Модульную с шагом от 0,5 до 6.
Недостатки этого образца расточного оборудования проявляются в применение для фиксации шпинделя недостаточно надежных втулок (по отзывам пользователей они часто выходят из строя). Кроме того, к минусам токарного станка 1616 относят слабые направляющие и сложность его приобретения (в свободной продаже их найти практически невозможно). Самый большой недостаток этих образцов – отсутствие на рынке запасных частей к ним.
Особенности ремонта
Прежде чем приступать к разборке агрегата для последующих ремонтных работ нужно внимательно ознакомиться с устройством и способами крепления составляющих. Обеспечение мер безопасности реализуется при помощи предупреждающей таблички, установленной заранее.
Чтобы предохранить станок от самопроизвольного или случайного включения, следует отключить и запереть главный выключатель. Предохранитель, располагающийся в распределяющем шкафу, питающий электрическое оборудования аппарата, нужно удалить до осуществления ремонта электропанели.
После ремонта станка и подготовки к пуску нужно:
- Убрать лишние детали и предметы.
- Проверить установку устройств блокировки и ограничителей.
- Проверить аппарат на наличие заеданий, нетипичных шумов или стуков.
Следует помнить, что монтаж и демонтаж токарного оборудования должен производится специалистом – последовательно и с вниманием к деталям.
Конструкция коробки передач

На станке 1А616 применена трехвальная 12-ступенчатая коробка скоростей
Коробка передач подобной модели станка, состоит из:
- трех валов в тандеме с тремя подшипниками;
- трех одиночных шестерен, которые составляют две подвижные шестерни.
Эти составляющие детали передают вращательные движения с различными параметрами шпинделю, через вал и зубчатые передачи. Но если требуется задать большую частоту вращения шпинделю, то он с помощью кулачковой муфты подключается непосредственно к валу.
Управление подобной моделью токарного оборудования требует совершения определенной последовательности механических операций, производимых только вручную.
Этап 1. Держатель резцов поворачивается и устанавливается в необходимое положение только вручную.
Этап 2. Изменение положения задней бабки.
Этап 3. Корректировка суппорта при установке и принятии необходимого положения.
Правила эксплуатации 1А616
Для освоения техники эксплуатации станка потребуется разобраться с такими категориями как его первый пуск, а также приемы обработки металлов, обслуживание и уход.
Первый пуск токарного агрегата 1А616
Особое внимание запуску агрегата в работу объясняется невозможностью предусмотреть осложнения в его функционировании после поступления со сборочного конвейера или длительной консервации. Указанная процедура включает в себя следующие обязательные операции:
- расконсервирование станка;
- заливка охлаждающего реагента и масла;
- визуальный осмотр элементов конструкции и электропроводки на предмет их целостности.
По завершении подготовительных действий можно будет запускать станок в работу.

Ход впуска и металлорезание
Приводимый в движение от электродвигателя шпиндель станка выполняет функцию держателя лишь в ситуации, когда требуется нарезать резьбу длиной не более 6-ти мм. При необходимости большего резьбового смещения придется воспользоваться функцией перебора и повышенного сдвига. С этой целью потребуется организовать одновременное смещение ведущего вала и обрабатываемого изделия.
Этого удается добиться за счет раздельных двигательных приводов, опосредованных следующими передаточными узлами:
- Суппортом с4-мя рабочими позициями.
- 12-ти ступенчатой КП.
- Уже рассмотренной ранее ременной передачей.
Все вместе взятое, действуя одновременно, обеспечивает достижение требуемой синхронизации движений.
Регулировка и ремонт шпинделя
В процессе работы довольно часто возникают неполадки, связанные с выходом из строя шпинделя. Но все проблемы решаемы и не так уж сложны.
Регулировка зазоров подшипников
Корректировка радиального зазора происходит в несколько шагов.
Этап 1. Подтяните гайкой внутреннее кольцо.
Этап 2. Закрепите положение стопором.
Этап 3. Чтобы удостовериться в правильной настройке воспользуйтесь специальным индикатором. Если вы сделали все правильно, то отклонение стрелки на нем не будет превышать 0,01 мм. При этом сам шпиндель должен свободно прокручиваться.
Процесс настройки осевого зазора шпинделя также несложен и разбит на несколько ключевых моментов.
Этап 1. Необходимо обязательно снять защитный колпак.
Этап 2. На передний центр нужно производить давление пинолью до того момента, пока гайка не будет касаться втулки. При этом затягивать гайку крайне не рекомендуется.
Регулировка и замена ремней коробки скоростей на шпинделе
Для корректировки ремней коробки передач необходимо:
- отвинтить крепежные винты;
- гайками отрегулировать ремни;
- после получения желаемого результата винты закрепить на место.
Процесс замены ремней на шпинделе не представляет сложности.
Этап 1. Убирают защитный колпак, фланец, гайку, винты и трубки, доставляющие масло.
Этап 2. В имеющиеся винтовые отверстия закрепляют винты М12, так чтобы из передней бабки вышла букса.
Этап 3. В получившееся отверстие вставляют ремни на шов.
Этап 4. После на место устанавливается букса и все остальные запчасти.
Кинематическая схема
Скачать бесплатно паспорт токарно-винторезного станка 1А616 в pdf-формате можно здесь: Паспорт 1А616
Скачать руководство по уходу и обслуживанию электрооборудования 1А616 можно здесь: Электрооборудование 1А616
Технические возможности станка данной модели позволяют использовать его как при производстве изделий крупными сериями, так и при изготовлении единичных деталей. Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
Цена в полной комплектации
Сегодня приобрести токарные станки серии 1615 можно только с рук, поскольку их серийное производство давно прекращено. Средняя стоимость такого образца оборудования на продающих сервисах составляет от 25 до 85 тыс. рублей (в зависимости от состояния).
Правильно покупаем б/у токарный станок
А вот купить б/у токарный станок 1А616 через Авито или другой специализированный сайт — осуществимая реальность.
Вопрос состоит в другом — как правильно выбрать работоспособное оборудование и при этом не переплатить?
В области купли-продажи металлообрабатывающих станков существует два источника сбыта:
- частные владельцы, хранящие станок чаще в разобранном или неподключенном виде у себя в гараже;
- фирмы, специализирующиеся на продаже, настройке и ремонте подобного оборудования.
Рассмотрим все достоинства и недостатки этих вариантов приобретения оборудования.
Станок, предположительно рабочий, купленный у местного «умельца» подлежит самостоятельной транспортировке, сборке и настройке.
Что при неверном проведении грозит фатальным исходом. Но и это еще не все. Кто знает, в каких условиях содержался станок, проводилось ли плановое ТО и своевременный ремонт? Если да, то такой станок несомненно стоит приобрести, ну а если нет, то срок службы вашей покупки навряд ли будет продолжительным.
Тут как в лотерее. Что касается цены, то договориться с «мелким дилером» проще, да и изначально стоимость будет ниже, чем у фирм, занимающихся подобными станками профессионально.
Кстати о них. На таких предприятиях, даже небольших, работают профессионалы своего дела, которые не только грамотно ухаживают за оборудованием, но и помогут установить и настроить приобретенный агрегат.
Цены на подобное оборудование будет примерно на 20% выше чем у простого продавца, но они в любом случае вполовину меньше стоимости новой токарной установки.
Если повезет, то можно найти специалистов, модернизирующих металлообрабатывающее оборудование. Плюсов таких агрегатов масса:
- большая работоспособность, чем у простого рабочего станка для токарных работ б/у;
- даются небольшие гарантии качества;
- улучшаются технические характеристики. Но не больше тех показателей, которым они соответствовали при выпуске с конвейера завода — изготовителя;
- увеличивается срок службы агрегата.
В среднем токарный станок модели 1А616 возможно купить в рабочем состоянии за 30 000 без затрат на грузоперевозки. Если имеются какие-либо поломки, то цена снижается вдвое.
Отзывы о станке
Эта модель станка отличается доступным принципом управления. После нескольких проведенных операций становится вполне понятно, как работает агрегат и как им эффективно управлять. Хотя у новичков в этой области без инструкции и опыта наставника могут возникнуть небольшие затруднения.
Есть сложности с подбором комплектующих в связи с приобретением станка в разобранном состоянии или с поломкой. Но подобную проблему решают покупкой на разборах недостающих деталей, хотя и найти их не так просто.
Пользователи также отмечают и отрицательные моменты в процессе использования подобного станка. Первое и самое важное — возраст оборудования. Некоторым моделям около 50 лет. В связи с этим возникают поломки и разлады в системе управления. Опытные токари выделяют, что если за станком регулярно и добросовестно ухаживали, то и по сей день он работает без перебоев и не создает больших проблем при наладке и ремонте.
ли со статьей или есть что добавить?